SER01989020_YV112III Service_J.pdf - 第60页
3- 39 SER01989020 調整 第 3 章 2 e 参考 Step 1 で正常に動作しない場合は、出力モニターを使わずに、次のように動作確認をしてください。 ・ 非常停止ボタンを押します。 ・ 先のとがった小型ドライバーなどで、駆動バルブ(「TN03」または「TN09」)のマーク チューブ付き)の手動ボタンを押して、ロケートピンを上昇させます。 この操作で正常に動けば、駆動バルブの電気的機能の不具合が考えられます。 以下の点を…
3-
38
SER01989020
調整
第
3
章
2
1
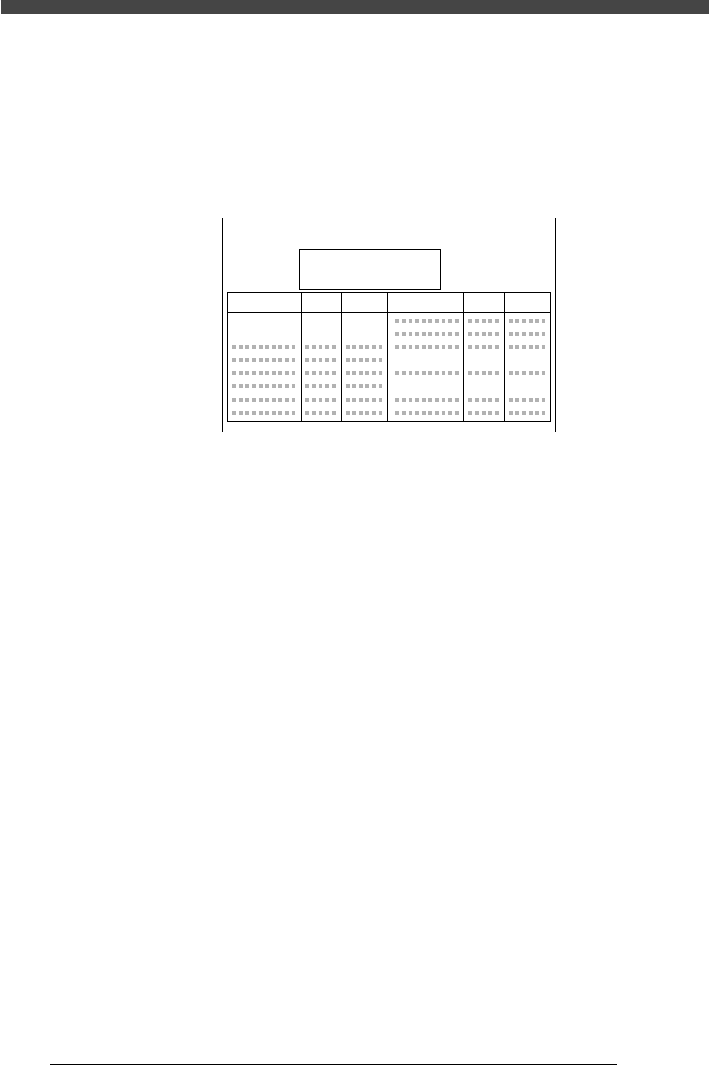
出力モニタ−画面を開き、ロケートピンを動作させます。
1.「3/4/ 手動」→「C1 出力モニター」を選択実行します。
2. 矢印キーを使って、カーソルを「TN03」(A テーブル・ロケートピン 1)
または「TN09」(B テーブル・ロケートピン 1)に合わせます。
3. [ENTER] キーを押して、ロケートピンの上昇・下降を確認します。
出力モニター表示は、上昇時 " 1 "、下降時 " 0 " に変化します。
60143204-00
[↑↓←→]で選択し [Enter]で実行
[ESC]:中断,コマンドウィンドウヘ
出力モニター
指定アーム:Aテーブル XY軸
軸移動速度: 100
TN03 Aテーブルロケートピン
