IPC-7525 钢网设计规则.pdf - 第8页
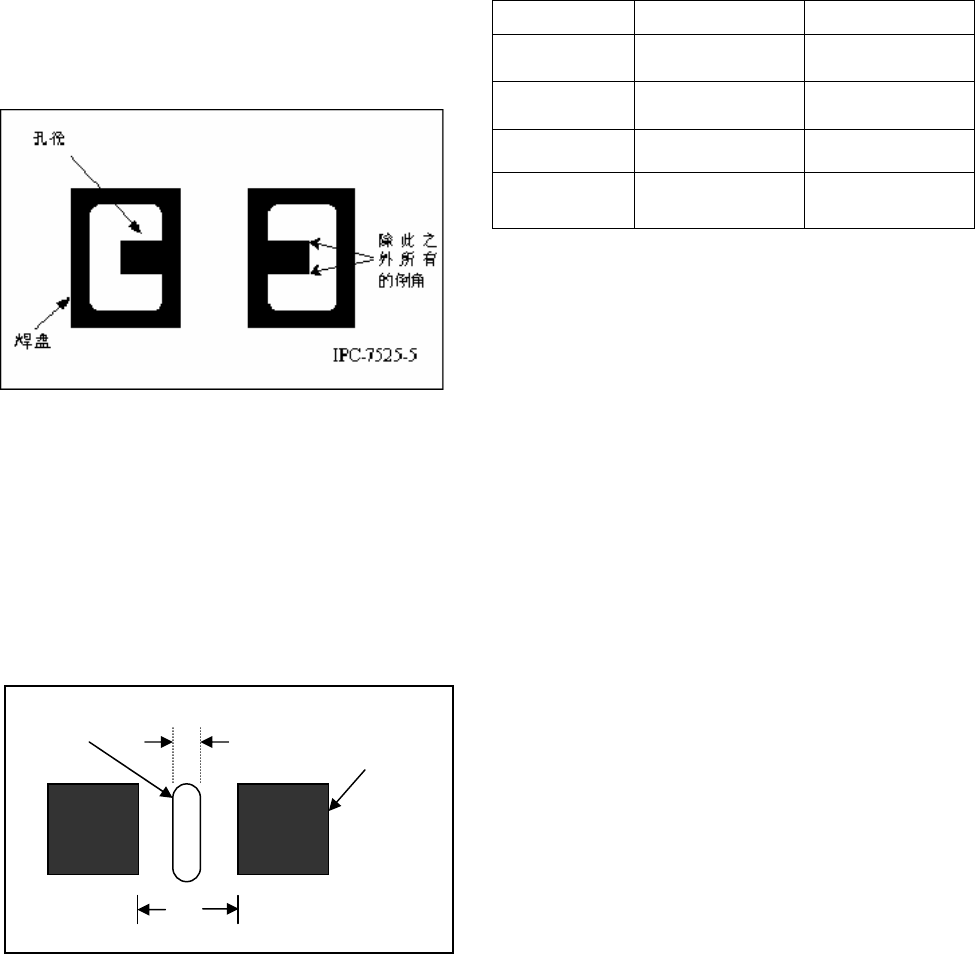
第 8 页 共 12 页 3.2.2.6 MELF, Mini-MELF 元器件 对于 MELF, Mini -MELF 元器件,建议使用“C”形 状的开口 (见图 5) 。 设计开口范围使它元器件接线 端的几何形状相符合。 图 5:MELF 的 开口设计 3.2.3 胶水孔的 Chip 类元器件: 胶水网钢板的 厚度一般为 0.15-0.2mm (5.9-7.9mil)。 胶水孔一般 开在元器件焊盘的中央。 焊盘之间空白的 1/3, …
第 7 页 共 12页
为孔壁面积的 0.66。
图 1:模板开口截面图
Aspect Ratio(纵横比)=孔的宽度/金属片的厚度
=W/T
Area Ratio(面积比)=焊盘的面积/孔壁面积
=L*W/2*(L+W)*T
3.2.2 孔的大小/线路板焊盘大小: 一个总的指
导方针:对于线路板焊盘的大小而言,孔径的尺寸
要变小。钢板通常是根据原始设计的焊盘来修改
的。孔的面积的缩减或者孔的形状的改变是为了加
快印刷进程,回流焊或者钢板平滑。比如:减少开
口尺寸将降低钢板上的孔和线路板上焊盘的不符
合的地方。这减少了焊膏没有印上焊盘的机会,可
能会导致锡珠和桥连。所有的孔都导圆角将有利于
提高钢板的清洁程度。
3.2.2.1 主要的表面贴装器件的孔的大小/线路
板焊盘的大小: 对于主要的表面贴装器件,比如
说间距为 1.3-0.4mm(51.2-15.7mil)的 J-leaded 或
者 Gull-wing 的 元 器 件 , 一 般 宽 度 要 求 减 少
0.03-0.08mm(1.2-3.1mil), 长 度 要 求 减 少
0.05-0.13mm(2.0-5.1mil).
