JT300系列 AOI说明书.pdf - 第49页
深圳市劲拓自动 化设备有限公司 (培训资料) 第 49 页 共 55 页 (3) (4) 4.7 制作金手指 与做 Bad Mark 类型一 样,先增 加“异 形定义框” ,再点击 如图示的 “ PCB 金手指检测” 按钮, 然后 选中内框 ( 即 “金手 指检测框” ) 将其调整 为金手指可 能出现的锡珠的 颜色, 在右侧 “最小” 值输入 1 , “最大”值输入 100 ,此 设值为严格的检 测设定。 2 % 也是严格的设 值, 3…
深圳市劲拓自动化设备有限公司
(培训资料)
第 48 页 共 55 页
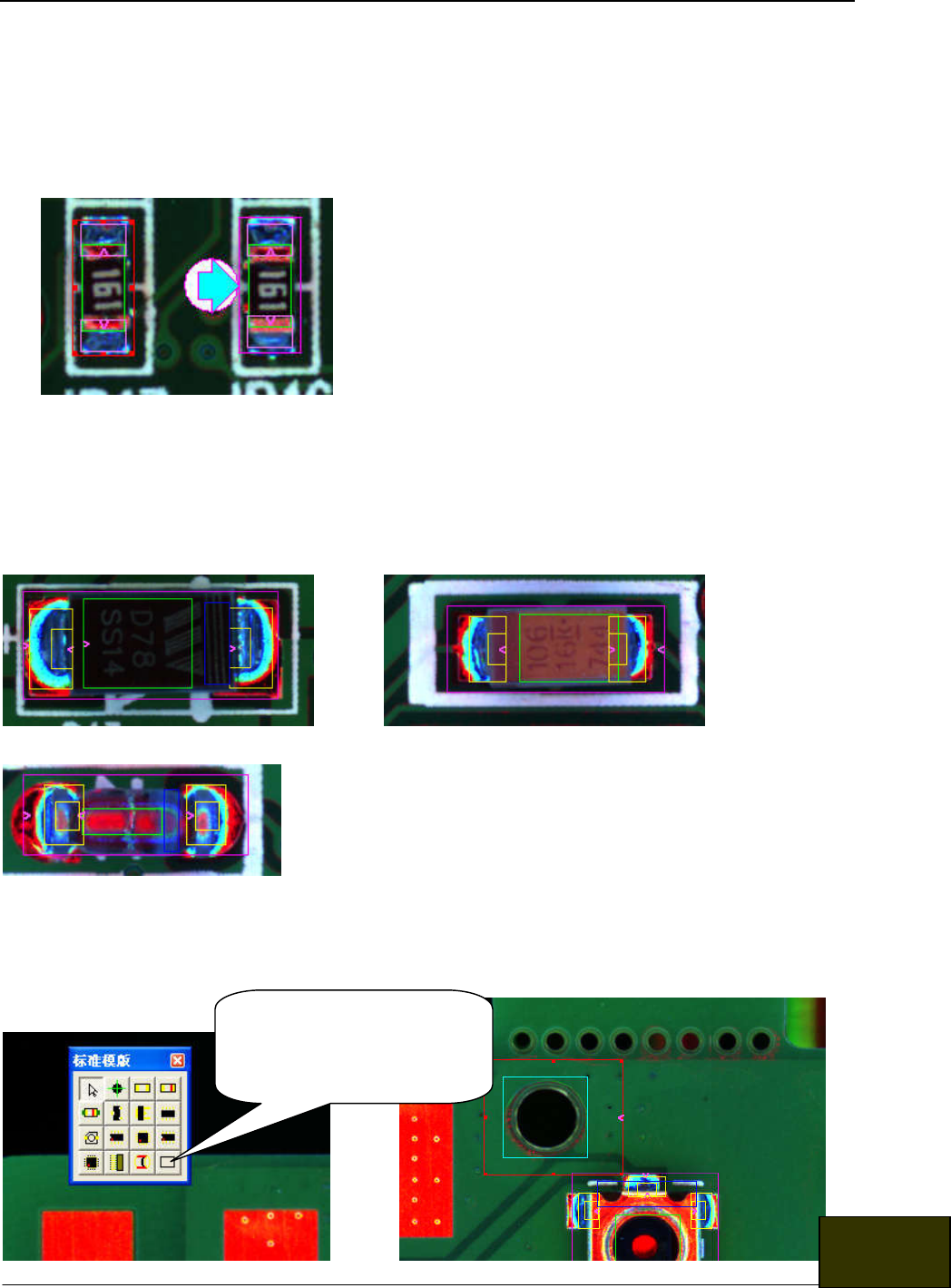
4.5.4 调试技巧
1、 CHIP 物料的虚焊调整。对于焊盘两端正常焊锡,但是检测结果为虚焊的,则需要检测元件本
体大小是否正常。如下图所示,右边元件报告虚焊,如果适当增加元件本体大小,调整为左边那样,
本体在焊盘两端稍微多出一点点,则系统在检测就可正常通过,但是本体如果太大,则焊盘检测区
域太小,则会报告少锡。
2 、选择正确的元件类型
J 型脚的贴片钽电容和非玻璃体的二极管等 DIODE 类型的元件,都选择二极管定义框, 如果对丝
