松下CM602机器参数手册_2E8A5.pdf - 第12页
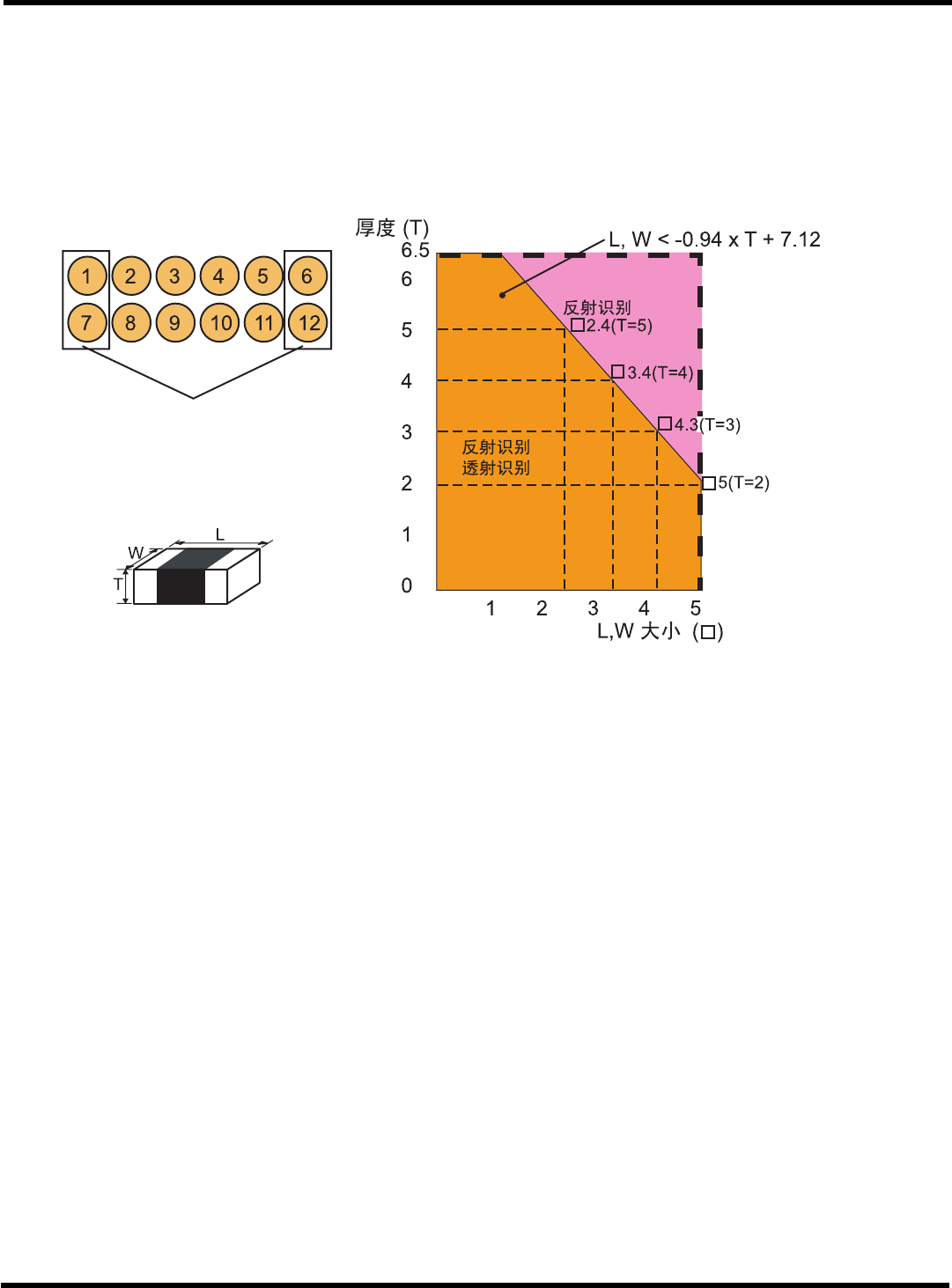
CM602-L 参考手册 1.1 各部的名称和功能 Pa ge 1- 12 安装有部品厚度传感器 (12 吸嘴用 ) 的工作台上,吸 嘴编号 1, 6, 7, 12 能够吸着的透射识 别对象 的部品大小有限制。 ∗ L, W 大小和部品厚度 T 满足如下公式时,吸嘴编 号 1, 6, 7, 12 能够吸着。 L, W < -0.94 × T + 7.12 用 PT200 编制数据时,反 映出如上限制。 EJM8A-C-RMC0 1…
CM602-L
参考手册
1.1
各部的名称和功能
Page 1-11
1.1.7
部品厚度传感器
(12
吸嘴用、
8
吸嘴用选购件
)
通过计测部品的厚度来试图实现吸着的稳定性和贴装品质的提高。
根据对象吸头的不同,部品厚度传感器的安装位置和功能也有所不同。
对高速吸头
(12
吸嘴
)
应使用吸头装载类型,而对通用吸头
(8
吸嘴
)
应使用主机固定类型。
∗
多功能吸头是对象之外。
对象吸头和类型
高速吸头
(12
吸嘴
)
用
通用吸头
(8
吸嘴
