RL132规格说明书.pdf - 第9页
RL132 2012.0903 - 3 - 高信赖性 ■ V 切割方式 将电子元件的引脚线切割成 V 型,容易放置于导销尖端 的孔上,力求稳定插件率。 ■ 标准搭载全体自己补正功能 识别插入位置的所有孔 (2 孔或者 3 孔 ) 的位置,最佳的补正插入位置实现了 稳定插入。 另外,也可进行旋转补正,通过高精 度的定位补正 (XY 、 θ ) ,实现高度插件率。 ■ 以 1 ° 为单位的 360 ° 方向 通过全轴 AC 伺服直接驱动方式…
RL132 2012.0903
- 2 -
2.
特长
高生产率
插入速度
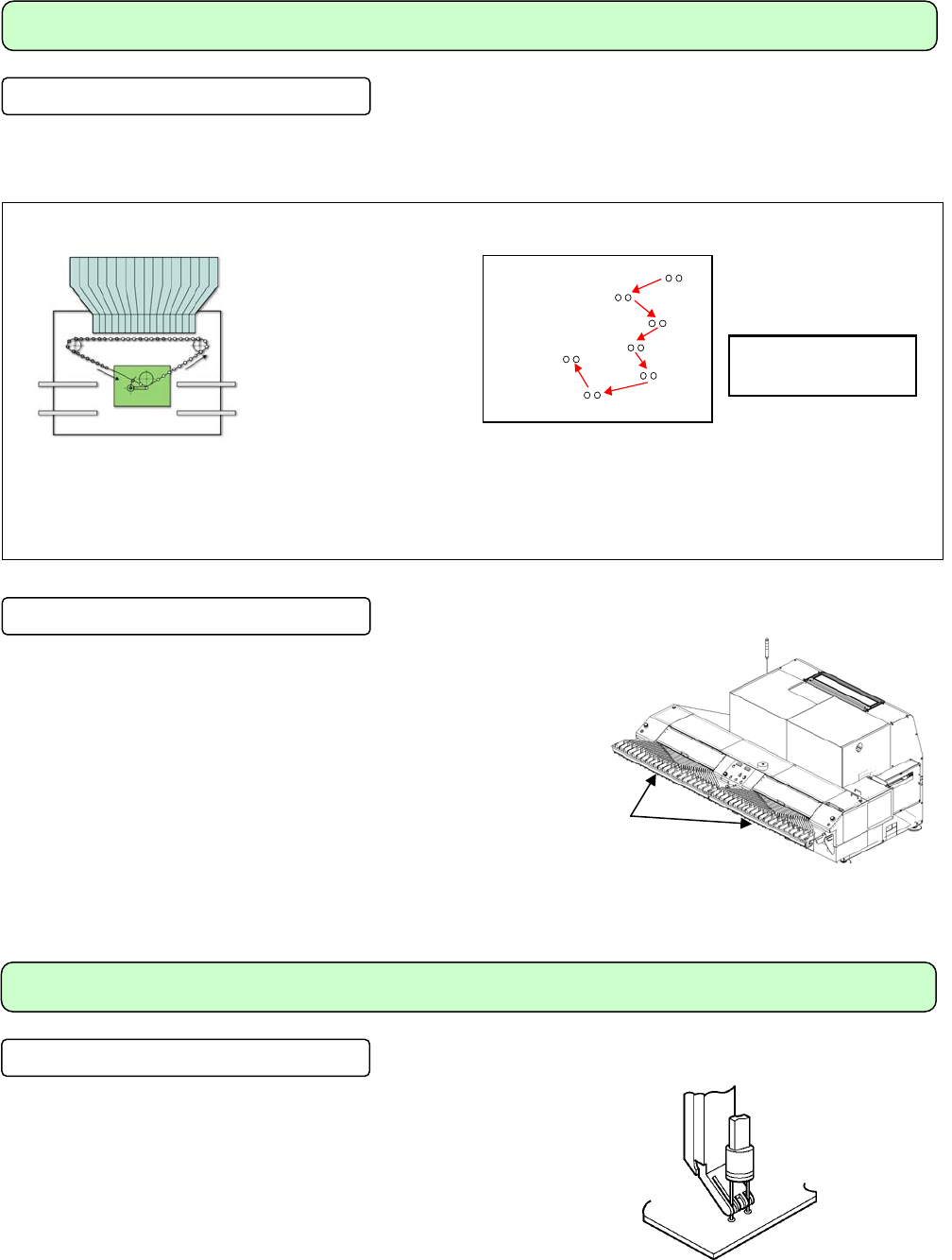
由于元件供给部是序列发生器方式
(
固定
)
,只需考虑
XY
工作台的速度内移动距离,能够编制
NC
数据,所以速
度损失非常少。另外,由于元件供给部被固定,在设备运转中能够交换元件,可以长时间运转,大幅度提高了实际
产量。
<定序器方式>
固定元件供给部,在机械运转中连续进行
元件交换
能够减少损失时间。
由于固定了元件供给部,只需考虑
XY
工作台的插入顺
序就可提高实际插件速度。
※
XY
工作台的速度内移动距离和插件角度的最佳条件时