印取样,则可以不用极性检测部分,因为丝印在勾选“极性检测”后也可以检测极性,否则必须按照极
性定义来检测。
对有玻璃体二极管,则需要按圆柱体方式元件检测。
3 、IC 虚焊调试困难。需要确定 IC 的脚间距设定正确,IC 桥接框设定正确。选择 IC 脚,设定正确
的焊接比例与焊脚颜色值及焊盘颜色值,测试即可。
4. 6 制作 BADMARK
(1) (2)
1、在孔洞位置或者是某一位
置,点击此按钮“增加异形
元件定义框”
返回目录
深圳市劲拓自动化设备有限公司
(培训资料)
第 49 页 共 55 页
(3)
(4)
4.7 制作金手指
与做 Bad Mark 类型一样,先增加“异形定义框”,再点击如图示的“PCB 金手指检测”按钮,然后
选中内框(即“金手指检测框”)将其调整为金手指可能出现的锡珠的颜色,在右侧“最小”值输入 1 ,
“最大”值输入 100,此设值为严格的检测设定。2%也是严格的设值,3%以上为放松设值。最后右击
外框,选择“新坐标点属性”,同样在 Par No 和 Nc Name 里输入名称和类型就可以了。
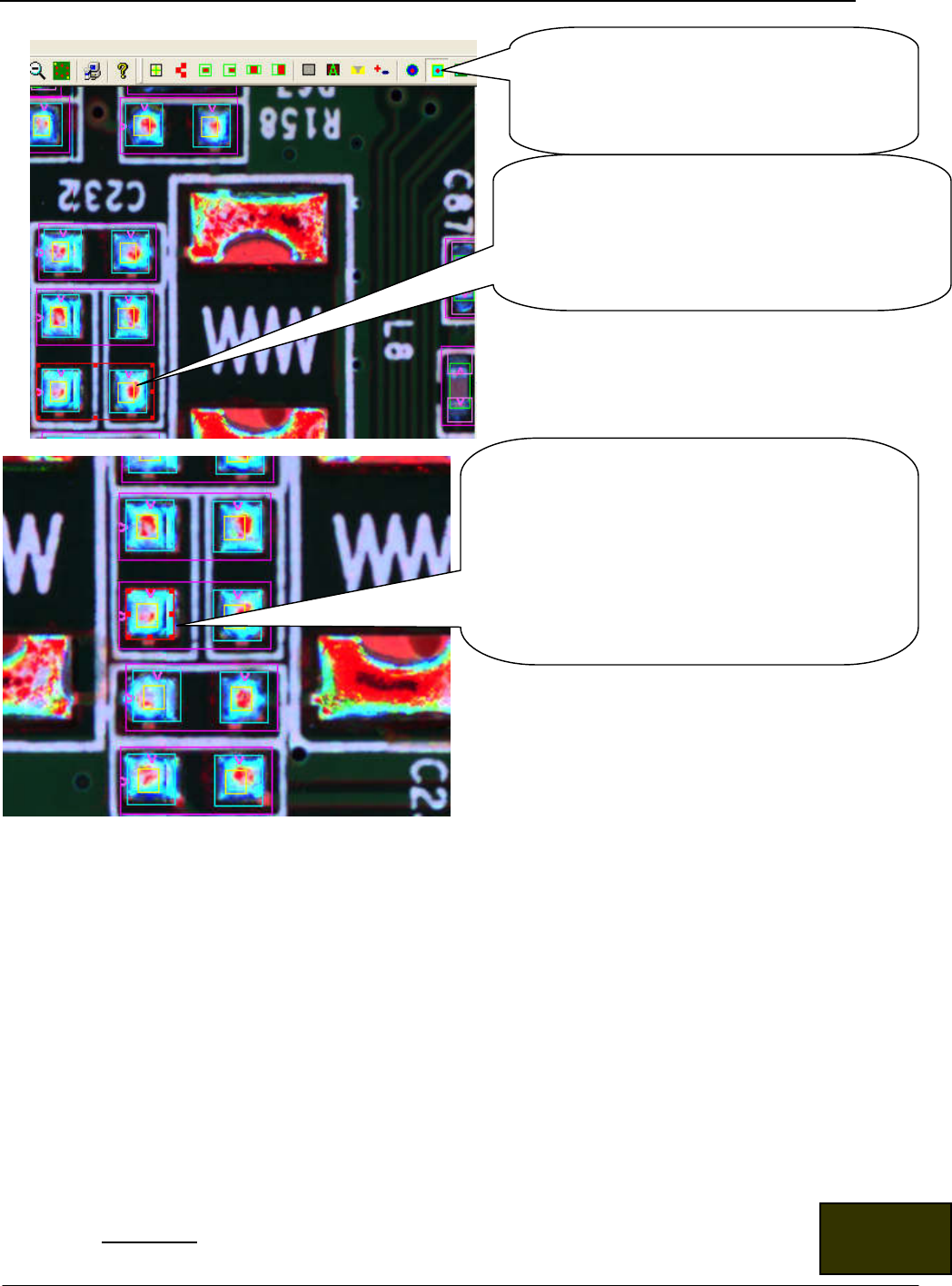
4.8 制作空焊盘检测