)
用
∗
1
外观
EJM8A-113E
EJM8A-112E
对象部品
0603
以上的角形部品
(
透明部品、带引线的部品为对象之外
)
厚度
3mm
以下
∗
2
0603
以上的角形部品
(
透明部品、带引线的部品为对象之外
)
厚度
6.5mm
以下
功能
部品厚度计测功能
∗
3
部品拿回检查功能
吸嘴尖端检查功能
部品厚度计测功能
∗
3
∗
4
∗
1
:
安装通用吸头
(8
吸嘴
)
用的工作台上,不能安装引线检验器。
∗
2
:
虽然能够贴装超过厚度
3 mm
的部品
(6.5 mm
以下
)
,但不进行部品厚度计测。
∗
3
:
使用带垫吸嘴以及吸嘴尖端部有层差的吸嘴
(
例如
: 205A)
时不进行计测。
∗
4
:
不对应于其厚度为
6.5 mm
∼
8.5 mm
的元件。
部品厚度传感器的各功能的说明如下所示。
功能
说明
部品厚度计测功能
厚度计测是对
“
自动运转开始后
” “
部品用完检测后的部品补充后
” “
编带拼接
检出后
”
∗
5 “
芯片数据修正后
”
的第
1
个吸着点进行的。
∗
6
另外,在自动运
转之外时,用
[
生产数据示教
]-[
芯片识别
]
,对每个部品可以个别进行厚度计
