JUKI贴片机作业指导书 (1).pdf - 第2页
7.关机: 7.1 确认机器轨道内无 PCB 板。 7.2 在命令栏点击‘结束’按钮,画面弹出‘警告’,点击‘确定’待画面显示“ It is now safe to turn of f Y our computer ”。 7.3 把机器上的总电源开关( MAIN SWITCH )至‘ O ’。 7.4 剪掉生产出来的废弃物料编带,确认废料箱内为元器件,把废弃垃圾放入指定区域。 7.5 将机器的内外部清洁干净。 8.注 意事 项 8.1 …
※ 修订履历 ※
1.目的
促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全
2.适用范围
SMT 车间指定操作人员及工程师
3. 权责
3.1 设备供应商负责该设备的维修
3.2 精密电子部负责该设备的日常点检及使用
3.3 精密电子部负责该设备的日常保养及维护
4.开机前检查:
4.1 检查电源供给是否为指定三相四线制电源。
4.2 检查设备是否完好接地。
4.3 检查‘EMERGENCY STOP’紧急开关是否弹起。
4.4 检查面板电源开关是否处于(OFF)状态。
4.5 检查机內有无异物。
5.开机:
5.1 以上检查项目 OK 后,将墙上电源开关拨到(ON)状态。
5.2 把机器上的总电源开关(MAIN SWITCH)至‘ ’。
5.3 待 Windows XP 系统启动后机器应用程序至主画面,应用程序自动跳转至返回原点页面,点击‘确定’
键,机器自动进入全轴返回原点,完成后进入菜单页面。
6.操作步骤
6.1 流程图
接通电源 返回原点 预热 安装基板 制作程序 生产准备 生产 生
产结束 关闭电源 日常检查
6.2 操作概要
6.2.1 启动 Windows XP 和主机软件后,画面显示‘返回原点’,点击‘确定’,机器进入归零界面。
6.2.2 在命令栏点击‘预热’按钮,画面显示‘预热’,输入需要时间、次数,选择条件和速度后确认安
全盖关闭,点击控制面板绿色按钮开始预热。完成预热后点击控制面板的红色按钮,机器自动停止。
6.2.3 在命令栏点击‘文件打开’按钮,选择需要生产的程序,然后点击‘打开’,画面显示‘通知’移
动基板幅宽,点击‘确定’,输入 PCB 的宽度后点击‘移动’,机器自动调整宽度;请确认移动部位无障
碍物。
面板的绿色按钮开始生产,机器进入自
动生产页面。
6.2.5 生产完成后在命令栏点击‘结束’按钮,画面显示生产确认信息,点击‘是’,系统自动保存生产过程
中的文件和管理信息。
变更日期
变 更 版 本 变
7.关机:
7.1 确认机器轨道内无 PCB 板。
7.2 在命令栏点击‘结束’按钮,画面弹出‘警告’,点击‘确定’待画面显示“It is now safe to turn off
Your computer”。
7.3 把机器上的总电源开关(MAIN SWITCH)至‘O’。
7.4 剪掉生产出来的废弃物料编带,确认废料箱内为元器件,把废弃垃圾放入指定区域。
7.5 将机器的内外部清洁干净。
8.注意事项
8.1 擦拭机器外壳不可以使用酒精、洗板水等有腐蚀性的溶剂;
8.2 机器在运作过程中不得打开盖子,不得将手伸到机器内;
8.4 操作人员不得私自修改机器参数;
8.4 在生产过程中,如果机器发出异常情况,要立即按紧急停止键,并叫技术员或工程师来处理;
8.5 机器处于生产或待生产状态时,严禁装卸供料器,必须按"STOP"键后,打开机盖作业;
8.6 禁止使用硬物撬取堵在飞达上盖内的料带与废胶带;
8.7 要及时清理废料带与废胶带,以免发生报警;
8.8.装飞达前,一定要清理站台上的废料及杂物;
8.9 注意设备运行状况,及时处理故障,遇到紧急情况按下红色“EMERGENCY STOP”按钮。按图
标上箭头标识方向旋转“EMERGENCY STOP”按钮可解除停止状况;机器停止后,必须返回原点才
能对机器进行其它操作;
9.项目参数设置备注
7.1.空气压力:0.5Mpa±0.05 Mpa
7.2 电 源 : 三相 380V/50HZ.