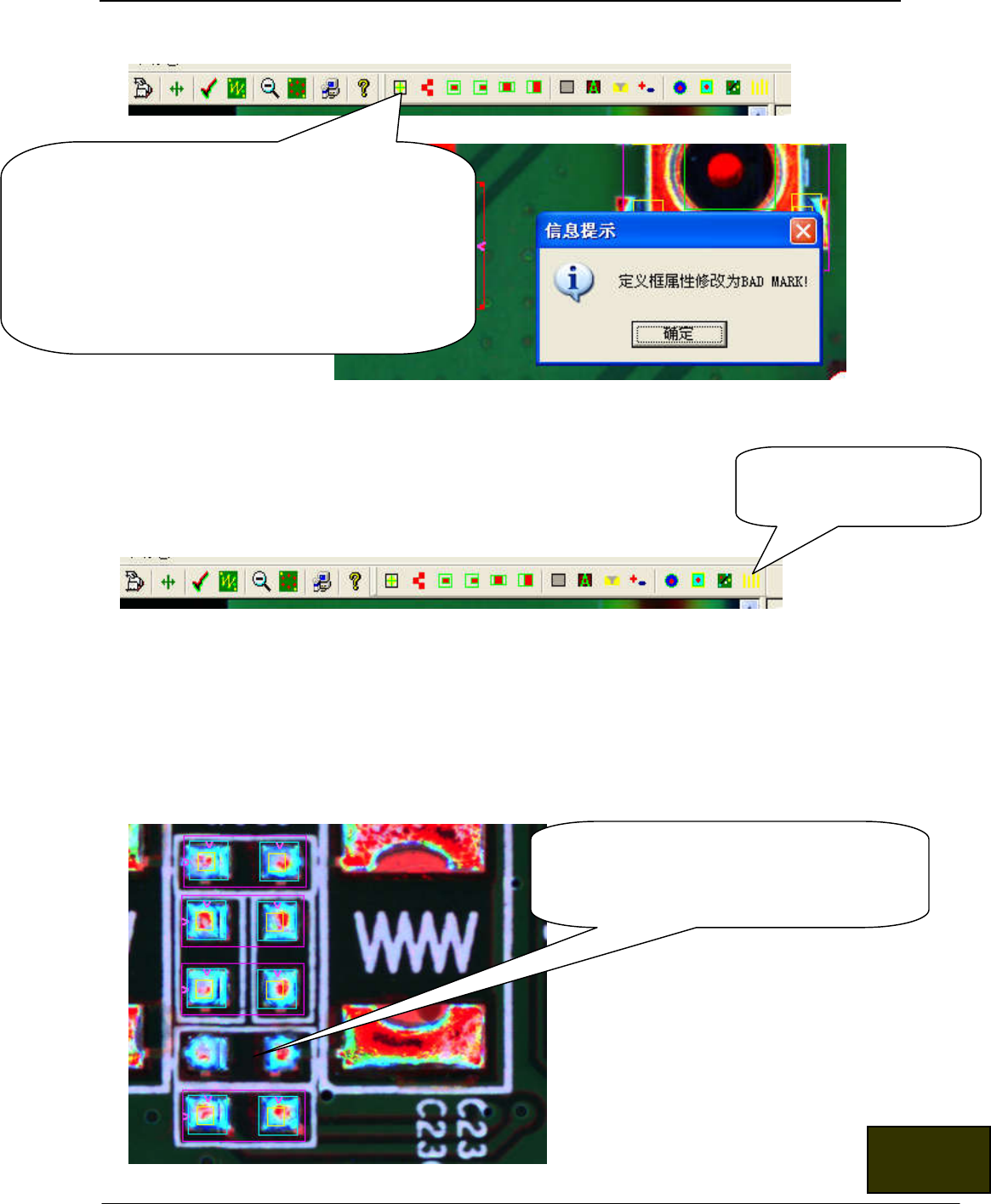
2、点击此按钮,选择“MARK 类型,则出现如图 4
提示,点击“确定”就会出现如图 2,再选定里面蓝色
MARK 框调整为 MARK 颜色,最后选定外框(即
MARK 点搜索区域框),调整颜色也是为 MARK 颜色。
右击选择“新增坐标点属性”,在 PAR NO 里面输入
类型,在“NC Name”里输入名字。此 BAD MARK
即定义完毕。
点击此按钮“PCB 金手指
检测”按钮
在 BOM 中有空焊盘坐标的情况下,先双击十
字坐标,使其变成黄色,再选取“增加异形
定框”
返回目录
深圳市劲拓自动化设备有限公司
(培训资料)
第 50 页 共 55 页
4.9 调试技巧
4.9.1 双击元件定义外框将其激活后,可点击鼠标右键选择“自动分析”对该元件进行颜色及位置
分析(注:因自动分析要求软件避开 PCB 颜色,所以自动分析后的本体颜色要进行确认或重新手工设
置。尤其是电阻, 电阻本体建议颜色值为: 红色 R:12 至 85 , 绿色 G:0 至 32, 蓝色 B:0 至 85。
仅做参考)
4.9.2 定义 OK 的元件要进行针对性的检查,如极性框定义后将元件旋转 180 度进行反向检查等。
