XP243E操作手冊-1.0S.pdf.pdf - 第33页
TUT-XP243-1.0S 4. 生产的开始 XP-243E 操作手册 23 4.2 生产的开始 即将进入实际的生产。在电路板 上进行贴装生产时,虽然可以直接采 用自动运转或半自动 运转的模式进行生产。但是一般 不直接开始连续运转,而是首先采用 半自动运转先让机械 运转一个循环,确认元件是否正 确地安装在电路板上的话更好,如果 没有问题的话,请切 换成自动运转模式。 4.2.1 半自动运转 按以下的步骤进行半自动运转。 1 . 在[主…
4. 生产的开始 TUT-XP243-1.0S
22 XP-243E 操作手册
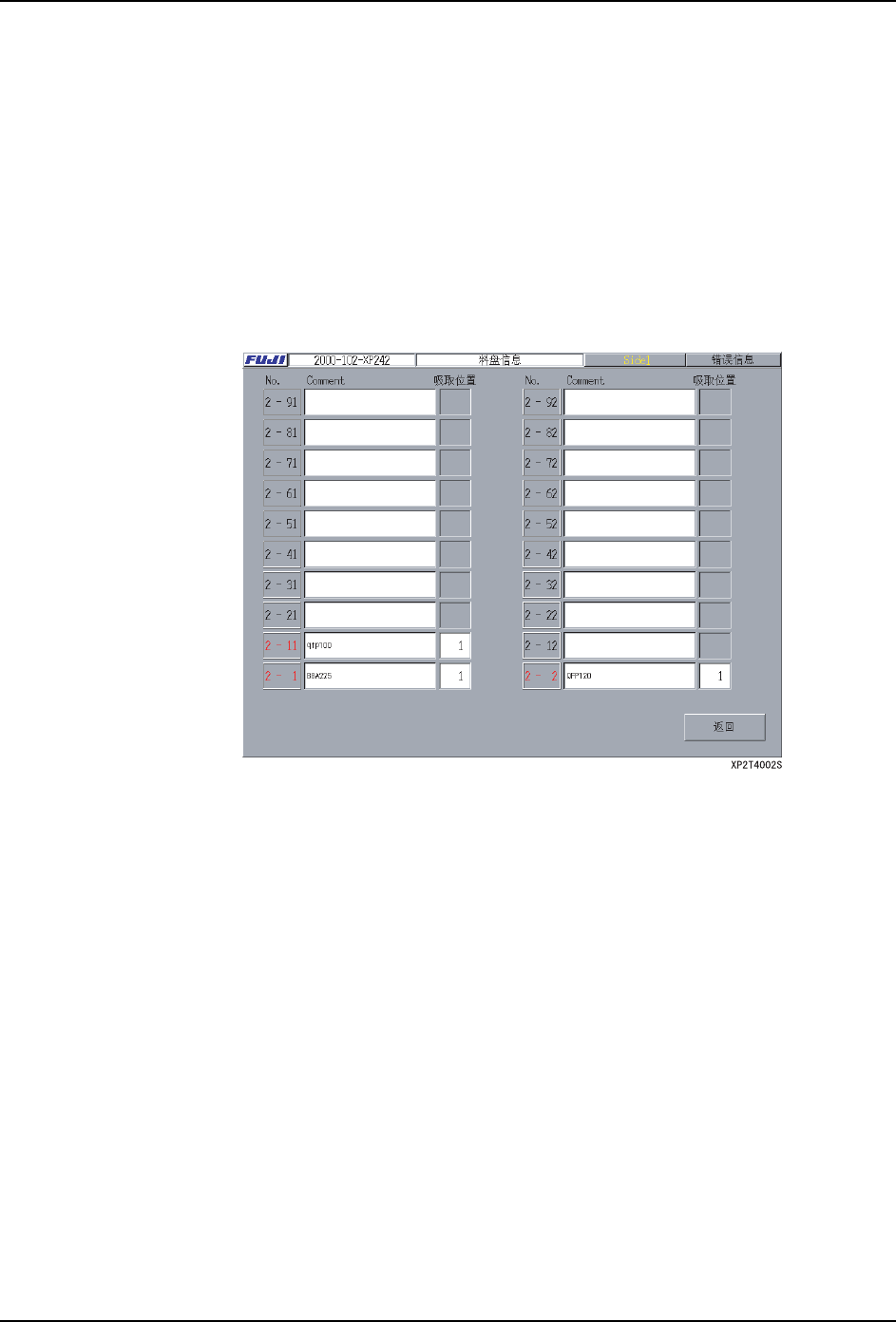
4.1.2 料盘信息
根据料盘信息,可确认生产程序所使用的元件种类和料盘编号,进行吸取元件的位置指
定。
1. 在 「主画面」上选择 [ 生产 ]、[ 料盘信息 ] 后显示出 [ 料盘信息 ] 的画面。
2. 在 [ 料盘信息 ] 画面上,显示出 20 种的料盘状态的文本框。
3. 在画面上,显示出元件数据指令和吸取元件的位置编号。
4. 按下位置编号的项目时,显示出数字键盘。
5. 输入吸取位置的指定编号。
TUT-XP243-1.0S 4. 生产的开始
XP-243E 操作手册 23
4.2 生产的开始
即将进入实际的生产。在电路板上进行贴装生产时,虽然可以直接采用自动运转或半自动
