CP-65(E)第1調整検査手順書第7版..pdf - 第2页
第 1 章 第一调整 初期设定 1. 1 确认在本机器上以及 CAM BOX 内是否有异物或工具掉入。 1. 2 规格确认(规格书) ·确认规格内容和工作组装是否有不同。 ·确认不足部品、特殊部品。 1. 3 取下盖子 · D 轴停止振动 · Fronth 上面 cover · F r o n t a c c e n t c o v e r · D 轴 Tim ing belt cover · B a c k u p p l a t e…
1
第 1 章 第一调整 初期设定
1. 1 确认在本机器上以及 CAM BOX 内是否有异物或工具掉入。
1. 2 规格确认(规格书)
·确认规格内容和工作组装是否有不同。
·确认不足部品、特殊部品。
1. 3 取下盖子
·D 轴停止振动 ·Fronth 上面 cover
·Front accent cover ·D 轴 Timing belt cover
·Back up plate ·Back up pin
将有妨碍调整的盖子取掉、放在安全的场所保管。
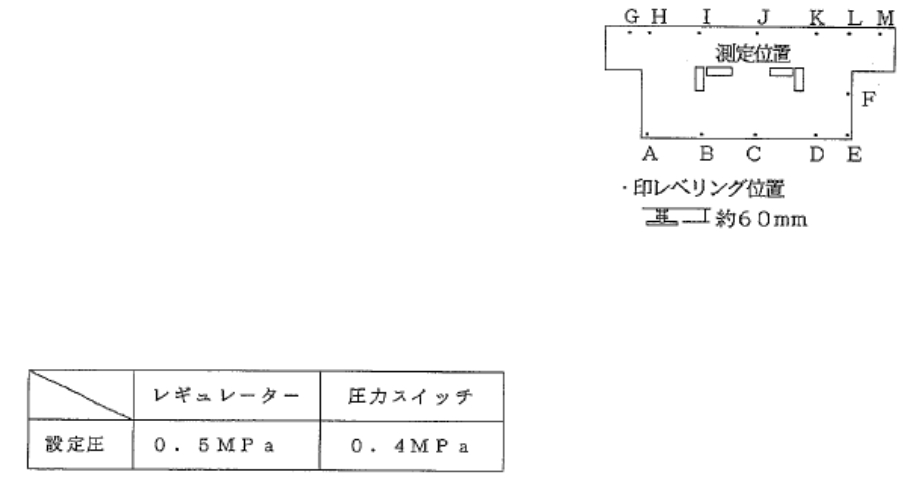
1. 4 调出本机器的 Leveling
① 如右图只使 I、K、C,或只 B、D、J 的 3 处螺丝起作用。
② 用 I、K(B、D)的螺丝调出 X 方向的水平。
③ 用 C (J)的螺丝调出 Y 方向的水平。
④ 用 B、C、D、I、J、K6 处的螺丝,再确认 XY 的水平。
⑤ 在 line lay out 的状态上,调出 M/C 的高度,位置。
⑥ 将其余的螺丝全部用上。
⑦ 用 2 个扳手将螺丝螺帽锁紧。
⑧ 水平在 0.04/1000mm 以内。
1. 5 接入 电源、气压
·气压 压力设定
·压力开关是,从 0.5pa 下降到 0.4pa 以下与 OFF 一致。
·Oil Cooler 的温度设定在 40 度。
·IEC 规格机时取下 Oil cooler cover,在 Parameter set 用 key(参照数字温度调节器的操作方法)上设定
温度确认。
2
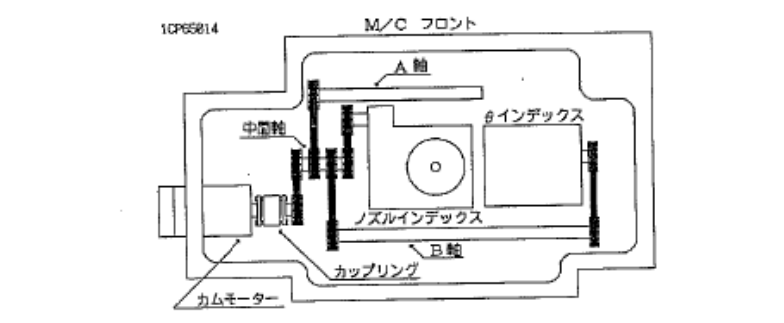
第二章 CAM BOX 调整
2. 1.各 Station 干涉确认
·检查在 Handle 旋转前,Cam 角度在 0 度上各 Station 有无干涉。
·index 回转时,各位置的气压缸若未调整的话、恐怕会产生干涉、待 2.8 项结束后,投入空气上 index
回转。
2. 2.CAM BOX 清扫以及欠品确认
·确认 CAM BOX 内有无焊的沉淀物、切的粉碎物等
2. 3. Mechanics Lock 部的锁紧螺丝以及增加锁紧 CAM 轴 Coupling 的确认。
·使用扳手增加锁紧 Coupling
Coupling 350kgf/cm
Mechanics Lock 部 170kgf/cm(不可使用扳手)
2. 4.Memory cassette
·在 CAM 轴 B 余 TAPE CUTTER 的 CAM Lever 处,架上千分表确认 CAM 的最大直径是 203 度。
(记入确认表 2.8 项)
OUT-Y036 TAPE CUTTER
3