上昇時 1 / 下降時 0
(NL11= 1 / NL11= 0)
名 称 IN
コンベア/Aテーブル NL09-16 001 00000
名 称 OUT
コンベア/Bテーブル NP09-16 00100000
Aコンベア共通/他 TN01-08 01000000
Bコンベア共通/T軸 TN09-16 10000000
2
上昇・下降スピードを確認します。
上昇・下降時間とも約1 秒(前実装した部品がズレない程度)が適正値です。
e
3
非常停止ボタンを押してから、上昇・下降スピ−ドを調整しま
す。
ロックナットを緩め、スピード調整ツマミを回して、上昇スピード(オレンジ
色チューブ側)、下降スピード(黒色チューブ側)を調整します。どちらも、
左に回すとスピードが上がり、右に回すと下がります。
4
上昇端センサーの機能を確認します。
[TAB] キーを押して、画面右側の入力モニターに切り替えます。カーソルは
「NL11」または「NP11」に移動しますので、センサーからの入力状態を確認
してください。入力表示が、ロケートピン上昇時 "1 "、下降時 "0" であればセ
ンサーの機能は正常です。
k
3-
39
SER01989020
調整
第
3
章
2
e
参考
Step 1 で正常に動作しない場合は、出力モニターを使わずに、次のように動作確認をしてください。
・ 非常停止ボタンを押します。
・ 先のとがった小型ドライバーなどで、駆動バルブ(「TN03」または「TN09」)のマーク