测以及登录。
部品拿回检查功能
贴装完毕部品后,检查是否拿回部品。
吸嘴尖端检查功能
检查吸嘴尖端的高度是否有异常
(
折断、吸嘴座摺动不良
)
。
当进行热补正时进行检查。
∗
5
:
有必要使用有编带供料器的接头检测传感器类型和有拼接编带的接头检测用的编带
(
黑色
)
。
∗
6
:
需要计测时间。
EJM8A-C-RMC01-A01-00
CM602-L
参考手册
1.1
各部的名称和功能
Page 1-12
安装有部品厚度传感器
(12
吸嘴用
)
的工作台上,吸嘴编号
1, 6, 7, 12
能够吸着的透射识别对象
的部品大小有限制。
∗
L, W
大小和部品厚度
T
满足如下公式时,吸嘴编号
1, 6, 7, 12
能够吸着。
L, W
<
-0.94
×
T
+
7.12
用
PT200
编制数据时,反映出如上限制。
EJM8A-C-RMC01-A01-00
EJM8A-119C
透射识别对象的部品大小有限
制的吸嘴
吸嘴编号
1, 6, 7, 12
吸着部品大小条件
CM602-L
参考手册
1.1
各部的名称和功能
Page 1-13
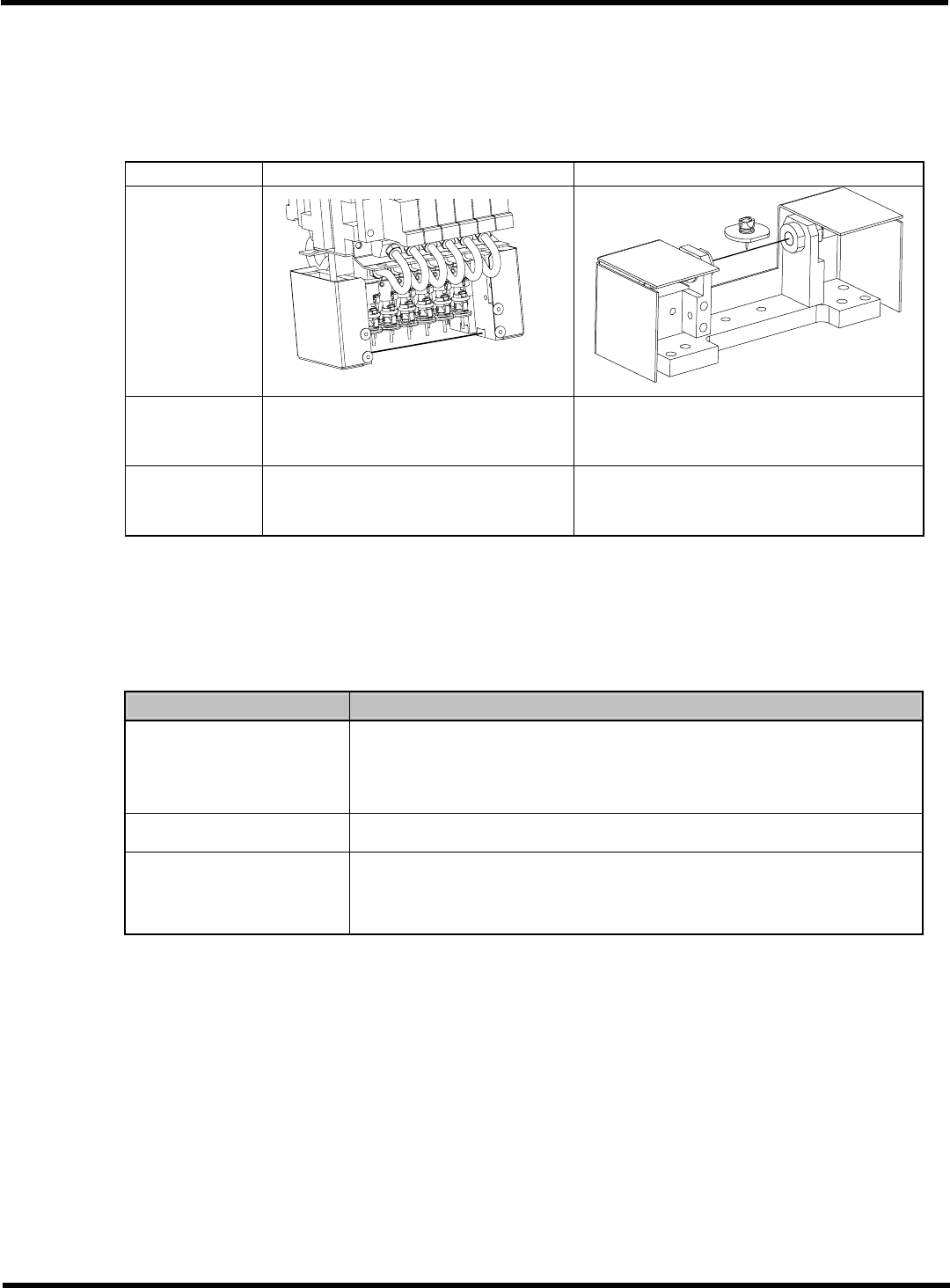
