HT121培训资料.pdf - 第28页
九 . 吸 着 高 度 调整 1 . P OW E R ON , ORG 。 2. 编辑一 个 程序 , 一点 装 着, P AR TS 厚度 0. 5 MM 3 . A UT O 1 BL O CK 4 . C T2 80 度 5 . J IT ( 1 ) + J IG ( 2 (共 30 . 5MM ) , 塞尺 6 . H OT MA C HI NE (生 产 2 小 时停 下 检测 ) : 0. 50 — 0. 6 0M M (…
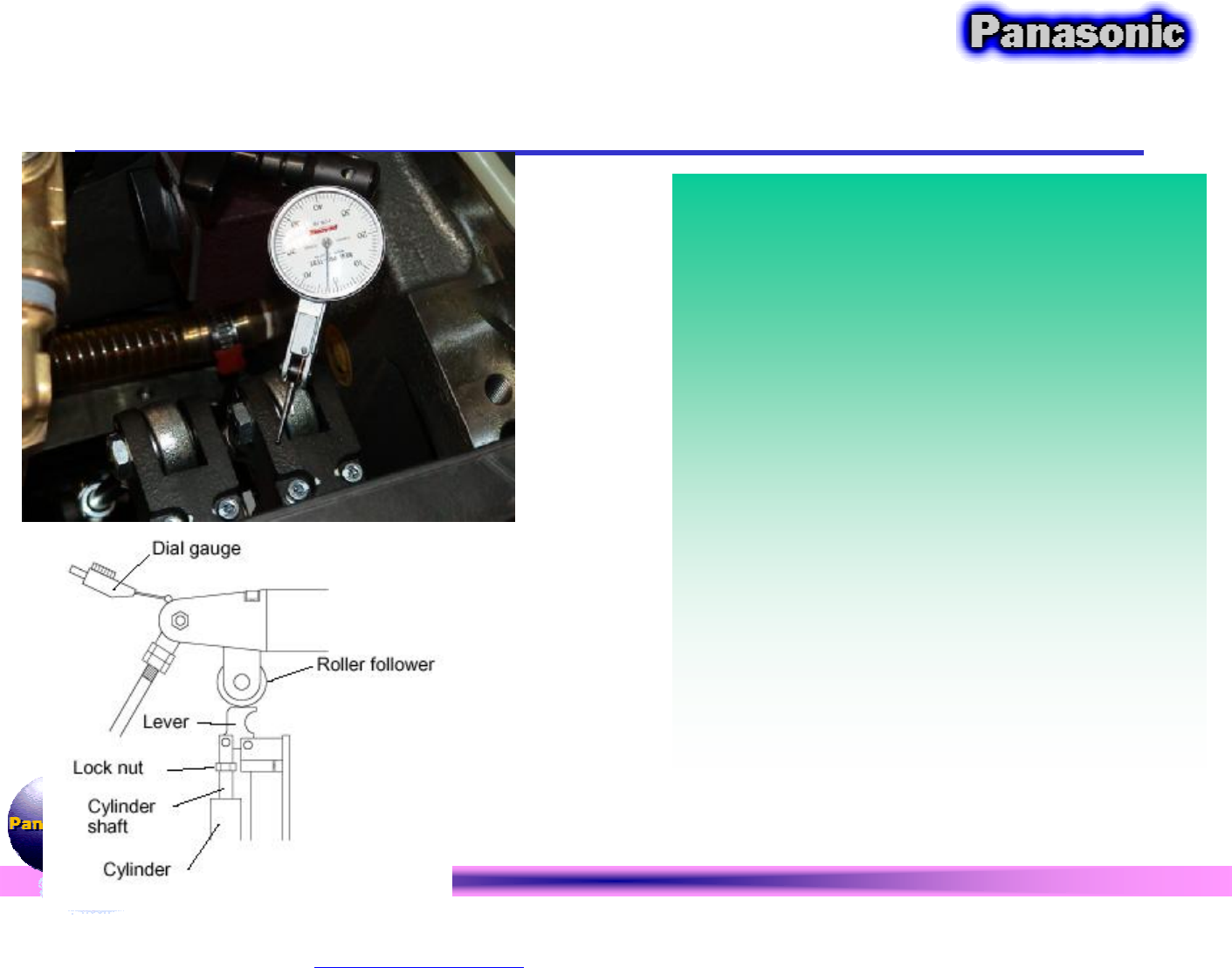
九.吸着高度调整
1.POWER ON,ORG。
2. 编辑一个程序,一点装着,PARTS厚度0.5MM
3.AUTO 1 BLOCK
4.CT280度