灵活性
在搭载数为
80
站的机器,采用元件供给部
2
分割方式,作
为运转模式,追加交换模式、优先交换模式、准备模式等功
能,减少元件用完等情况和机种切换时的机器停止时间,提
高机器的运转率和生产率。
高速插件
&
高信赖性
高速插件
采用电子元件引脚卡盘方式和推杆的
AC
伺服,通过补正高
度功能可以高速插入电子元件。
另外,除了以往的
2
间距规格以外,追加
2.5 mm
、
5.0 mm
、
7.5 mm
的
3
间距规格,以及
2.5 mm
、
5.0 mm
、
7.5 mm
、
10.0 mm
的
4
间距规格,从标准元件到大型元件,扩到了
元件尺寸的对应范围。
元件供给部
<元件供给部 2 分割>
<引脚卡盘方式>
0.14 s/点
※
RL132 2012.0903
- 3 -
高信赖性
■
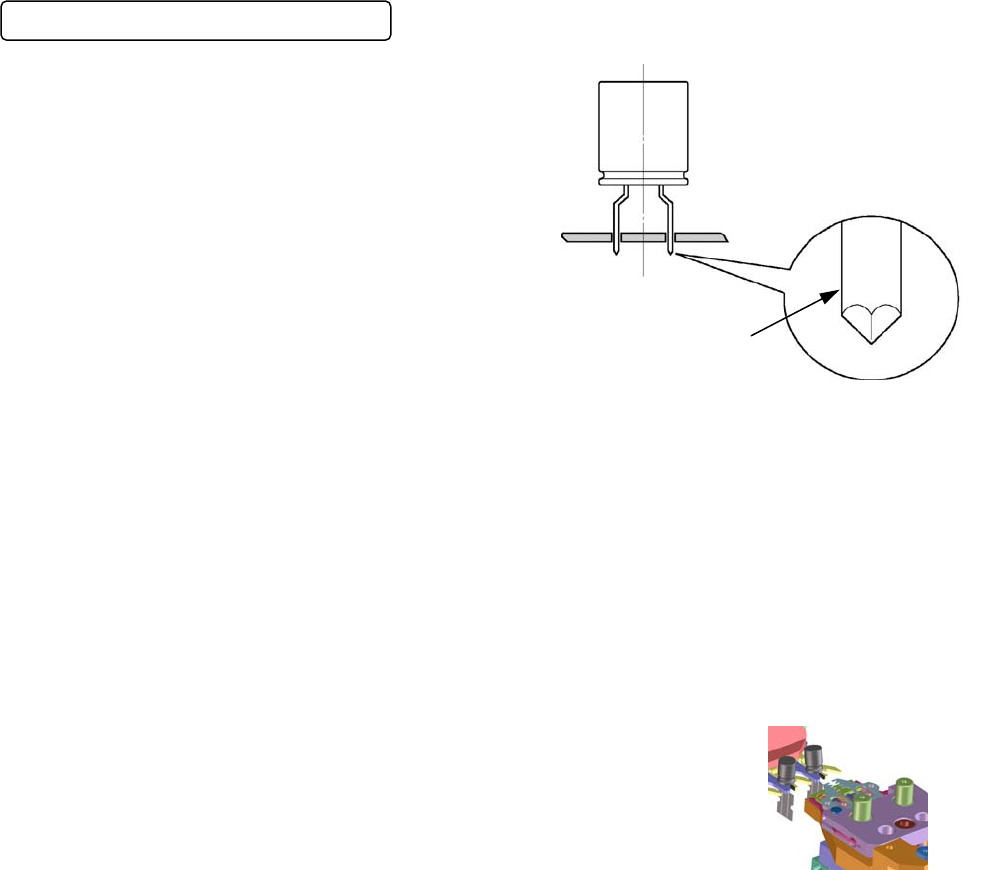
V
切割方式
将电子元件的引脚线切割成
V
型,容易放置于导销尖端
的孔上,力求稳定插件率。
■ 标准搭载全体自己补正功能
识别插入位置的所有孔
(2
孔或者
3
孔
)
的位置,最佳的补正插入位置实现了稳定插入。
另外,也可进行旋转补正,通过高精度的定位补正
