SM471_Introduction(Chi_Ver1).pdf - 第131页
7-23 设备安装操作步骤 请确认运行中是否发生噪音及运 行状态。 7.2. Calibration 及最后检查 1. 执行设备的校正 ( Calibration ) 。 详细方法请参照 Introduction “ 第 14 章 . Machine Calibration ” 和 “ 第 15 章 . System Setup ”, 按照顺序执行校正。 2. 在’ Conveyor Utilities ’ 对话框中 投入 T est …
7-22
Samsung Component Placer SM471 Introduction
对于规格不符合SMEMA代码如SIMENS, SANYO 和 TDK (RX-11), 以及无双
接点INTERFACE的设备应作特殊检查。
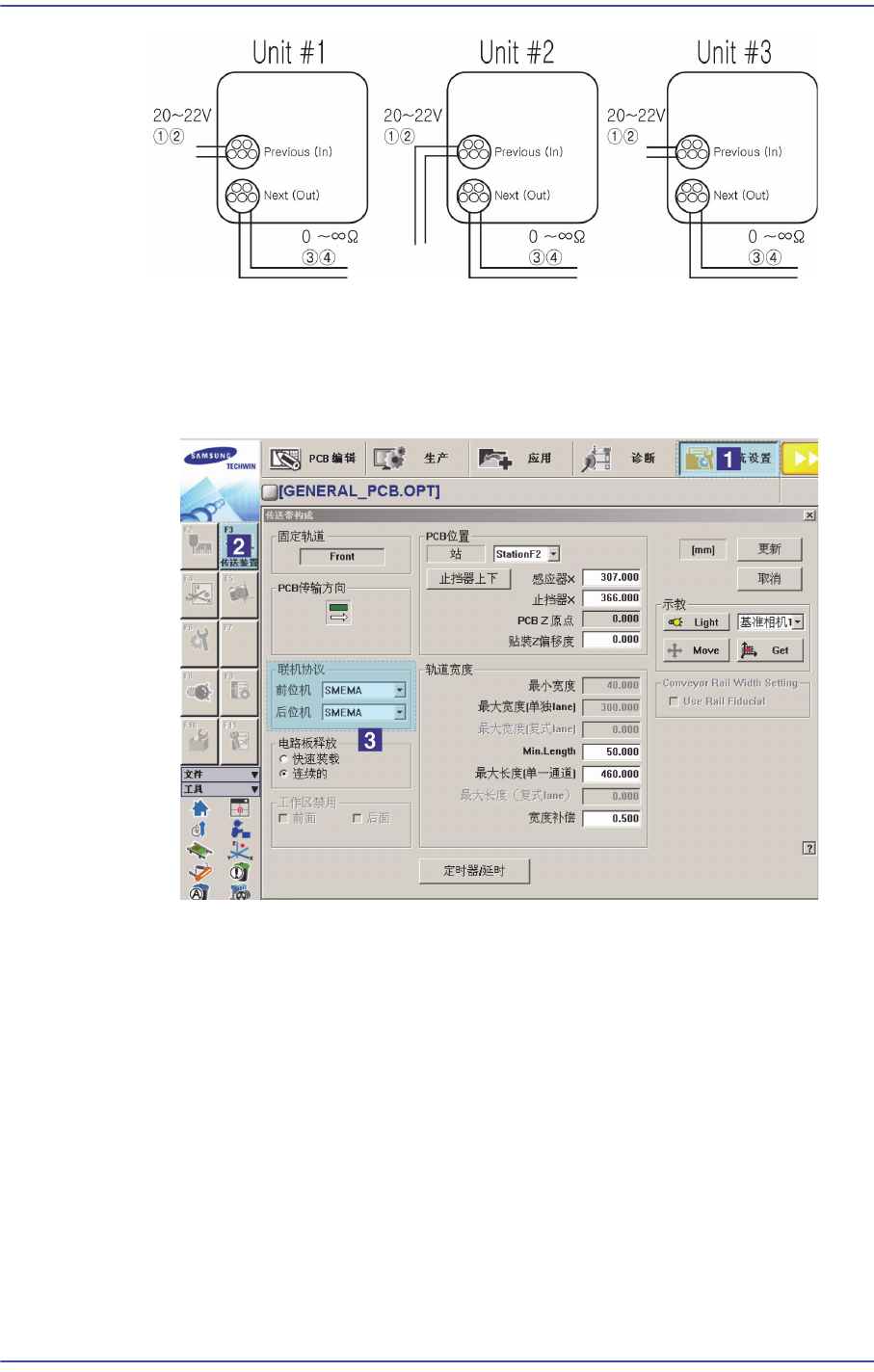
需要决定设备的Interface Type。(根据用户环境请选择2接点方式或SMEMA
方式)。
选择SYS.SETUP菜单,再选择Conveyor子菜单。
在Inline Protocol领域的<Previous>和<Next>组合框选择 独立使用, 只用