3.2.2.2 塑封 BGA 的孔的大小/线路板焊盘大小:
圆孔的直径减少 0.05mm(2.0mil)
3.2.2.3 陶瓷 BGA 的孔的大小/线路板的焊盘大小:
加大圆孔的尺寸到 0.05-0.08mm(2.0-3.1mil),当
这些修改和 solder mask 不发生冲突或者也可以将
钢板的金属片厚度改为 0.2mm(7.9mil),一个一个
将线路板上的焊盘修改完。关于焊膏量可以查阅
IPC-7095。
3.2.2.4 细小间距 BGA 和近芯片贴装技术:
方孔的宽度等于 0.025mm(0.98mil)或者小于线路
板上焊盘的直径。所有的方孔都要有圆角。指导原
则为 0.25mm(0.98mil)的导 0.06mm(2.4mil)的圆
角;0.35mm(14mil)导 0.09mm(3.5mil)的圆角。
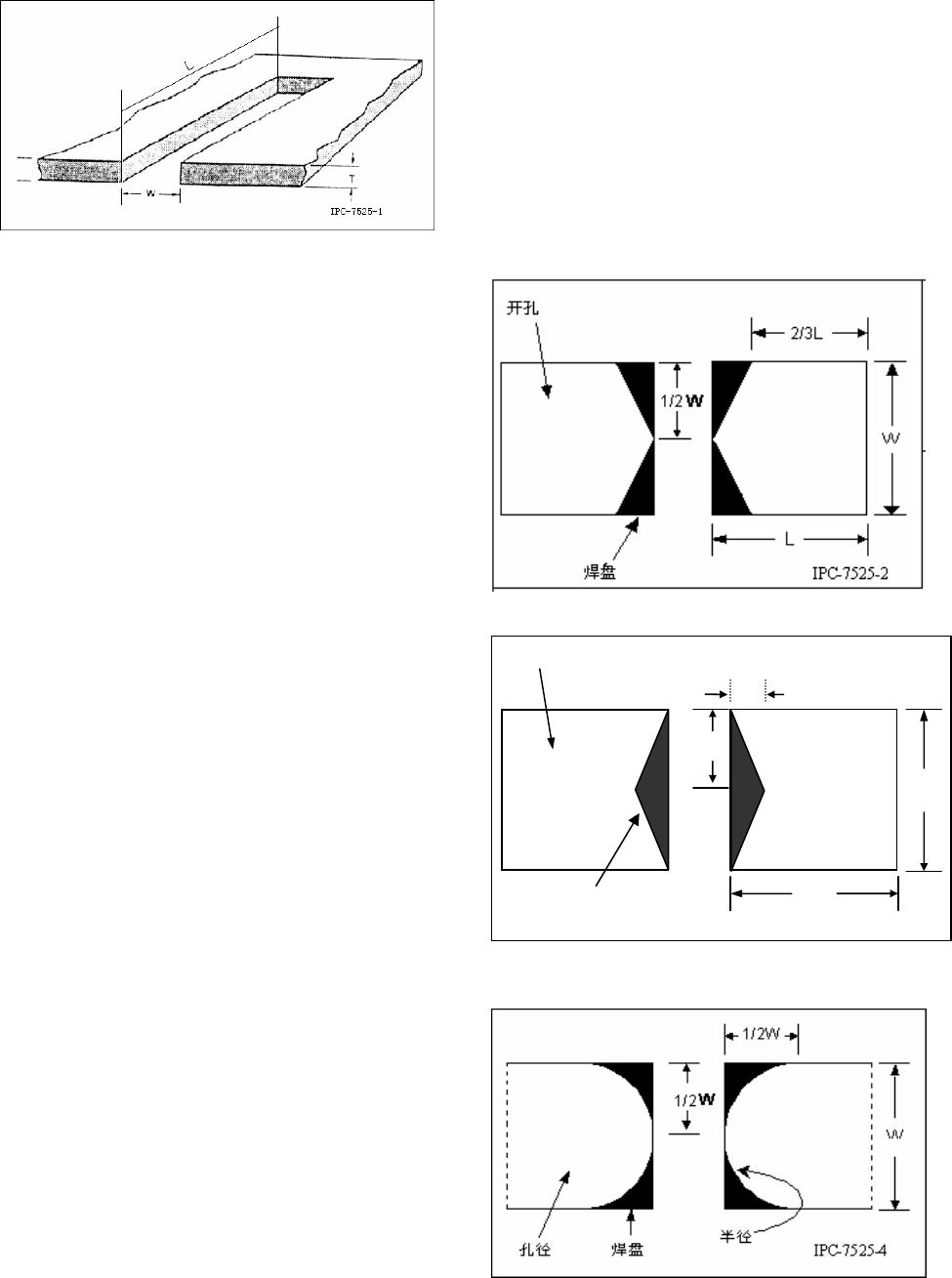
3.2.2.5 Chip 类元器件—电阻和电容
几个孔的几何形状在减少锡球的出现是很有效的。
这些设计的目的是减少焊膏过多的粘在 Chip 类元
器件的下面。图 2、3、4 显示了最普遍的设计。通
常这些设计用在无尘处理。
图 2:
图 3:
图 4 隋圆孔的开口设计
1/2 W
0.1L 至
02L
W
L
开
孔
焊盘
IPC-7525-3
第 8 页 共 12页
3.2.2.6 MELF, Mini-MELF 元器件
对于 MELF, Mini-MELF 元器件,建议使用“C”形
状的开口(见图 5)。设计开口范围使它元器件接线
