RS-1_C(高速贴片机).pdf - 第2页
最佳搭载速度 42,000CPH * 实现高速搭载 Feature5 驚異の汎用性 Feature5 当芯片元件的贴装生产比率高 , 可作为擅长极小元件贴装的高速机。 当异形元件的贴装生产比率高 , 可作为擅长异形元件贴装的泛用机。 具备广泛的生产品种对应能力 , 可作为超越的高速机、泛用机一体化贴片机。 元件搭载识别激光高度可变 新开发「匠 HEAD」 Feature1 Feature2 广范围元件的对应力 可从 0201 开始对应 …
高速智能模块式贴片机
Oct-2017/Rev.07
単位:mm
是通过 JUKI ECO PRODUCTS 基准的,并且考虑
到环境的一款产品。
●达到了比 RoHS 指令等的有害化学物质规则更为严格的
JUKI 集团绿色采购标准。
JUKI ECO PRODUCTS 的详细信息请参考以下网址
http://www.juki.co.jp/eco.html
жRoHS 是指在欧洲(欧盟国家)禁止在电气、电子仪器中使用以下 6 种有害物质(铅、水银、铝、六价铬)的指令。
JUKI 绿色采购标准是在 RoHS 的基准上,自主制定的不使用对环境造成负荷物质的基准。
RS-1 website
传送仕样
基板尺寸
元件最大高度
元件尺寸
元件贴装速度(最佳条件)
元件贴装精度
元件贴装种类
电源
额定功率
使用空気压力
使用空気流量
外形尺寸(W×D×H)
*3
重量
高速智能模块式贴片机 RS-1
650×370mm( 一次夹板)
1,100×370mm( 两次夹板)
500×370mm
25mm
0201
*1
( 英制:008004)~□74mm / 50×150mm
42,000CPH
±35μm(Cpk≧1)
最多 112 种
*2
三相AC200 ~ 415V
*4
2.2kVA
0.5±0.05MPa
最大 50L/ 分
1,800×1,810×1,440mm
約 1,700kg
机种名称
项目
■规格
1 缓冲时
3 缓冲时
最小
最大
50×50 ㎜
标准 进出口 150 ㎜延長 进出口 250 ㎜延長
950×370mm( 两次夹板)
360×370mm
1,500×1,810×1,440mm
1,200×370mm( 两次夹板)
600×370mm
2,000×1,810×1,440mm
*1 需要对应 0201 元件时请咨询。
*2 RF 供料器使用时。
*3 外形尺寸记载中,D 尺寸是不包含正面操作显示器尺寸,H 尺寸为不包含信号灯的高度尺寸。
*4 200V 以外是选购件。
*5 详细情况请咨询。
*6 使用EF型号供料器需要使用EF适配器来对应EF/RF供料器兼用的统一更换台车,固定料架仕样(后侧)使用可能,详细情况请直接咨询我们销售。
*7 需要另一种型号的连接电缆线
。
■
识别相机
操作界面
检查系统
基板传送
安全装置
负荷控制
软件
*5