于临时导入(2接点),SMEMA中的一个
独立使用 : 未作出设备间连接,手动作业时设置
只用于临时导入 : 后续设备只需连接接点,PCB流动的形态
SMEMA: 之前设备给准备信号(24V),后续设备连接接点的状态
请使用MMI的Bypass功能确认连接的设备间界面是否正常工作。此时,
最少使用3张以上PCB执行测试。
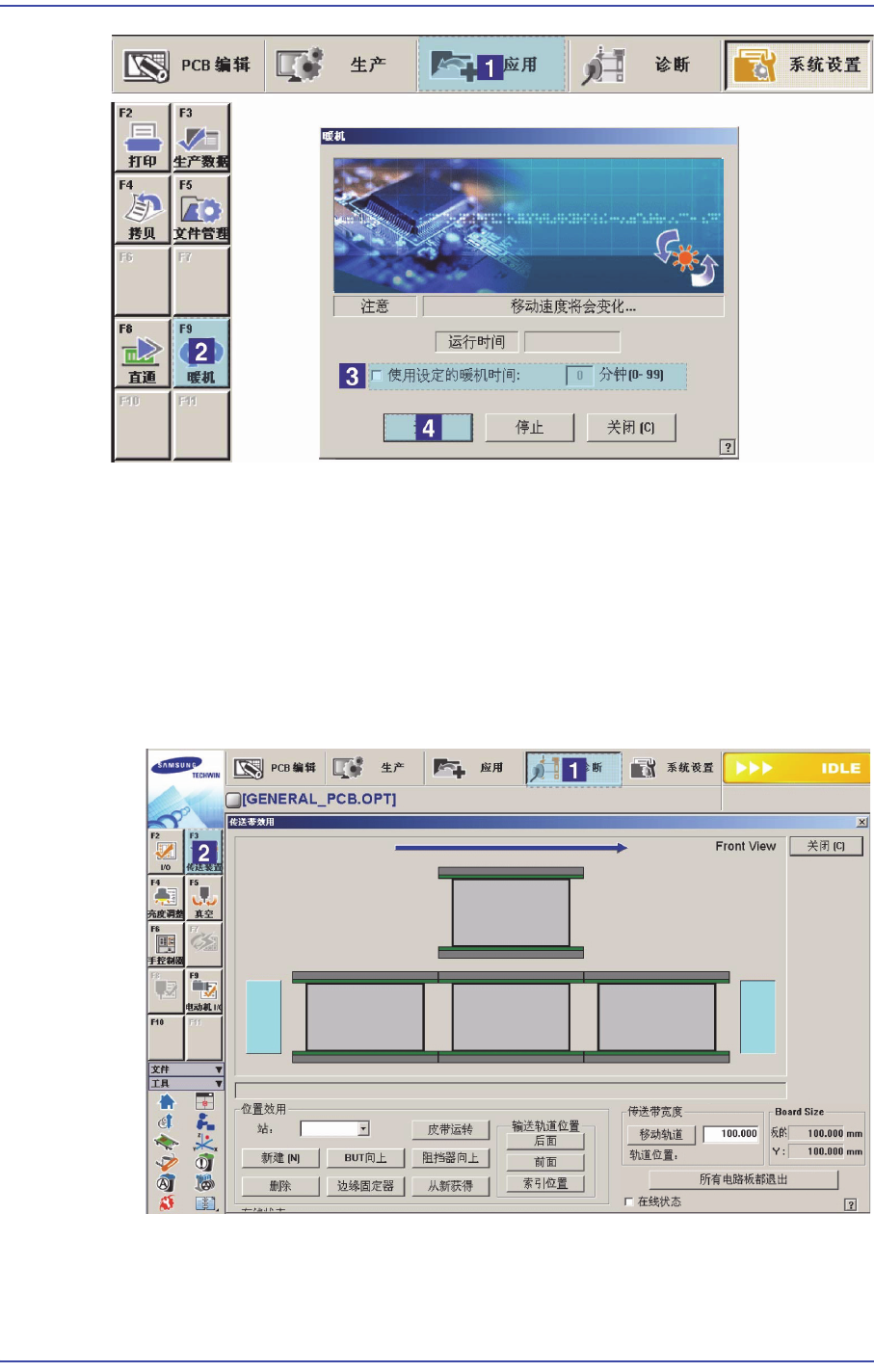
7.1.8. Warming Up
正常完成设备安装后,需要执行30分钟Warming Up。
7-23
设备安装操作步骤
请确认运行中是否发生噪音及运行状态。
7.2. Calibration 及最后检查
1. 执行设备的校正(Calibration)。 详细方法请参照Introduction “
第
14
章
. Machine
Calibration” 和 “
第
15
章
. System Setup”, 按照顺序执行校正。
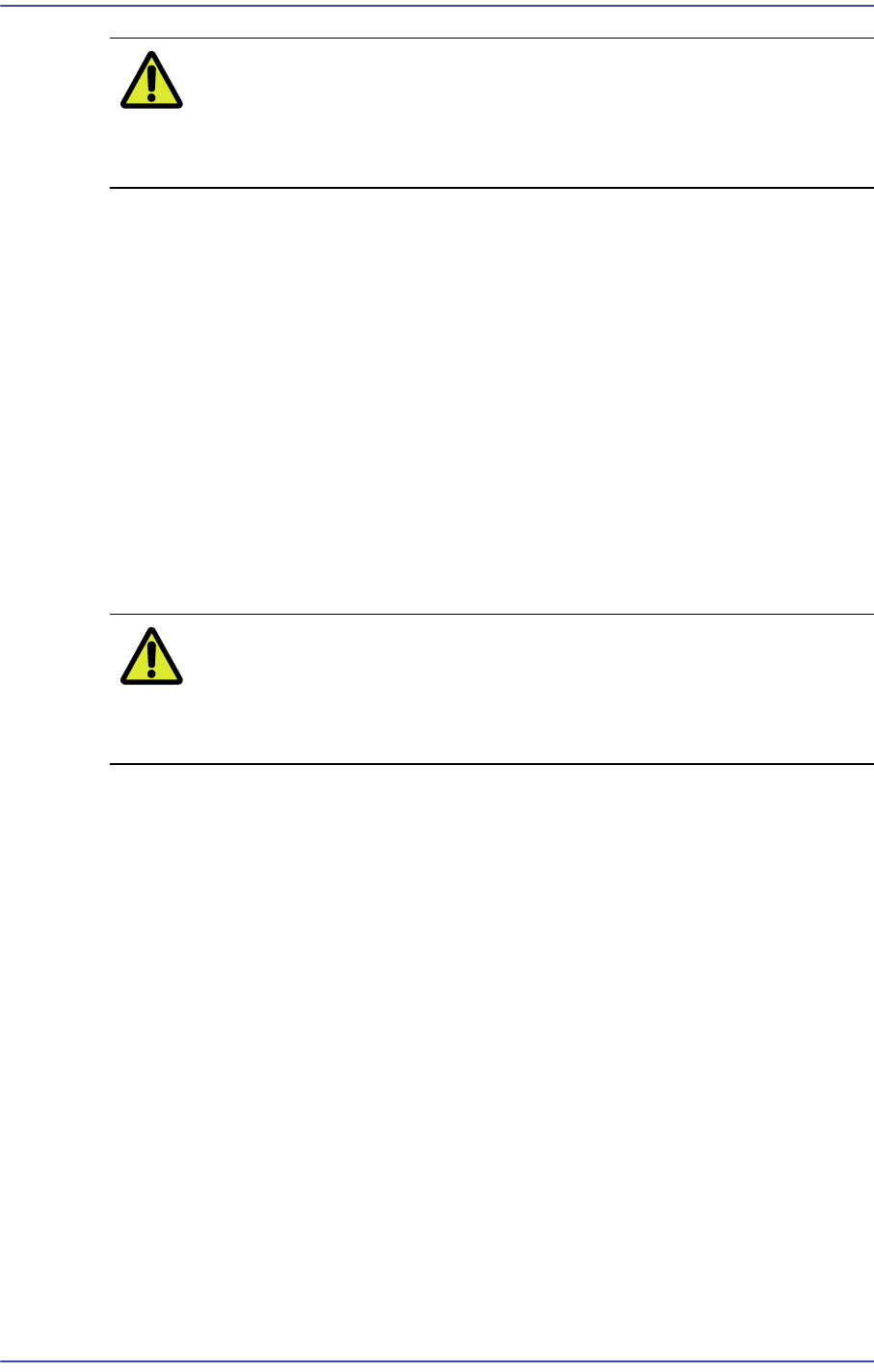
2. 在’Conveyor Utilities’对话框中投入Test PCB,确认各Station的基板检查传感器
及其他输入是否正常。
3. 如工作正常则按照生产次序启动设备。
7-24
Samsung Component Placer SM471 Introduction
注 意 如果要移动设备,首先要中止设备上的PC,关闭主电源,然后按
照逆向的安装步骤 将设备包装起来,设备移动完毕后重新进行
安装。
7.3. 部品供给装置的准备
整个工序中的起部品供应作用的带式喂料器(Tape feeder), 多盘式喂料器
(Multi tray feeder)等装置,在准备时要适合于生产用PCB。
关于各部品供给装置的安装,请参考相应的部品供给装置的使用说明书。
7.4. 输送带设置
适当调整传送装置(Conveyor)的宽度。
此时,传送装置(Conveyor)的宽度为放进 PCB 时,前后约有 1mm左右的间隔为
好。
注 意 传送装置(Conveyor)的宽度设定的过于大时,利用 Edge Fixer(
边缘固定器)固定PCB时,可能会发生固定不牢固的情况。因此
要注意。
7.5. Backup Pin 设定
Backup Pin的高度设置成132.3mm 后, 尽量拧紧螺母.。请 按 照 PCB或PCB JIG的底
面条件拧开Backup Pin螺母调节长度进行使用。
详细的事项请参考Operation Handbook的”Part VI. 其他检查事项”中的”设置
Backup Pin”。