(XY
、
θ)
,实现高度插件率。
■ 以
1
°
为单位的
360
°
方向
通过全轴
AC
伺服直接驱动方式
(
主轴
, XY
工作台部
,
元件供给托板部
,
铁砧部
,
插件头部
,
移动卡盘部
)
,能够进行以
1°
为单位的
360
°
全方向的插件。
另外,由于使用
AC
伺服电机,铁砧部
,
插件头部等机器能够维持高精度。
■ 搭载电子元件修正功能
通过搭载修正电子元件的引脚线弯曲的单元,
能够修正弯曲的元件实现稳定插件。
引脚线
<
V
切割方式>
RL132 2012.0903
- 4 -
操作性・维护性的提高
操作性的提高
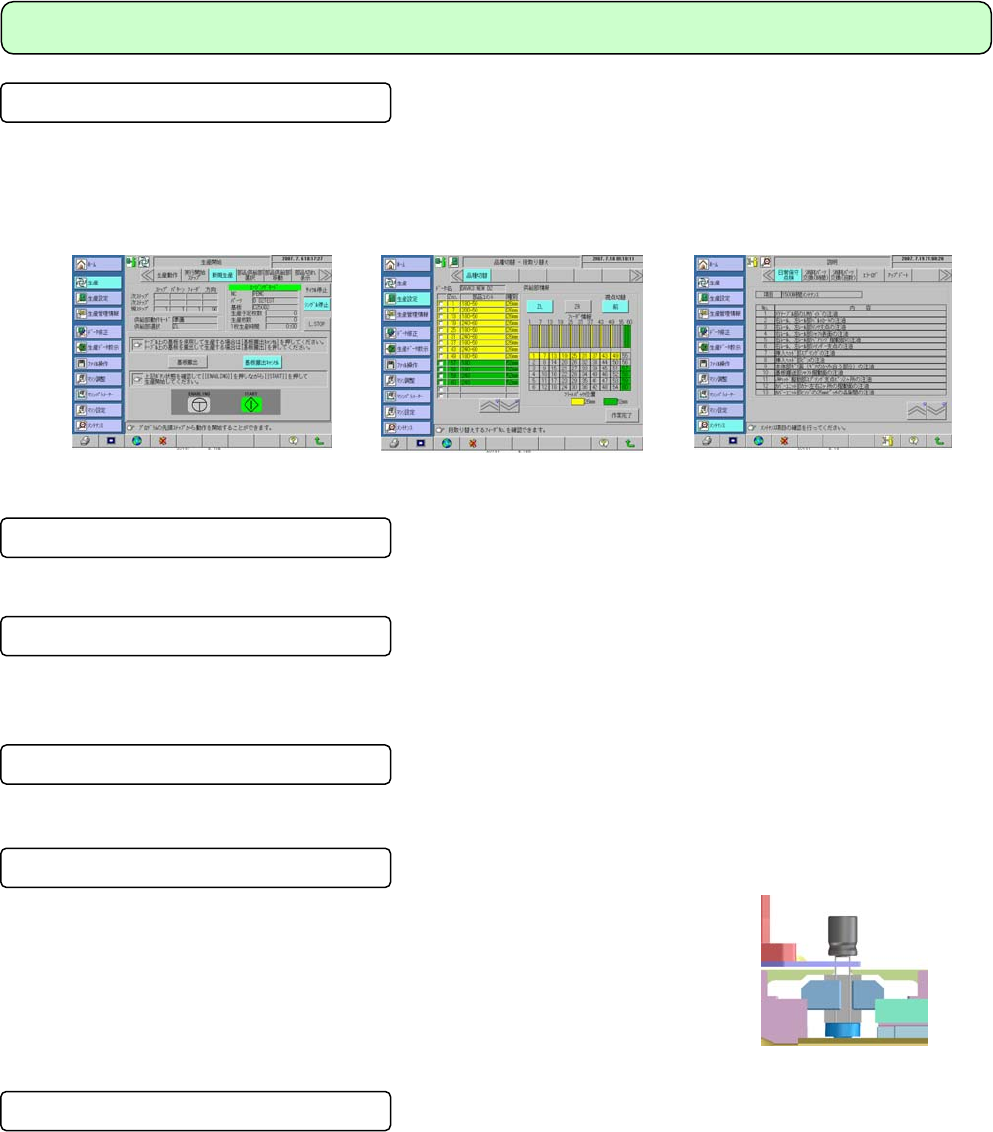
・在操作盘采用液晶触摸屏,通过诱导式操作实现了简单操作。只需单击屏幕,即可切换日文/英文/中文画面。
・通过新控制器,可以内藏程序增加到
200
个。数据输出入,可以对应大容量的
SD
存储卡。
・还搭载了将元件供给部的元件配置显示于画面的功能以及离线作业的支援功能。
・同时搭载了日常维护保养检修的通知功能和作业内容显示功能以及维护作业支援功能。
全球对应变压器的采用
内藏可对应
200
、
220
、
380
、
400