元件供给装置系统
其它
10㎜/27mm/54㎜ 视野摄像机
后面操作装置
共面检测装置 / 元件确认功能 (CVS)
*5
延长传送(150㎜/250㎜)/
支撑杆 / 支撑海绵 /传送盖
漏电断路器 /
CE对应仕样
简易控制吸嘴 / 简易的负重控制
JaNets / IFS-NX / Flexline CAD
统一更换台车
(RF供料器专用/RF-EF供料器兼用
*6
)
/ 电动带式供料器
(RF/EF
*6
)
/ EF供料器用适配器
*6
/
电动管式供料器
*6
(Type-N/Type-W)
/矩阵式托盘服务器 TR8SR,TR5SNX,TR5DNX /
矩阵式托盘更换器 TR6SNV・TR6DNV /
双重托盘服务器
TR1RB / 不停机操作 /托盘架 / IC回收传送带 / 卷筒(带卷)安装台
(RF用/EF用)
/ 接料带拼接治具 /
电动台车用外接电源
PW02
*7
吸嘴 / 轮脚 / 识别焊锡印刷补偿贴片位置功能 / 小型信号灯 / FCS调整工具
最先进的一体化贴片机
高速性 × 泛用性
最佳搭载速度 42,000CPH
*
实现高速搭载
Feature5
驚異の汎用性
Feature5
当芯片元件的贴装生产比率高 , 可作为擅长极小元件贴装的高速机。
当异形元件的贴装生产比率高 , 可作为擅长异形元件贴装的泛用机。
具备广泛的生产品种对应能力 , 可作为超越的高速机、泛用机一体化贴片机。
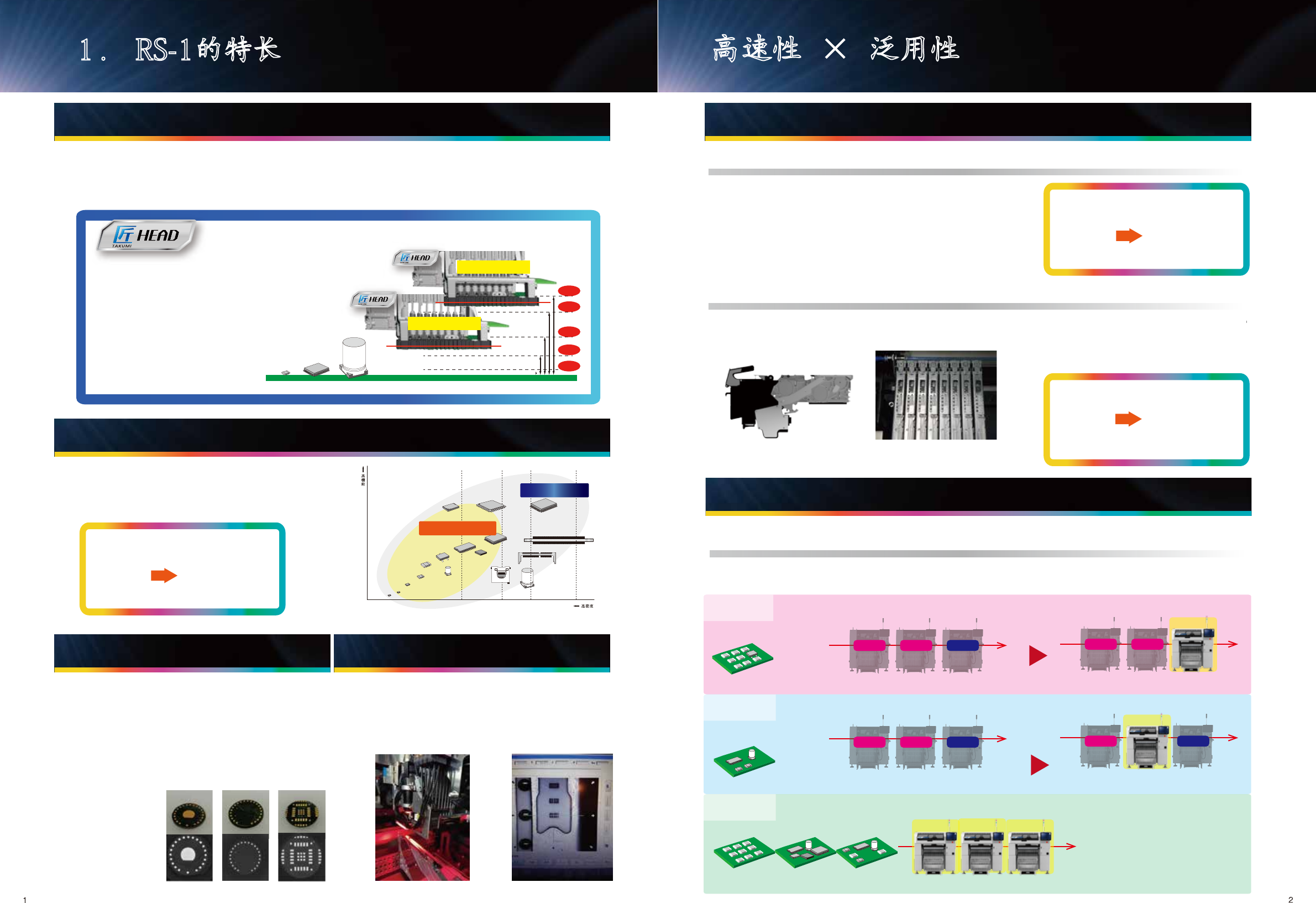
元件搭载识别激光高度可变 新开发「匠 HEAD」
Feature1
Feature2
广范围元件的对应力 可从 0201 开始对应
可根据贴装元件的高度改变元件检测用激光高度
后吸取元件,搭载了新开发的 8 吸嘴「头部单元」。
此外 , 依据生产程序和机器配置激光高度自动切
换 , 支持最佳的生产。可实现极小元件到大型元
件 , 各种不同高度元件最佳最高节拍的贴装。可
依照元件高度 ,5 阶段任意选择。
元件的高度
基板
例:元件的高度6mm
例:元件的高度20mm
Feature3
新画像识别技术
【依据元件高度变化,激光的高度变化】
最佳线体平衡的实现
Feature6
1. RS-1的特长
高速性 × 泛用性
●可360度的元件识别,可对任意供给角度的元件补
正后贴装。补正识别角度可任意调整 。
●芯片元件的反面判定
元件的明暗差,从而可元件的反面判定。
●微小芯片(0201)识别
具备10mm视野角相机可对极小芯片(0201)的识别。
新料盘安装时,通过OCC识别空位,前端元件的供给功
能,0402~3216的芯片元件,卷盘供给的时候可对
应。
OCC 前端元件的供给
Feature4
元件吸着前端供给机能
25㎜
1㎜
6㎜
12㎜
20㎜
360度元件识别画像
最佳搭载速度 42,000CPH
*
实现高速搭载
头部单元更靠近基板、使吸着到搭载的移动时间缩减到极限、
达成最高速度 42,000CPH
*
。
RF Feeder、在继承原来 Feeder 高精度供给的基础上还实现了小型化
・
轻量化
・
超薄化,元件供给数得到
大幅提升。
实现最大 Feeder 装着数 112 个
*
。
小型
・
轻量
・
薄型化的 RF Feeder 实现高精度搭载
オプション
* 最佳条件
42,000
CPH
原机型对比
179%
23,500CPH
*2 最佳条件
【最高速度
*2
】
RS-1原机型
*1
*1 KE-3010A
112 本
*2 前侧、后侧合计
原机型对比
140%
80 本
【供料器最大安装数
*2
】
RS-1原机型
*1
*1 KE-3010A
* 前侧、后侧合计
无需头部交换、装置更换、实现最佳线体平衡最高生产量。RS-1 与已有设备组合的生产线当然是不言而喻的,而
通过多台 RS-1 的联结,更能构建最佳平衡的生产线。
最佳线体平衡的实现
生产中芯片机型 , 泛用机型灵活变化可
能。
RS-1 不受基板元件品种比率影响生产
效率 , 从而实现最佳线体平衡的生产。
RS-1 的元件高度认识可调整 ,RS-1 从而实现异形元件
高速搭载 , 生产效率提升
。
【RS-1 導入前】 【RS-1 導入後】
芯片元件比率高的生产 , 使用泛用机型稼动率低 ,
生产效率降低。
【RS-1 導入前】 【RS-1 導入後】
RS-1 无论识别元件高;低,RS-1 都能实现芯片元件高速
搭载 , 生产效率提升。
异形元件比率高的生产 , 泛用机型的生产成为瓶颈 ,
从而生产效率降低。
導入事例 1
導入事例 2
導入事例 3
搭载例 :
芯片元件 300 点
异形元件 100 点
搭载例 :
芯片元件 1000 点
异形元件 50 点
芯片机 芯片机 泛用机
芯片机 芯片机 泛用机
芯片机 芯片机
芯片机 泛用机
RS-1 可对应元件尺寸 0201
*1
~□74 ㎜、也可对应
50×150 ㎜。元件最大高度可对应 25 ㎜。
□33.5□20
0201
0603
1005
1608
AL CN
SOT
SOP
QFN
QFP
Card Slot
Big AL CN
DI ㎜ CN
Lead Long CN
BGA
FBGA
Big QFP
□50
RS-1 贴装范围
0402
原机型
*2
贴装范围
□74
0201
*2
~ 74 ㎜、
50×150 ㎜
0402 ~
□33.5 ㎜
*2 详细情况请咨询。
【元件对应力】
原机型
*1
RS-1
*1 KE-3010A
*1 详细情况请咨询。
*2 KE-3010A

8吸嘴可同时激光飞行识别实现高速生产
头部安装激光装置从而可移动中元件识别(飞行识别)
吸着后,以最佳的距离向贴装位置移动,实现高速贴装。
元件的形状、引脚、锡球通过VCS相机识别,进行元件的位置定
位。可对引脚的弯曲、锡球脱落等检查。实现QFP与BGA等高精
度识别。