运转的模式进行生产。但是一般不直接开始连续运转,而是首先采用半自动运转先让机械
运转一个循环,确认元件是否正确地安装在电路板上的话更好,如果没有问题的话,请切
换成自动运转模式。
4.2.1 半自动运转
按以下的步骤进行半自动运转。
1. 在[主画面]上选择[维修保养A],[动作条件设定]后显示出[动作条件设定]画
面。
2. 按下画面左上方的 [ 动作模式 ] 的输入框,选择 [ 半自动 ]。
3. 按下[关闭]键后返回[主画面]。
4.2.2 自动运转
按以下的步骤进行自动运转。
1. 在[主画面]上选择[维修保养A],[动作条件设定]后显示出[动作条件设定]画
面。
2. 按下画面左上方的 [ 动作模式 ] 的输入框,选择 [ 自动 ]。
3. 按下[关闭]键后返回[主画面]。
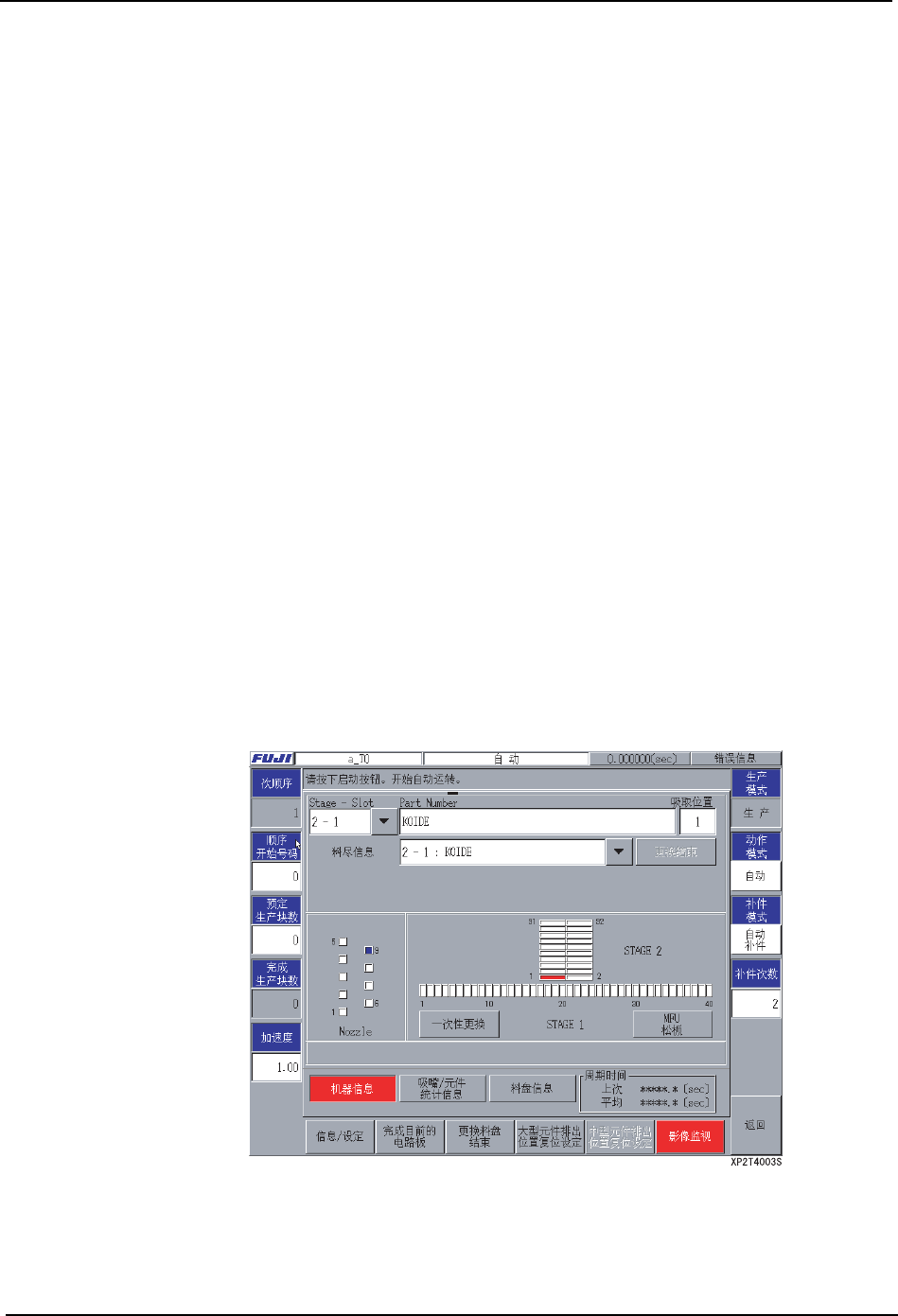
4. 在[主画面]上选择[生产],[自动]后,[自动]按钮转入待机状态。按下[启动]
按钮后开始生产,显示 [ 自动 ] 画面。
备注 ) 在 [ 自动 ] 画面上,可以确认或设定在 [ 第 3 课:生产的准备 ] 上设定的机器的信息 ( 生产
块数,动作模式,元件,吸嘴,供料平台 )。此外,根据需要可以切换影像监视屏的显示。由
于料尽等错误而在紧急停止时的修复,状态不良的吸嘴,料站等也可在 [ 自动 ] 画面上得到
统计信息。

4. 生产的开始 TUT-XP243-1.0S
24 XP-243E 操作手册
MEMO: