N7201A617C.pdf - 第492页
NPM-W2 EJM7DC-MB-13M-02 精度验证 6 ( ) 维修保养篇 1 3 - 2 1 - 2 13-21-2 -11 关闭安全盖 伺服开关置于 ON 6 7 ■设置到第 2 贴装位置上时 ②将面补正治具的 FIXED RAIL SIDE(TYPE A) 设置到基准轨侧。 ③使基准轨紧贴到治具上。 面补正治具 操作员 面补正治 具左端 面补正 治具 基准孔 ( φ 1mm) ① 基准轨道 FIXED RAIL SIDE(T…
NPM-W2 EJM7DC-MB-13M-02
准备生产 2 (准备验证所需材料)
1
1
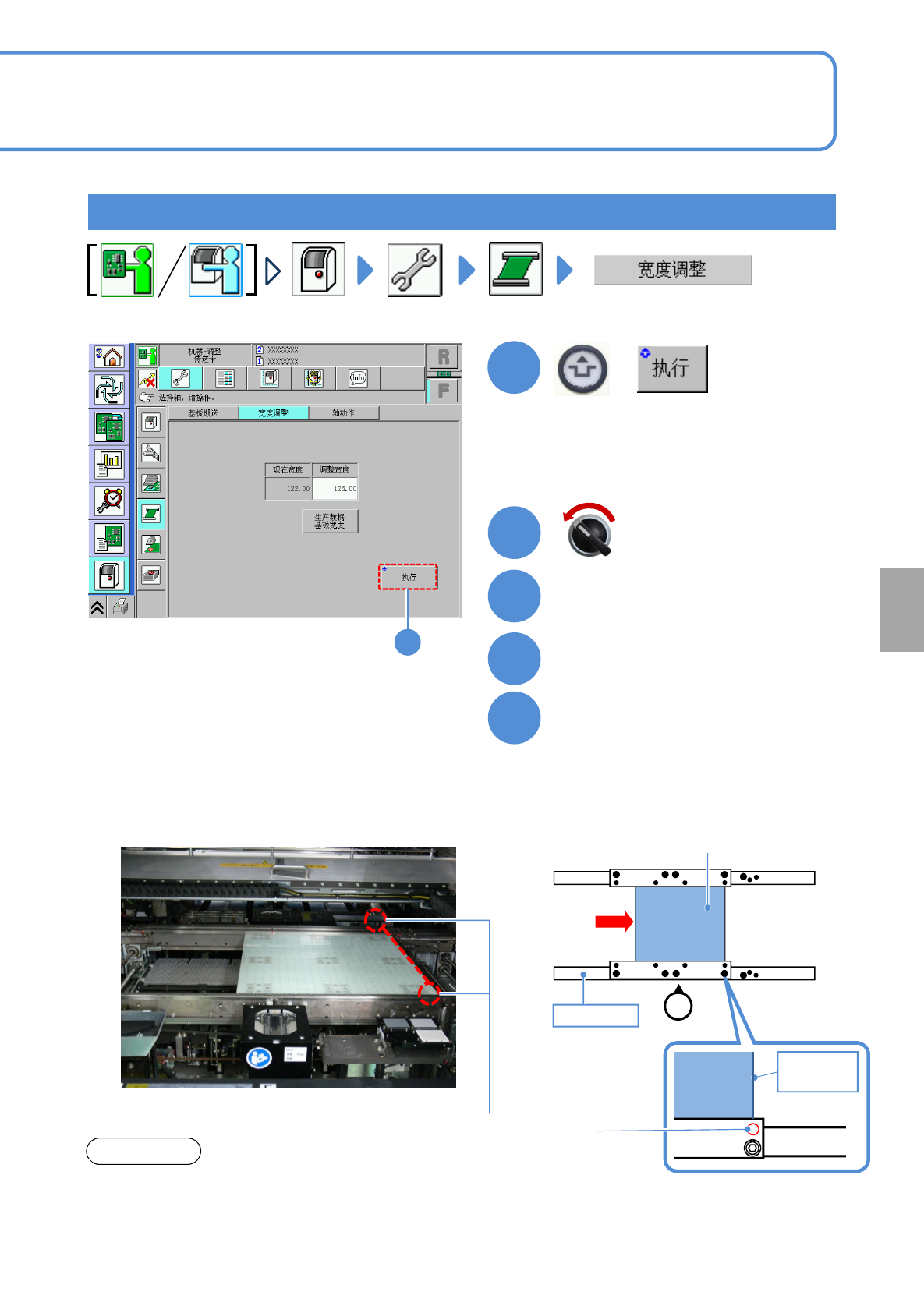
(把搬送传送带的宽度按照面补正治具的
宽度来调整)
打开安全盖
3