、
420
、
480 V
的全球对应变压器,无需外接变压器。
NC
数据的互换性
本公司已有机种
(RH, RH6, RHP, RHP2, RH2, RH3, RH5, RHSG, RHS, RHS2, RHS2B, RHU, RHU2,
RHUP,RL131)
的
NC
数据可以继续使用。
推荐补修元件的共通共用化
与以往机种
(RH
系列
,RHS
系列
,RL131)
使用的推荐补修零件具有共用性。
料架的共通性
RH5
・
RHU2
系列的料架,电子元件的引脚间距是
2.5 mm
和
5.0 mm
,编带的输送孔间距是
12.7 mm
时料架需要
2
种类,现
在通过补正电子元件的编带间距单元,料架
(2.5 mm
和
5.0 mm)
的共用成
为可能。
※ 以往机种
(RH, RH6, RH2, RH3, RHP, RHS, RHS2, RHS2B, RHP2, RH5, RHU, RHU2, RHSG)
的料架没有互换性。
※ 与
RL131
的料架有互换性。
机种切换性
由于元件供给部是序列发生器方式
(Z
轴被固定无法移动
)
,机种切换时料架的设置位置不必变更,所以能够缩短
机种切换的时间。
诱导式操作
离线作业支援功能 维护作业支援功能