端的几何形状相符合。
图 5:MELF 的开口设计
3.2.3 胶水孔的 Chip 类元器件: 胶水网钢板的
厚度一般为 0.15-0.2mm(5.9-7.9mil)。胶水孔一般
开在元器件焊盘的中央。
焊盘之间空白的 1/3,元器件宽度的 110%(见图 6)。
此文件的新版本将会讲述更多的关于胶水网的信
息。
图 6:胶水网开口设计
3.3 表面贴装和通孔(插入回流焊)的混合技术:
这样,SMT 和 THT 设备可以:
1)提供印刷焊膏
2)放在线路板上或者线路板里
3)一起回流
为方便插入回流过程,钢板印锡膏的目的是:回流
焊后提供足够的焊膏给孔并且在 pin 的周围产生合
适的焊膏带。
表 2 显示了回流焊过程的一般步骤。
最大尺寸 理想值
孔径
0.65-1.60mm
[25.6-63.0mil]
0.75-1.25mm
[29.5-49.2mil]
Lead Diameter
减少孔径
0.075mm[2.95mil]
减少孔径
0.125mm[4.92mil]
Paste
Overprinting
6.35mm[250mil] <4.0mm[157mil]
钢网厚度
0.125-0.635mm
[4.92-25.0mil]
0.15mm[5.91mil]
0.20mm[7.87mil]
表 2:
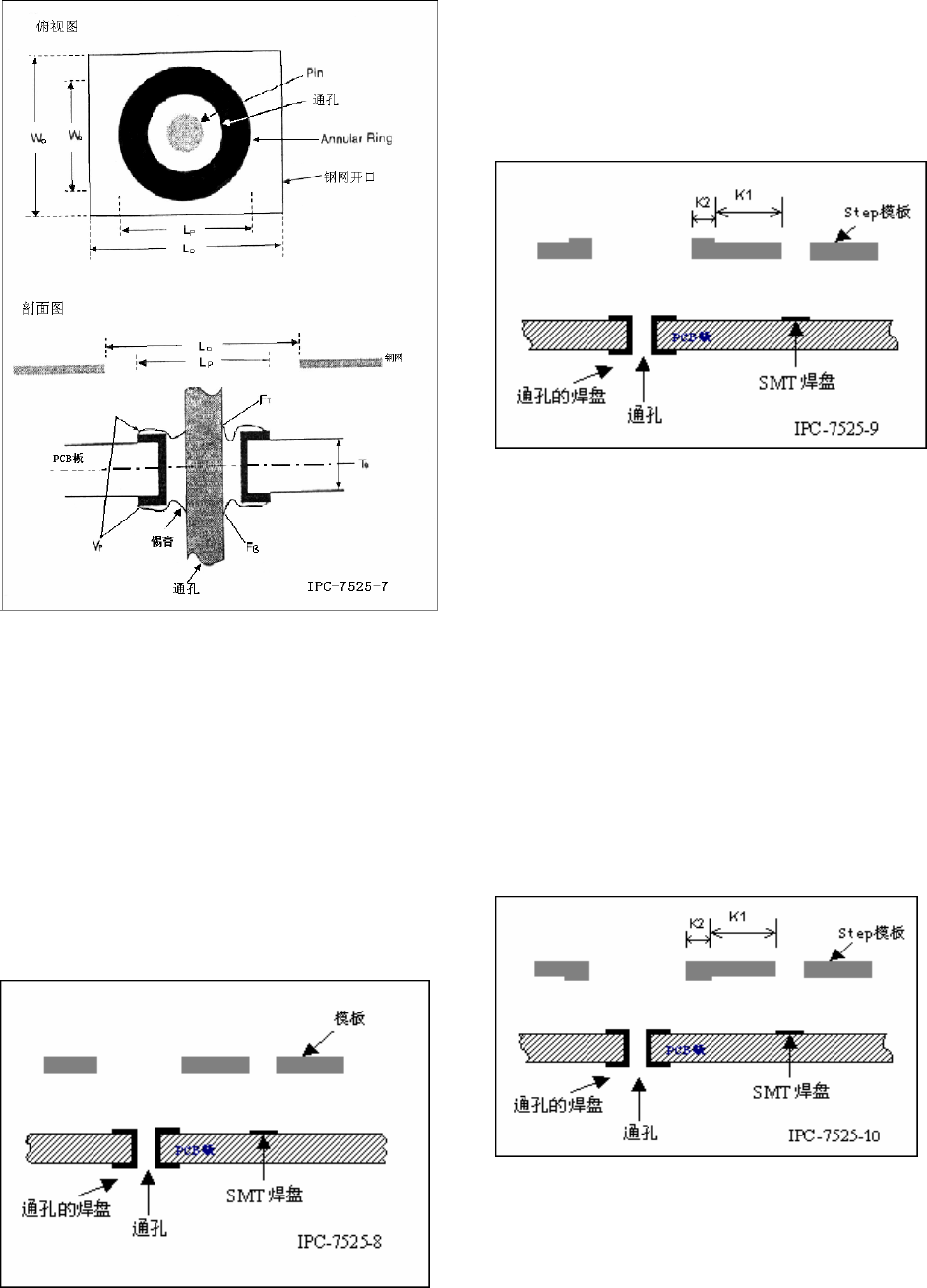
3.3.1 焊膏量
V= Ts( L
O
× W
O
)
=1/S(T
B
(A
h
-A
P