4.9.3 元件定义一定要做到最好的状态下才进行复制定义。拼板复制也是一样。一定要将第一拼板
做好再复制。
4.9.4 鼠标放置在扫描图片上任何位置软件都会自动分析该位置的颜色成分和坐标位置。调整颜
色时可作参考用。(注:自动取色的使用方法:选择任意一个检查定义框,将鼠标放在定义框内的任意
一点上,按住“Ctrl“键的同时,单击鼠标右键,软件就会将该点颜色自动读取。)
4.9.5 模型定义框内的定义模型基本上已经包括了所有的元件类型。可快速定义很
多元件。如果能充分加以利用,能大大的节省编程时间。
在异形框的情况下,点击此按钮“空焊盘检
测”,到异形框内双击,再调整各个检测框
的大小。
此黄色检测框是检测空焊盘上红色区域。其红色
可从 40-255,绿色和蓝色可从 0-230。最小值
可定为 5%(仅是参考值,客户根据实际情况而
定);
外面的浅蓝色检测框是检测空焊盘的浅蓝
色锡形部分,红色可调整为:20-150,绿色可
调整为 50-255,蓝色可调整为 70-255,最小
值可定为 25%(仅是参考值,客户根据实际情况
而定)。两个空焊盘做好后,选中整个空焊盘的
定位区域框,点击“检测”显示通过即可。
返回目录