チューブ付き)の手動ボタンを押して、ロケートピンを上昇させます。
この操作で正常に動けば、駆動バルブの電気的機能の不具合が考えられます。
以下の点を調べてください。
電磁コイル断線、ハーネスコネクタ緩み、DC24V異常、I / Oボート出力異常...手動ボタンを押
しても正常に動作しない場合は、エア供給、配管、およびペット弁機能の不具合(破損・異物噛み
込み・固着)が考えられます。ロケートピのエア回路も調べてください。
3-
40
SER01989020
調整
第
3
章
2
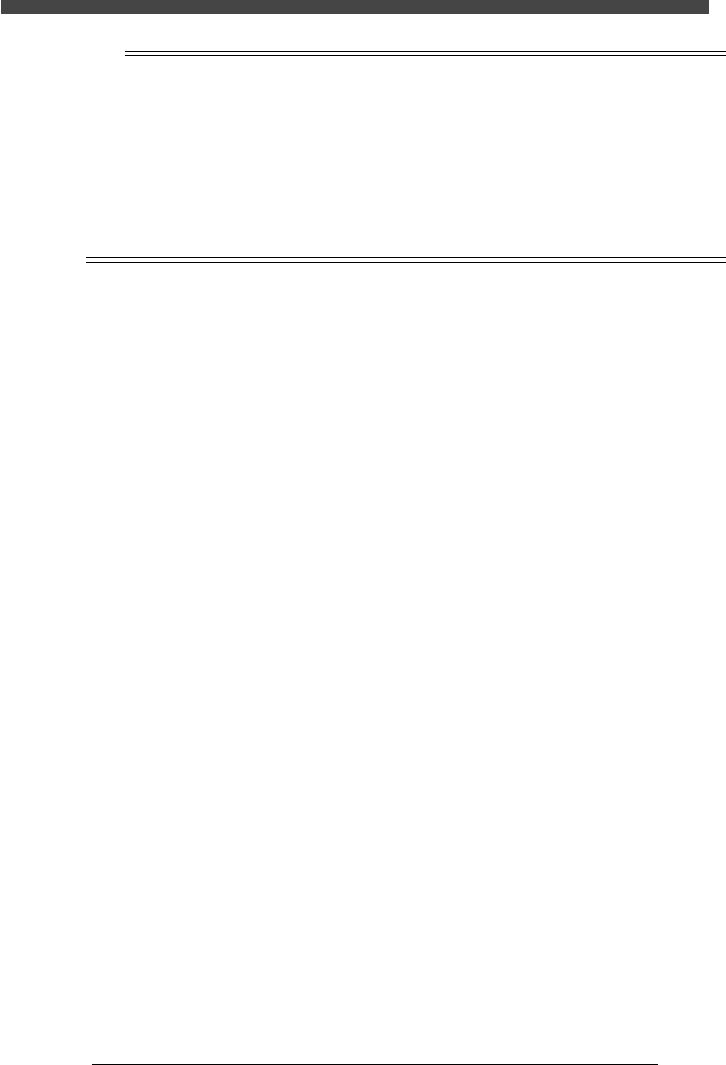
2.1.2 メインストッパー
A・B テーブルのメインストッパーは、本機コンベアが搬送する基板を部品搭載
位置で仮止めします。このメインストッパーの上昇・下降スピードと基板受け止
め部の調整をします。
■ メインストッパー機構
20143204-00
上下シリンダー
Bテーブル用メインストッパー
Aテーブル用メインストッパー
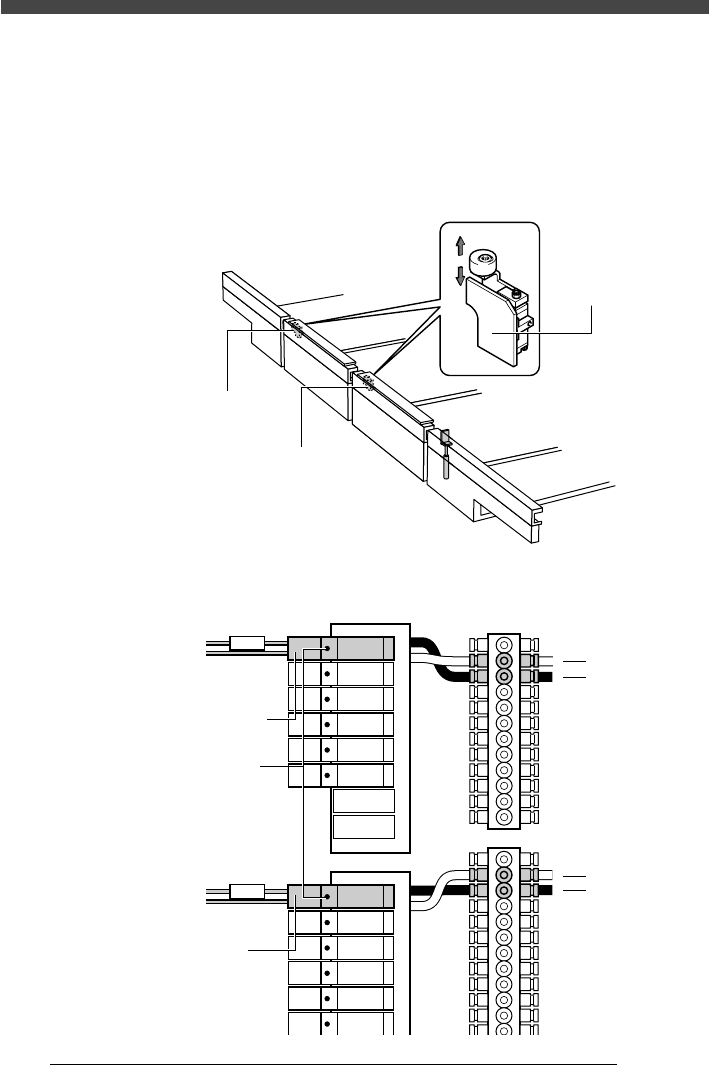
■ メインストッパー駆動バルブとスピード調整ツマミ
20143205-00
TN01
TN07
オレンジ
ブラック
オレンジ:上昇用
ブラック:下降用
オレンジ
ブラック
マークチューブ
マークチューブ
Aテーブル用
メインストッパー
駆動バルブ
Bテーブル用
メインストッパー
駆動バルブ
手動ボタン