)+(F
T
+F
B
)+V
P
)—V
H
V:需要的焊膏量
V
P
:留在 top 或 bot 线路板上的焊膏量
S:焊膏缩减的因素
A
H
:通孔的横截面面积
A
P
:通孔 pin 的横截面面积
T
B
:线路板的厚度
F
T
+F
B
:要求的总的焊膏带的焊膏量
T
S
:钢板金属片的厚度
L
O
:套印孔的长度
L
P
:焊盘的长度
W
O
:套印孔的宽度
W
P
:焊盘的宽度
V
H
:印刷过程中填孔的焊膏
要尽量使通孔周围过孔的焊盘尽可能的小。同时也
要使 pin 和通孔之间的间隙、pin 的长度尽可能的
长。这样的话,所需要的锡量就会减少。
备注: 根据印刷的需要,焊膏量可以从 0%-100%。
已含的锡膏传输头在获得接近 100%的锡膏量方面
很有成效高精度、高印刷速度的金属刮刀将把最少
量的锡膏带进孔里。
以下为三种通孔焊膏的钢板设计:
1)普通钢板
2)厚薄板
IP
C
-7525-6
1/3 G
焊盘
胶水孔
G
第 9 页 共 12页
3)不同类型钢板(就是可能印焊膏和印胶水做在
一块板字上)
图 7:通孔焊膏量
3.3.1.1 不需要厚薄板的套印: 这是一种特殊
的钢板,它能够输送足够的焊膏满足通孔的要求。
图 8 显示了这种类型钢板的横截面。
有两排连接器,2.5mm(98.4mil)的间距直径为
1.1mm(43.3mil)的通孔,直径为 0.9mm(35.4mil)
的引脚,1.2mm(47.2mil)厚的线路板和没有
3.8mm(150mil)的通孔开口时使用这种钢板。套印