●采用3色照明识别方法
元件的形状、大小、材质等通过配合使用画像识别照明色的变
化,从而实现元件安定的识别。
●强的元件识别对应力
为各种异形元件对应,采用异形对应吸嘴和通用图形识别,发挥
强的元件对应力。
●画像识别的高速化
◎54mm視野角采用4吸嘴全体识别、实现了以往対比
25%向上。
◎10mm、27mm視野角等可多图像识别实现高速识别。
反射認識
反射認識
透過認識
通用图像示教
至今为止难以制作的异型元件等的图像数据按照向导
进行操作谁都可以简单地制作图像数据。更加进一步
地减轻了数据制作的负担。
异形元件示教
可对极小元件 03015~□50mm 的 PLCC、SOP、QFP 等各种元件形状的识别。
激光识别不受电极的形状和光泽的影响 , 实现稳定的识别与贴装。
领先的高识别力和高品质JUKI独立激光识别技术
画像识别技术
简单的程序做成
台车规格选择可能
台车规格可交换台车规格、
固定台车规格 , 前侧选配规
格选择。详细请咨询。
图像
领
先的
激光
■固定台车规格
□一体交换台车式样
前侧
后侧
盘装元件供给
盘装元件供给装置的安装可对应盘装元件的供给。
另外、TR8SR 空间紧凑 , 同侧台车还可最大安装 20
支 Feeder(8mmFeeder 换算 )。 其他 ,TR6(机器侧
面设置)也可选用背面操作单元安装,从而提升生
产效率。
TR8SR安装图片 后面操作装置
吸着后移动中识别,最短距
离向帖装位置移动
【多识别】
4吸嘴全体识别
通过元件检测功能,提高贴装质量
利用激光检查元件从吸取到贴装的全过程。可降低不合格率,提高贴装质量。
3. 生産性
2. 识别技术
画像识别图片
激光识别
生产切替支援机能
切换顺续菜单「1。自动基板幅调整」~「8。生产程
序确认」的项目顺序确认、从而可实现作业者无错的
标准化切换作业。
切替手顺
吸着元件的位置偏差情报发送供料器、供料器将自动
控制送料保证以安定的吸着状态同时吸着。
位置偏差图片
Feeder送料吸着位置补正机能
※KE-3010A対比
识别图片
只要输入元件的外形尺寸和元件的种类以及包装形
状即可制作元件数据。利用元件测量功能可以通过
机器将实际测量的元件外形尺寸、引脚数、间距直
接输入元件数据。
外形尺寸 长度
外形尺寸 宽度
元件高度
标准标准
标准
标准
选项
选项
激光
激光
②元件状态检查
对元件的设定尺寸和实际吸取测得尺寸进行比
较,确认元件吸取状态。
①芯片立片检查
可以通过激光实现芯片立片检查。
激光
③异形元件检查
吸取元件的实际测得尺寸和设
定尺寸进行比较,确认吸取的
元件是否正确。
④元件掉落检查
装载前,能够通过激光检
测,判断元件是否存在与掉
落。
⑤元件贴装后检查
贴装后,能够再次通过激光
检查,判断是否存在元件带
回的情况。
激光激光
●识别算法
通过激光器发射出的
光获取得的元件影
像,计算以下数据。
◎元件外形◎中心
◎角度 ◎宽度
激光传感器一体式贴装头