8.3 PCB SIZE:MIN50×50mm~MAX410×360mm
8.4PCB 厚度 0.3mm~4.0mm
8.5 贴片头旋转角度:0.05°~359.9°
8.4 机器的控制面板的各个功能键的作用见下图示。
10.相关文件和记录
《设备保养表》
《设备点检记录表》
《设备履历表》
11.质量管理系统程序《QUALITY SYSTEM PROCEDURE》
12.控制面板功能键图示:
连线(与IS 联机)
开始
私服解除
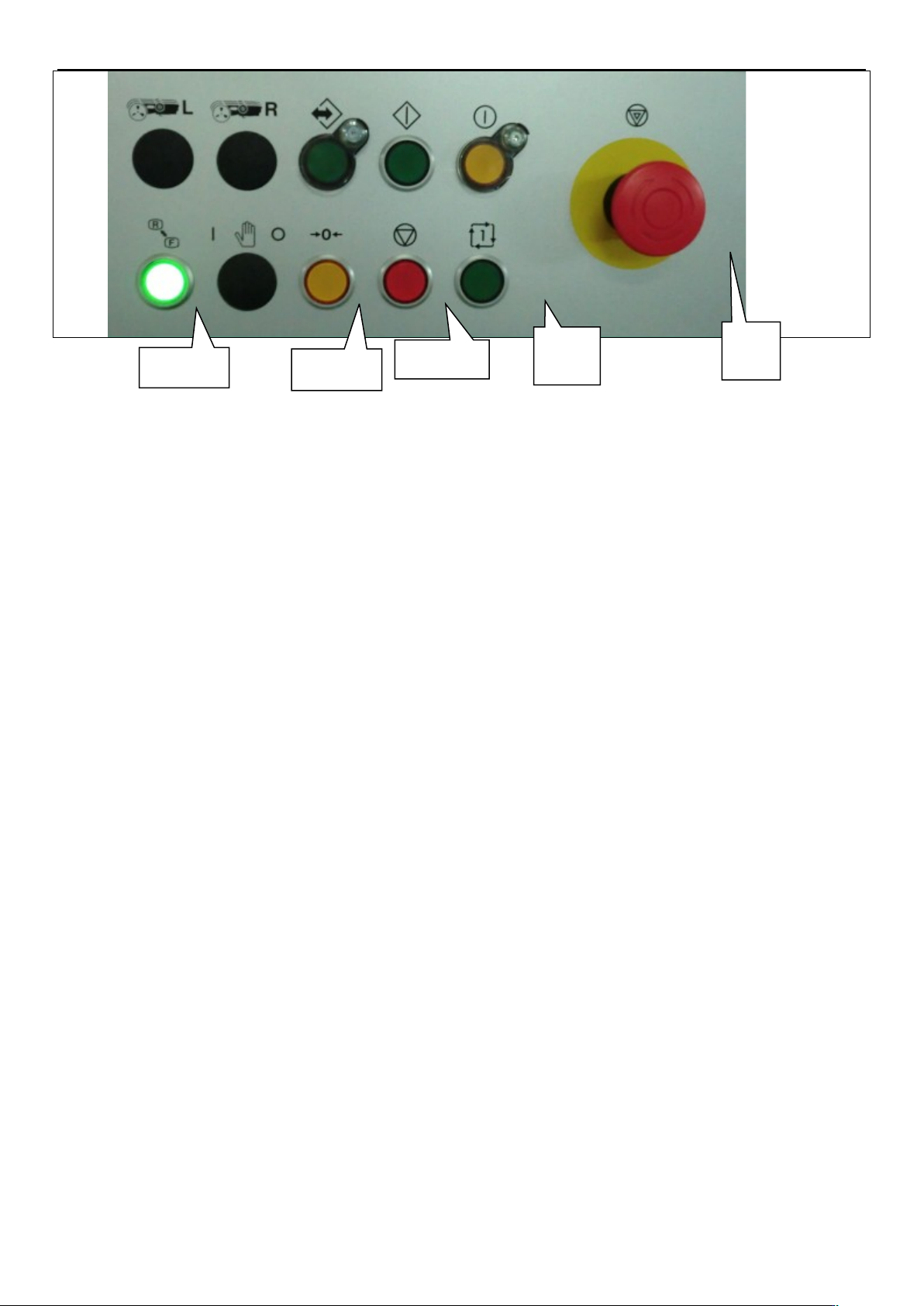
操作切换
返回原点
暂 停 / 停
止
单 次
循环
紧 急
停止