FUJI CP6 Series 1ST,11ST,3ST,13ST校正方法.pdf.pdf - 第2页
第十一站校正方法及工具 ( 一 ) 校正工具 : 磁性座、千分表、開口板手 8 號 ,13 號各一、六角板手 ( 二 ) 校正方法 : 1. 先將機器主氣閥關閉 , 並執行機器內部洩氣 2. 將第十一站電磁閥與故障 Cylinder 分離 ( 只有兩顆螺絲 ) 3. 使用 13 號開口板手將 Cylinder 與和尚頭分離 4. 使用 2 號六角板手將 Cylinder 與第十一站固定座之插銷分離 5. 將新品之 Cylinder 裝回…
第一站校正方法及工具
(一) 校正工具:
磁性座、千分表、開口板手 8 號,13 號各一、六角板手
(二) 校正方法:
1. 先將機器主氣閥關閉,並執行機器內部洩氣
2. 將第一站電磁閥與故障 Cylinder 分離(只有兩顆螺絲)
3. 使用 13 號開口板手將 Cylinder 與和尚頭分離
4. 使用 2 號六角板手將 Cylinder 與第一站固定座之插銷分離
5. 將新品之 Cylinder 裝回第一站固定座並使用 2 號六角板手將插銷固定好
6. 將 Cylinder 與和尚頭銜接好,並使用 13 號開口板手初步固定
7. 將先前拆下電磁閥復原,並將機器主氣閥開啟
8. 進入 I/O 中將 I/O 指令 Pickup sol ON、Pickup sol OFF 同時關閉
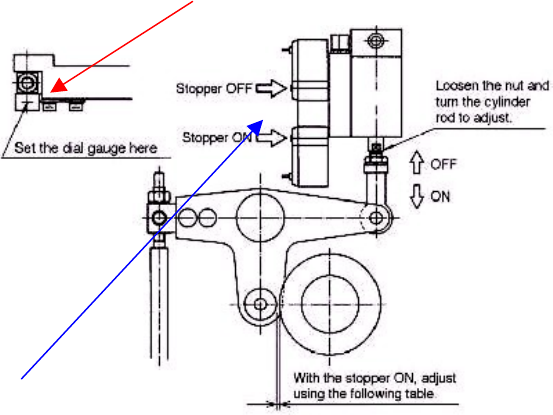
9. 將量表座固定於穩定之平面處,量表架於 LEVER 與連桿接觸之小平面上,如
下圖紅色線
10.第一站吸嘴 UP/DOWN 間隙為 0.05~0.07mm,控制電磁閥確認量表上吸嘴
UP/DOWN 間隙,如上圖藍色線
11.如量表間隙於 0.05~0.07mm 間,即可使用 13 號與 8 號開口板手將 Cylinder 與
和尚頭鎖緊
12.校正完成後執行機器歸零即可
第十一站校正方法及工具
(一)校正工具:
磁性座、千分表、開口板手 8 號,13 號各一、六角板手
(二)校正方法:
1.先將機器主氣閥關閉,並執行機器內部洩氣
2.將第十一站電磁閥與故障 Cylinder 分離(只有兩顆螺絲)
3.使用 13 號開口板手將 Cylinder 與和尚頭分離
4.使用 2 號六角板手將 Cylinder 與第十一站固定座之插銷分離
5.將新品之 Cylinder 裝回第十一站固定座並使用 2 號六角板手將插銷固定好
6.將 Cylinder 與和尚頭銜接好,並使用 13 號開口板手初步固定
7.將先前拆下電磁閥復原,並將機器主氣閥開啟
8.進入 I/O 中將 I/O 指令 Place sol ON、Place sol OFF 同時關閉
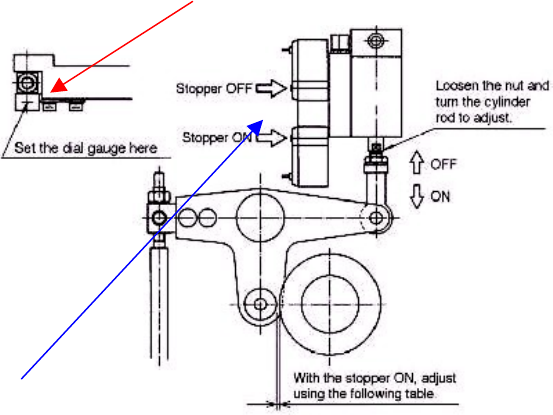
9.將量表座固定於穩定之平面處,量表架於 LEVER 與連桿接觸之小平面上,如下
圖紅色線
10.第十一站吸嘴 UP/DOWN 間隙為 0.05~0.07mm,控制電磁閥確認量表上吸嘴
UP/DOWN 間隙,如上圖藍色線
11.如量表間隙於 0.05~0.07mm 間,即可使用 13 號與 8 號開口板手將 Cylinder 與
和尚頭鎖緊
12.校正完成後執行機器歸零即可
2
第三站校正方法及工具
(一)校正工具:
磁性座、千分表、開口板手、虎鉗、六角板手
(二)校正方法:
1.先將機器主氣閥關閉,並執行機器內部洩氣
2.將第三站 Cylinder 與旁邊氣管、Sensor、連桿分離
3.使用六角板手將第三站 Cylinder 連同固定座一起拆除(拆固定座時需先做
mark)
4.使用虎鉗及開口板手將故障 Cylinder 與第三站固定座集和尚頭分離
5.將新品之 Cylinder 裝上和尚頭及第三站固定座並使用開口板手及虎鉗固定好
6.將 Cylinder 裝回原先 mark 地方並用六角板手固定好
7.先前 Cylinder 前方小螺絲鎖到最底,如下圖
8.進入 I/O 中將 I/O 指令 Place sol ON、Place sol OFF 同時關閉
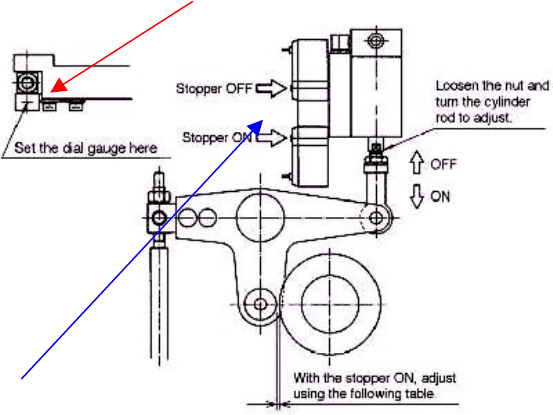
9.將量表座固定於穩定之平面處,量表架於 LEVER 與連桿接觸之小平面上,如下
圖紅色線
10.第十一站吸嘴 UP/DOWN 間隙為 0.05~0.07mm,控制電磁閥確認量表上吸嘴
UP/DOWN 間隙,如上圖藍色線
11.如量表間隙於 0.05~0.07mm 間,即可使用 13 號與 8 號開口板手將 Cylinder 與
和尚頭鎖緊
12.校正完成後執行機器歸零即可
3