钢板的孔的宽度为 2.2mm(86.6mil)、长度为
5.1mm(200mil),钢板的金属片的厚度为 0.15mm
(5.91mil),这样就可以输送足够的焊膏量了。
图 8:不需要厚薄板的套印
3.3.1.2 厚薄板套印: 如果线路板比较厚,孔
就大一点,或者引脚比较小,将要求比较大的锡膏
量。这种情况下,为了给 THT 零件提供足够的锡膏
而不需给 SMT 焊盘带来足够的锡膏时使用这种厚薄
板。图 9 显示了这种类型的钢板。
图 9:厚模板套印(印刷面)
K1 和 K2 是蚀刻区。K2 是蚀刻边和通孔孔边之间的
距离(Step-up 区域)。总的来说,K2 可以低到 0.65mm
厚(25.6mil)。K1 是蚀刻边和最近的孔之间的距离
( Step-down 区 域 )。总的来说,对每一个
0.025mm(0.98mil)的 Step-down 厚度,K1 应该是
0.9mm。一个简单的原则是:K1 应该是 Step-down
厚度的 36x。例如:0.2mm(7.9mil)厚的钢板金属片
Step-down 至 0.15mm(5.9mil)就会要求 K1 部分蚀
刻距离为 1.8mm(70.9mil)。也可以将蚀刻的区域放
在钢板的接触边而不是胶印边上。如图 10 所示。
有时候这种类型的钢板使用起来更方便,被推荐使
用在包含锡膏传输头上。适用同样的蚀刻规则。
图 10:厚模板套印(接触面/PCB 板面)
3.3.1.3 可以二次印刷的模板: 一些通孔设备
有大孔的小引脚或者厚的线路板的密集型空白。在