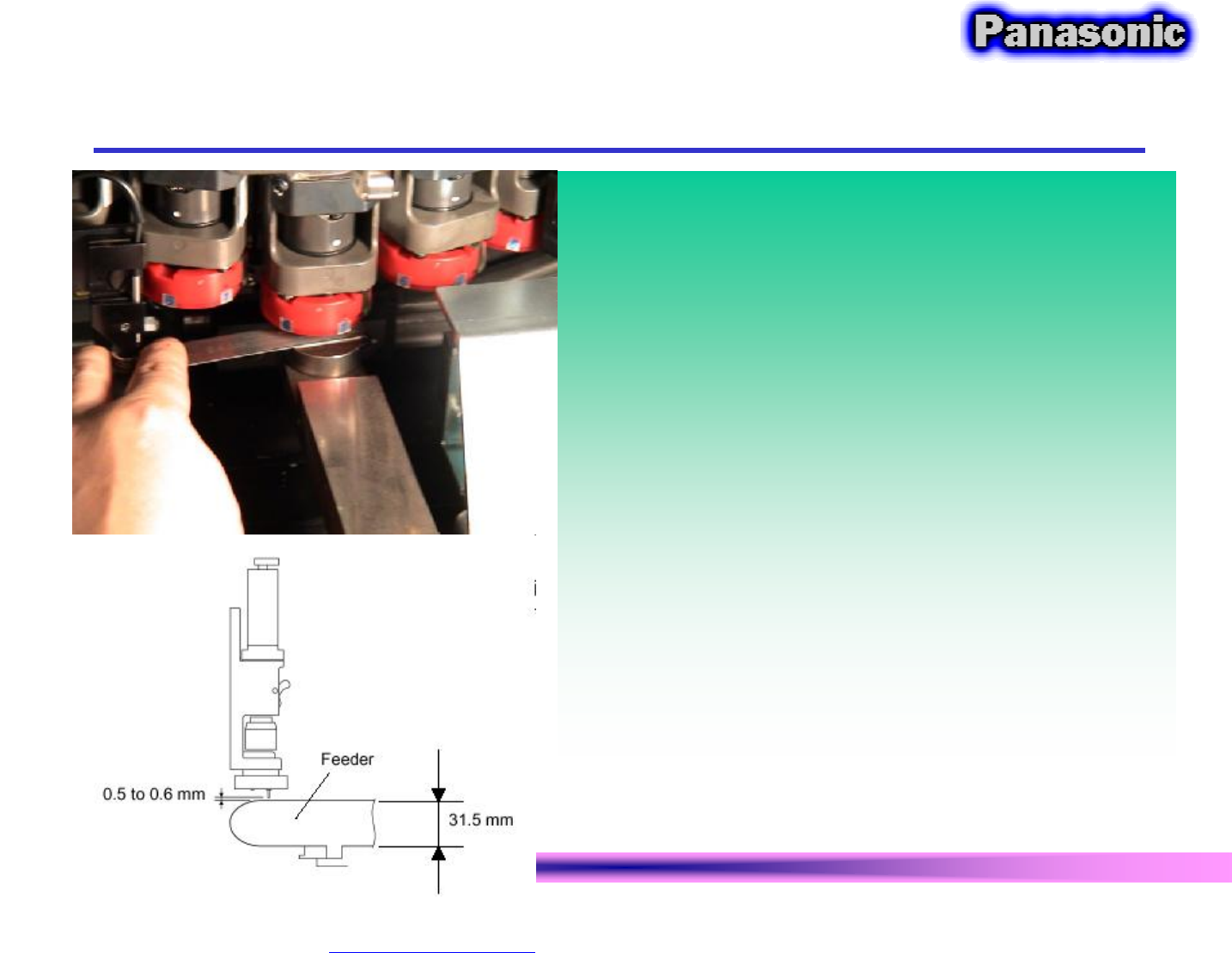
5.JIT(1)+JIG(2(共30.5MM),塞尺
6.HOT MACHINE(生产2小时停下检测):
0.50—0.60MM (取中间值0.55MM)
标准:31.00——31.10MM
COOL MACHINE
0.60—0.70MM(取中间值0.65MM)
标准:31.10——31.20MM
6. IF NG,在M/C DATA 内修改OFFSET值
注:由于HT121的UP FRAME采用不同的工艺制造, 使
得机器在生产约1--2小时后,NOZZLE UNIT会
下降0.05—0.09MM,因此检查吸着高度时要确认
机器处于什么状态
PDF 文件使用 "pdfFactory" 试用版本创建 www.fineprint.com.cn