dgs使用说明书1-3.pdf - 第270页
程序手册 4.3 假想生产线的构筑 Page4-26 EJS9AC-MB-0 4P-40 项目 说明 ‘ 无视元件厚度测量 ’ 对设定了测量元件厚度 的元件使用方式进行设定。 关于配置方 法,有以下 2 种。 • [OFF] 设定了测量元件厚度的元件将被分配 到配置有厚度测量选购件 的设备上。受其他条件的限制而无法 分配到配置有厚度测量选 购件的设备上时,将显示错误。如果 没有特殊指定,请选择 …
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-40 Page4-25
项目
说明
‘
双式供料器的単个使用
’
设定双式供料器所使用元件的配置方法。配置方法有下述
4
种。
• [OFF]
在双式供料器的
L
侧、
R
侧上配置元件。如果没有特殊指定
时,请选择
[OFF]
。
• [ON]
只在双式供料器的
L
侧上配置元件。
• [
只限
4mm]
使用
4mm
双式供料器的元件,只在双式供料器的
L
侧上配置
元件。使用
8mm
双式供料器时,通常在
L
侧、
R
侧双方上都
配置。
• [
只限
8mm]
使用
8mm
双时供料器的元件,只在双式供料器的
L
侧上配置
元件。使用
4mm
双式供料器时,通常在
L
侧、
R
侧双方上都
配置。
使用例
在类似下述情形下,选择
[ON]
。
•
不使用编带拼接而通过供料器的更换供给元件,因此在一个供
料器上只想配置一个元件时。
在类似下述情形下,选择
[
只限
4mm]
。
•
使用
4mm
供料器的元件,因编带宽度窄、拼接困难,因此想
不使用编带拼接而通过供料器的更换供给元件。但是,使用
8
mm
供料器的元件,为了有效活用供给部,需要在
L
侧、
R
侧
双方都配置元件时。
‘
元件与吸嘴的干扰回避
’
设定是否回避元件与吸嘴的干扰
˜
。
当选择了回避元件与吸嘴的干扰时,如果存在有可能会产生干扰
的元件,则进行不会产生干扰的元件配置,以及贴装顺序的设
定。本项设定因为不优先生产率而优先干扰回避,因此生产率有
可能会恶化。
使用例
实施最优化、模拟时,如果存在干扰的可能性,即会显示警告。
当显示了这个警告时,请使用本功能。如果经确认实际的元件与
吸嘴不会产生干扰,则无需使用本功能。
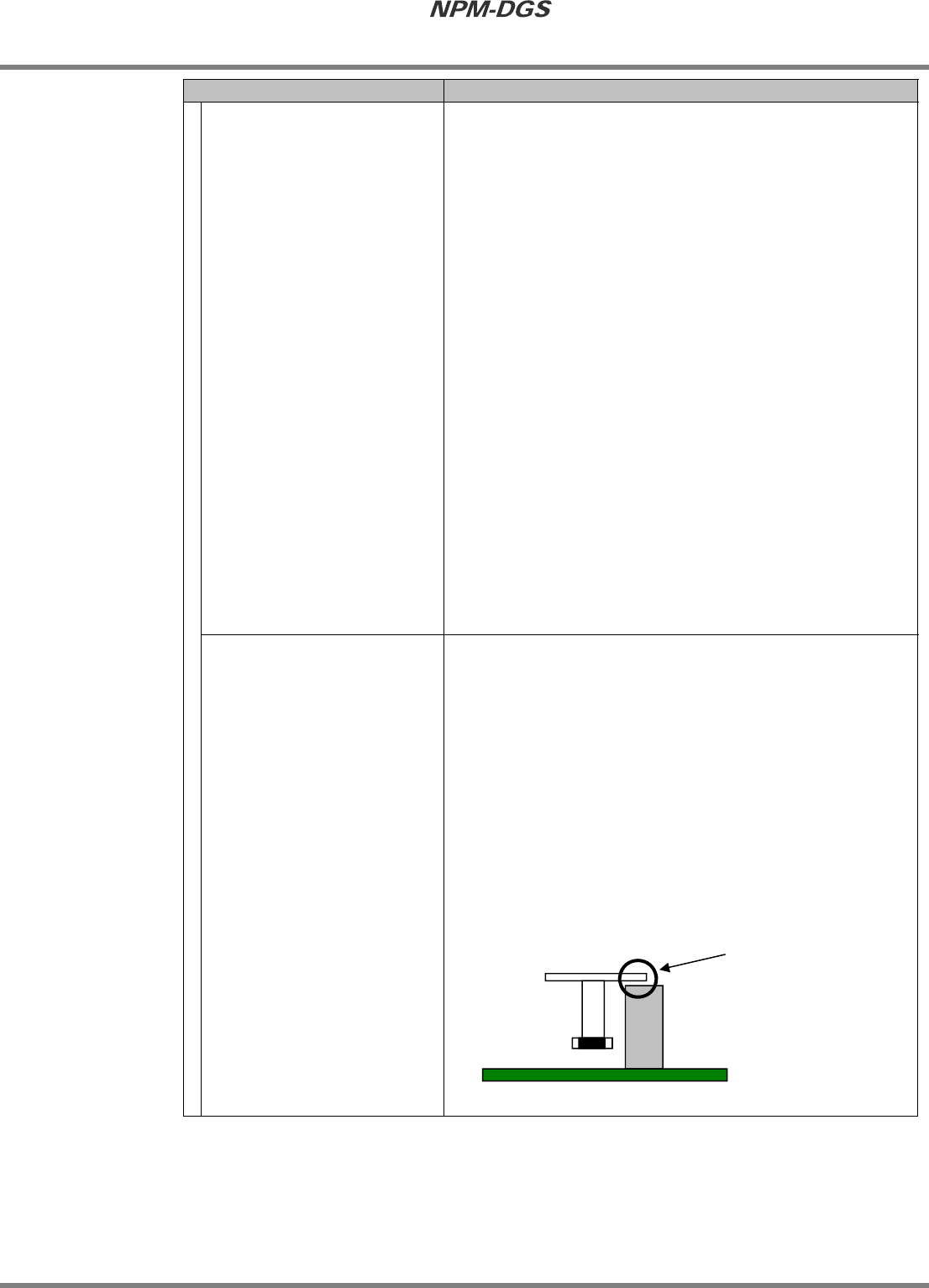
*
元件与吸嘴的干扰回避,是指如下图所示为了回避贴装完毕元
件与贴装其他元件的吸嘴产生干扰的处理。
与贴装完毕元件的干扰
程序手册
4.3
假想生产线的构筑
Page4-26 EJS9AC-MB-04P-40
项目
说明
‘
无视元件厚度测量
’
对设定了测量元件厚度的元件使用方式进行设定。关于配置方
法,有以下
2
种。
• [OFF]
设定了测量元件厚度的元件将被分配到配置有厚度测量选购件
的设备上。受其他条件的限制而无法分配到配置有厚度测量选
购件的设备上时,将显示错误。如果没有特殊指定,请选择
[OFF]
。
• [ON]
针对设定了测量元件厚度的元件,不论是否在设备上配置有厚
度测量选购件都将实施分配。在分配后的设备上配置有厚度测
量选购件时,将进行厚度测量。
使用例
在多个生产线上使用共通元件程序库时,使用这个项目。根据生
产线的不同,将设定了元件厚度测量的元件分配到配置有厚度测
量选购件的设备上时,有时会产生无法保持生产线平衡的情形。
