6-2波峰焊机的使用维护及问题的判定.pdf - 第2页
2 波 峰 焊机使 用 保 养 及问题 的 判定 深 圳 永安助 焊 剂 有 限公司 工程部 编译 电话 : 07 55 - 27 5 07 9 22 F AX : 07 5 5 - 27 5 0 79 33 一 ) 波峰焊机的功用: 波峰焊机是焊接 P CB 与电子元器件的专用设 备 ,由外壳、喷涂助焊剂、预热、锡峰 炉、传动钩齿及钩齿的清洗、降温等机构组成。可以焊接 S MT 和 D IP 单双或多层 P CB , 还可用预热部分来…

2
波峰焊机使用保养及问题的判定
深圳永安助焊剂有限公司 工程部编译
电话:0755-27507922 FAX :0755-27507933
一) 波峰焊机的功用:
波峰焊机是焊接 PCB 与电子元器件的专用设备,由外壳、喷涂助焊剂、预热、锡峰
炉、传动钩齿及钩齿的清洗、降温等机构组成。可以焊接 SMT 和 DIP单双或多层 PCB,
还可用预热部分来烘烤喷在 PCB 上的抗氧化剂等。
二) 各部份介绍:
1) 喷涂助焊剂
通常有两种方法发泡和喷涂
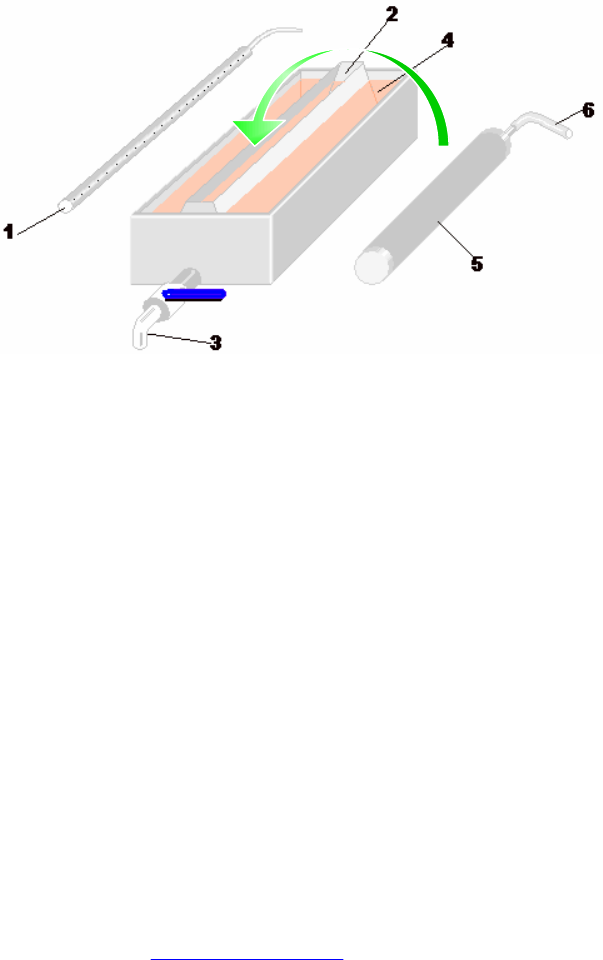
2-1-1)发泡:
1)、气枪 2)、发泡槽及发管 3)、放液阀门
4)、助焊剂 5)、发泡管 6)、气管
A)发泡原理:
在发泡管上有大约 20 万个微孔,浸在助焊剂中并在高压空气的作
用下,微孔会将气体吹入助焊剂产生泡沫,并从发泡槽流出当电路板从
上方通过,由于泡沫的爆裂可把助焊剂喷涂在焊接面,气枪的作用是用一
排孔发出气流来打破助焊剂泡沫,能使其更均匀才能保证良好的焊接效果.