1.1.8
基板弯曲传感器
(
选购件
) (
高速吸头、通用吸头
)
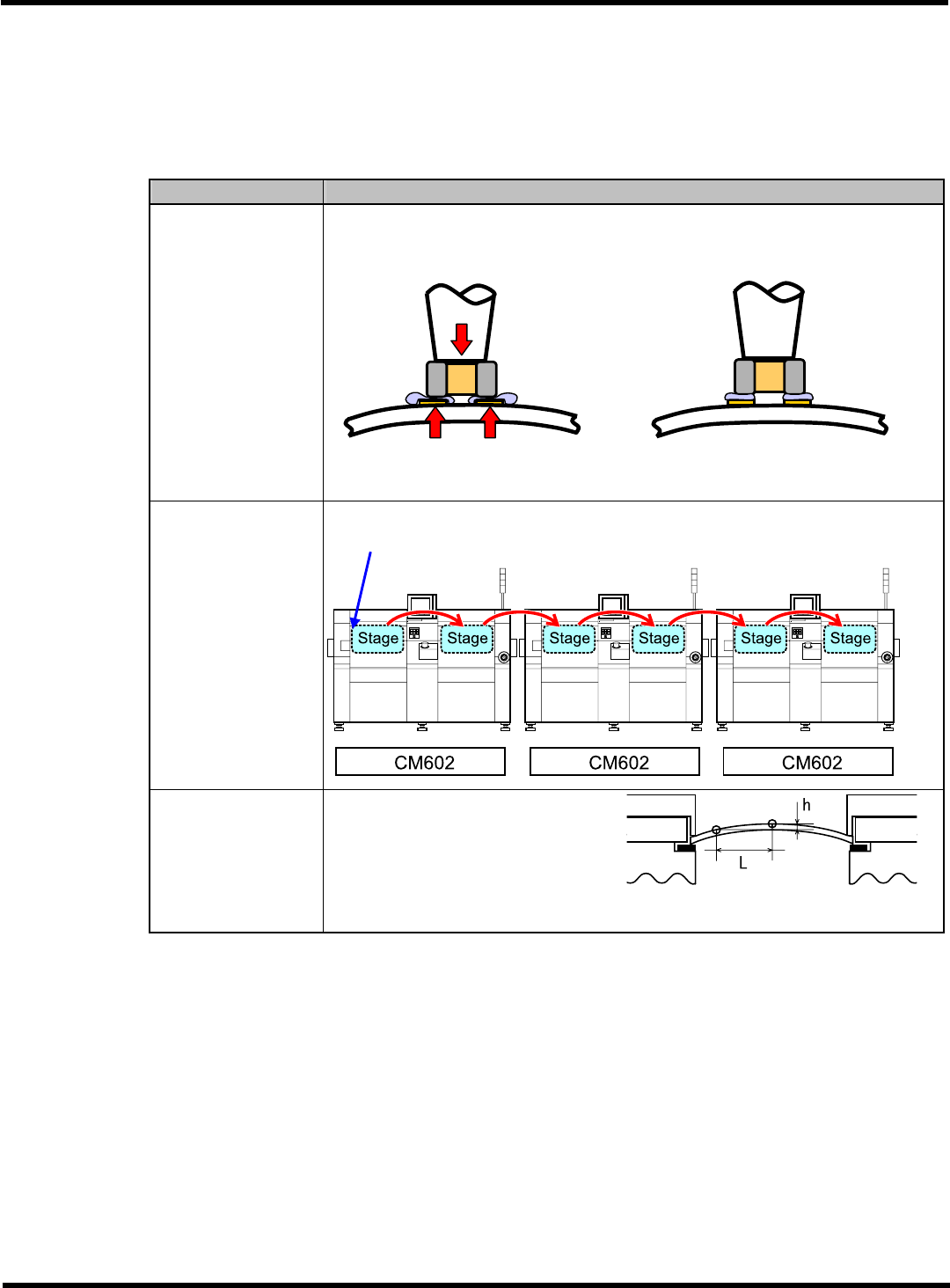
通过计测基板弯曲,并控制贴装高度来试图提高贴装品质。
在生产线的第一台机器的上游工作台的前侧臂上安装一套基板弯曲传感器。
∗
1
基板弯曲传感器具有以下的功能。
功能
说明
贴装高度控制功能
计测基板弯曲,并控制贴装高度。
没有基板弯曲传感器
有基板弯曲传感器
EJM8A-115E
贴装高度的最佳化
下一工序高度数据交
接功能
将上游工作台上所计测的基板弯曲数据交给下游工作台以及下游机器。
∗
2
基板弯曲传感器
(
安装在生产线的第一台机器的上游工作台上
)
EJM8A-117E
基板弯曲检测功能
设定基板的容许弯曲斜度,在贴装开始
之前告知有超过容许值的基板。
∗
容许弯曲斜度
(%) = h/L
×
100
EJM8A-108E
∗
1
:
在多功能吸头上不能安装基板弯曲传感器。
∗
2
:
下游的机器以
CM602-L
为对象。
使用有待机位置类型的传送带,或者在机器与机器之间连接其他公司的机器时,不能进行数据
的交接。
EJM8A-C-RMC01-A01-00