在这种情形下使用本选购件,即可在不变更元件程序库设定的基
础上,自由配置设定了元件厚度测量的元件,这样就可保持平
衡。
‘
贴装点的供给位置固定
’
设定是否固定实装点的供给位置。
本功能与最佳化和模拟时的处理不同。
• [OFF]
决定执行供给位置的最佳化。
• [ON]
<
执行了最佳化时
>
分配给固定在供给部上元件的实装点将被分配到相同供给位
置上。将决定分配给没有固定元件实装点、尚未分配实装点
的供给位置。
<
执行了模拟时
>
分配给配置在供给部上的元件实装点将被分配到相同供给位
置。将决定尚未分配实装点的供给位置的最佳化。
使用例
执行了最佳化、模拟时,即使元件没有固定,实装点的供给位置
也有可能会发生变化。但是,根据运用状况,有时可能不希望变
更已决定实装点的供给位置或供料器的吸附点数。通过使用本功
能,可固定已决定实装点的供给位置。
‘
不同种类的编带元件准同时吸
着
’
在类似同时存在
8x2mm
编带元件与
8x1mm
编带元件,不
同吸着位置的编带元件混合存在时,使用本功能可可收到提高生
产率的效果。
当使用本选购件时,即使吸着位置不一致,只要吸附位置的差在
一定范围内,即可预先执行同时吸着并编制生产数据,因此预计
可收到提高生产率的效果。
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-40 Page4-27
项目
说明
‘
忽视元件立起检测
’
对设定了元件立起检测的元件操作进行设定。
配置方法有以下的两种
:
• [OFF]
设定了元件立起检测的元件,将通过拥有厚度检测传感器的
CM602
进行分配。受其他限制条件的影响而无法通过拥有厚
度检测传感器的
CM602
进行分配时,将发生错误。
如果无需特殊指定,请选择
[OFF]
。
• [ON]
设定了元件立起检测的元件,将无论是否配置了
CM602
的厚
度检测传感器而都执行分配。被分配后的
CM602
拥有厚度检
测传感器时,执行元件的立起检测。
使用例
:
在多各生产线上使用共通的元件程序库时,使用这项功能。根据
生产线的不同,当设定了元件立起检测的元件只被分配到拥有厚
度检测传感器的
CM602
上时,有时会导致生产线平衡发生紊
乱。在类似情形下,使用本选项,即可在不变更元件程序库设定
的情形下,自由配置已设定了元件立起检测的元件,这样即可保
持生产线的平衡。
‘
大料卷装配
’
对禁止双重装配的料卷尺寸的条件进行设定。
装配方法有以下四种。
• [
无制约
]
对大料卷和小料卷的装配没有限制。
如果无需特别指定,那么请选择
[
无制约
]
。
• [
禁止大小料卷配对装载
]
禁止大料卷和小料卷的双重装配。
• [
禁止大大料卷配对装载
]
禁止大料卷和大料卷的双重装配。
• [
大料卷单独使用
]
禁止大料卷的双重装配。
使用示例
在如下所示的情形下,从
[
禁止大小料卷配对装载
]
、
[
禁止大大料
卷配对装载
]
、
[
大料卷单独使用
]
中选择一项。
•
在生产中供给元件时,当担心料卷之间会产生干涉时
;
考虑到卷盘的组合方式而想要实施最佳化时。
‘
点胶顺序
’
对是否考虑点胶量后执行最佳化进行设定。
设定分为以下两种。
• [
生产性优先
]
在优先生产性的情形下决定点胶顺序。
• [
点胶量顺序
]
决定按照点胶量的升序进行点胶。
使用示例
在如下所示的情形下选择
[
点胶量顺序
]
。
•
在生产过程中,点胶量不稳定时。