一旦发泡失控过高的时候气枪可将多余的助焊剂吹回助焊剂槽中,防止落
在预热器上造成污染和在杂质及高温的作用下发生火灾.(注意发泡的稳
定性和板与泡沫面的距离,防止助焊剂爬升到板面)
优点:操作简单方便。
缺点:由于挥发量大能造成比重的失调、节约性差,有的助焊剂(含有
松香)会有严重的爬板现象造成元件面的不洁净。
B)操作:
PDF 文件使用 "pdfFactory" 试用版本创建 ū 炣 www.fineprint.cn
3
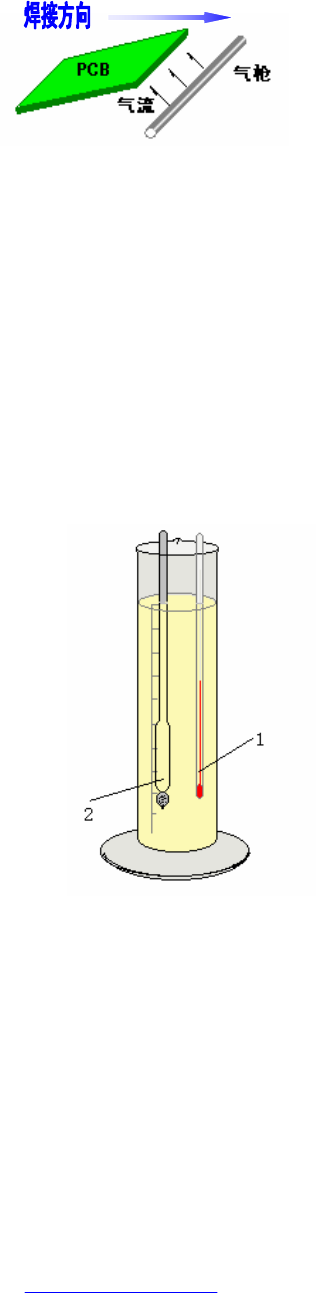
1) 每天应该检查气枪的气孔用稀释剂擦拭干净应该保持通畅,转动气枪可
调整喷气的角度应与 PCB 为 45 度左右,尽量减少气流只要能将助焊剂气
泡吹破,能使多余的助焊剂流回发泡槽即可,气量过大将影响助焊剂涂抹
在 PCB 上。
2) 助焊剂每天下班前要从阀门放出密闭保存在容器中,避免挥发后浓度提
高比重加大。要用稀释剂擦干净助焊剂槽及发泡管,保持清洁及良好状
态。发泡管是耐酸材料制成的不怕有机液体清洗,除非受到外力否则是不
会损坏的,应注意减少发泡的高度从而减少助焊剂爬升板面.
3) 在加入助焊剂的时候液面要到达高度(是设备厂家所要求的高度);
4) 在正常使用的时候,对含有松香的助焊剂每小时测定比重一次,对不含
松香的要 2 小时测定一次。这是很重要的工作,焊接的焊接质量与比重
有直接的关系,必须符合助焊剂生产厂家对比重的要求否则会造成可焊
性不良、板面不干净或加大后工序的工作量,对无铅焊接的助焊剂更为重
要。
5) 助焊剂的比重受温度的影响很大,助焊剂的生产厂家标明的比重是温度
在 20 度时候的标准比重。你在其它温度下测定的比重必须计算温度补偿
系数.(使用配套稀释剂能调整比重使其下降)。
1) 温度计 2)比重计
温度补偿系数:
温度在 20 度的基础上每增加 1 度比重下降 0.001,温度每减少 1 度比重上
升 0.001
例如: 温度 30 度 测定的比重是 0.793
30 度 -- 20度 = 10 度
0.001 X 10 度 = 0.01
0.793 + 0.01 = 0.803
20 度的标准比重为 0.803。
PDF 文件使用 "pdfFactory" 试用版本创建 ū 炣 www.fineprint.cn