2
从前工程插入面补正治具
4
13-21-2
-10
ṗ
伺服开关置于OFF
设置面补正治具
5
①在通过生产数据定义的第1贴装位置或第
2贴装位置上,将面补正治具的边缘对准
各个基准孔后进行设置。
(左→右流动、右→左流动都同样。)
■设置到第1贴装位置上时
②将面补正治具的FIXED RAIL
SIDE(TYPE A)设置到基准轨侧。
③使基准轨紧贴到治具上。
●为双轨模式时,切换到单轨模式。
(→ P.11-3-1)
面补正治具
操作员
①
基准轨道
FIXED RAIL
SIDE(TYPE A)
面补正
治具
面补正治
具右端
基准孔(φ1mm)
注意
●面补正的基准孔与精度验证的基准孔有所不同。请
小心不要弄混。
+
NPM-W2 EJM7DC-MB-13M-02
精度验证
6
( )
维修保养篇
13-21-2
13-21-2
-11
关闭安全盖
伺服开关置于ON
6
7
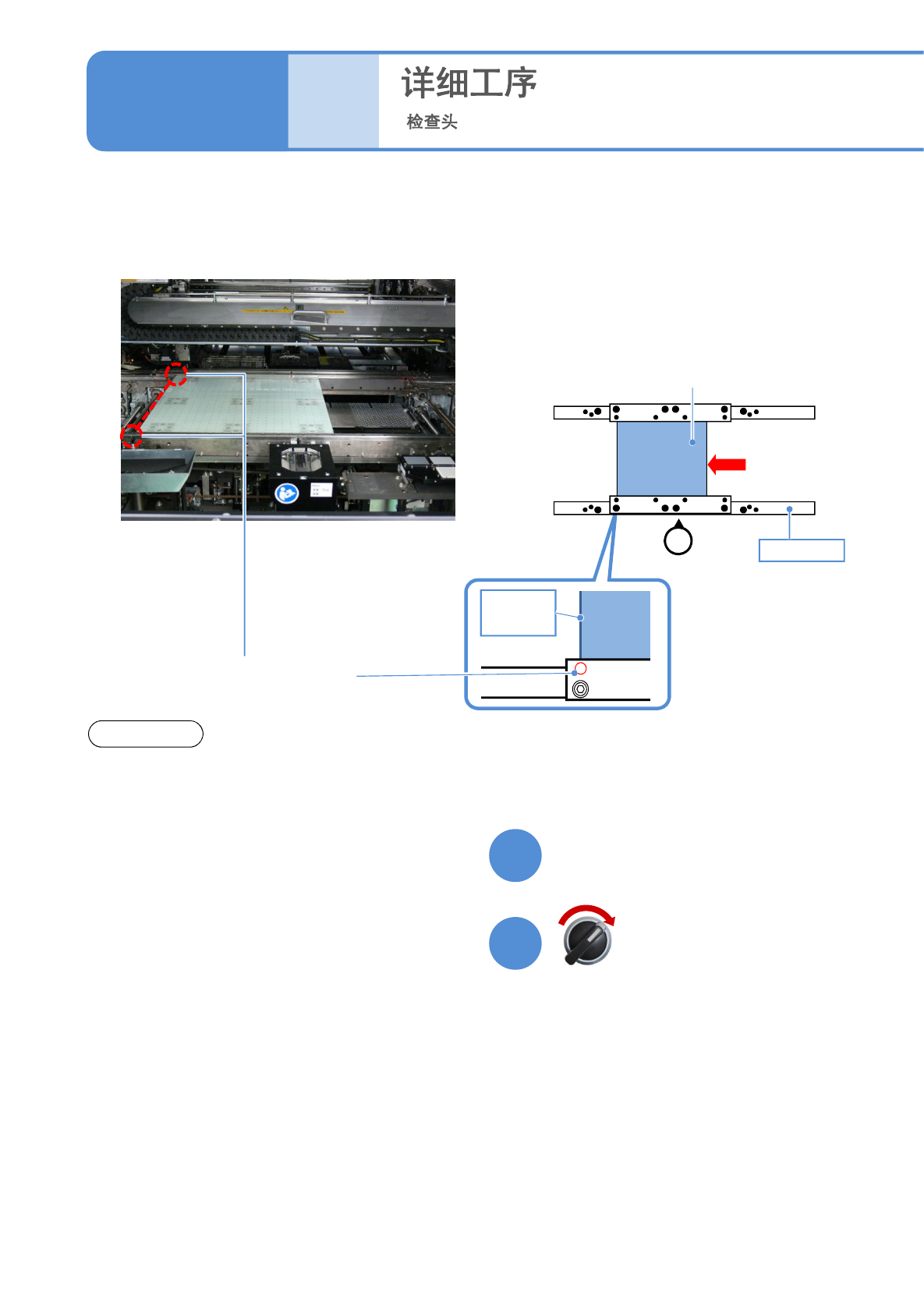
■设置到第2贴装位置上时
②将面补正治具的FIXED RAIL
SIDE(TYPE A)设置到基准轨侧。
③使基准轨紧贴到治具上。
面补正治具
操作员
面补正治
具左端
面补正
治具
基准孔(φ1mm)
①
基准轨道
FIXED RAIL
SIDE(TYPE A)
注意
●面补正的基准孔与精度验证的基准孔有所不同。请
小心不要弄混。
NPM-W2 EJM7DC-MB-13M-02
1
1
ṗ
13-21-2
-12
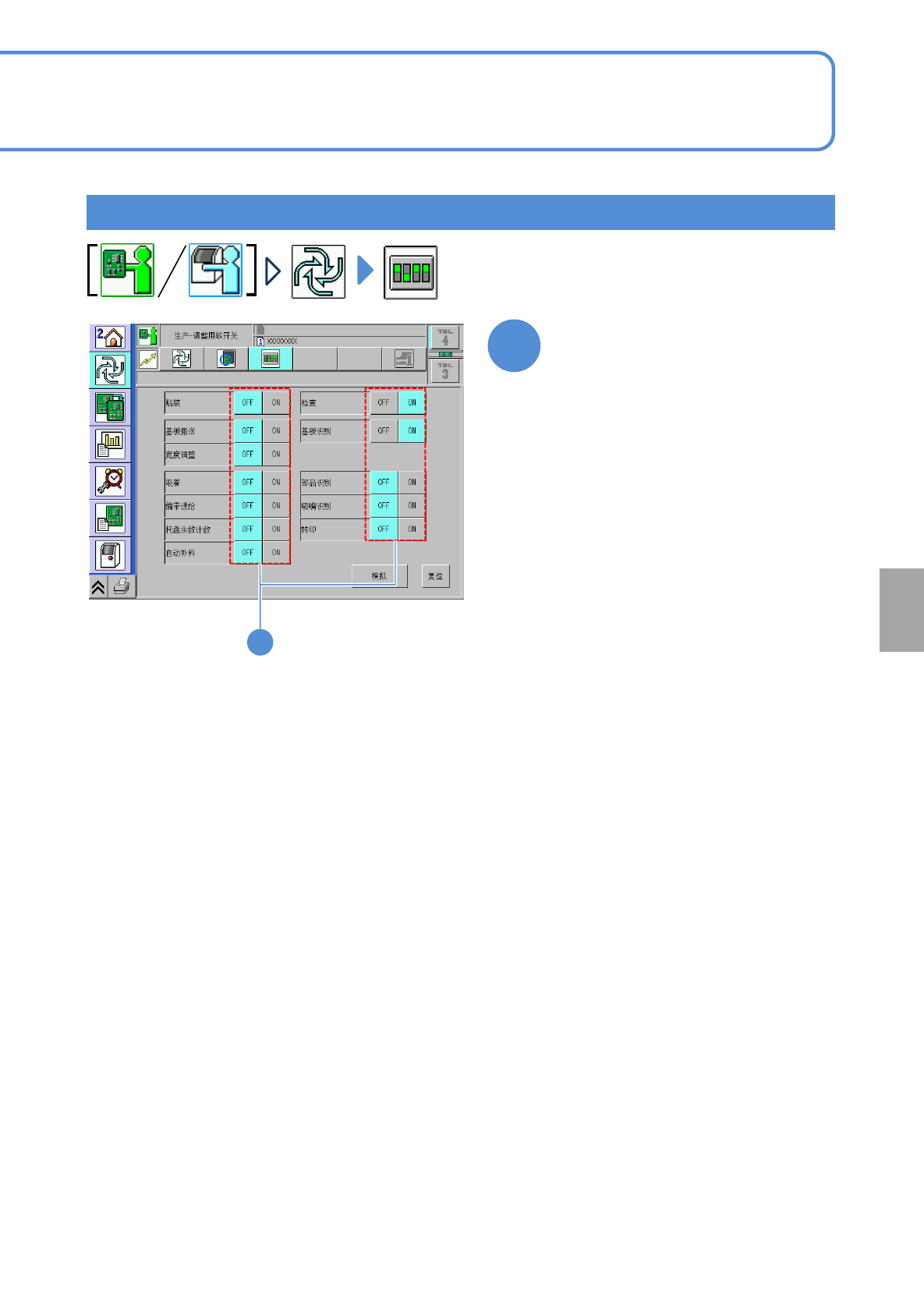
生产准备 3 (生产动作的设定)
将[检查]、[基板识别]以外的项目
设为OFF