N7201A706C.pdf - 第297页
EJM9DC-MB-10E-0 0 NPM-W X/WXS 10-3-1 -4 20 20 21 22 23 24 26 27 25 面补正治具 面补正治具 面补正治 具左端 基准线 轨道 1 轨道 2 可动轨道 基准轨道 基准轨道 基准标记 轨道 2 的设置 治具 : N21 0141055AA 确认是否已正常结束 准备取出面补正治具 卸下交换台车 ( → P.2-4) 打开安全盖 伺服开关置于 OFF 用手推面补正量具,将其送到前 …
EJM9DC-MB-10E-00NPM-WX/WXS
10-3-1-3
13
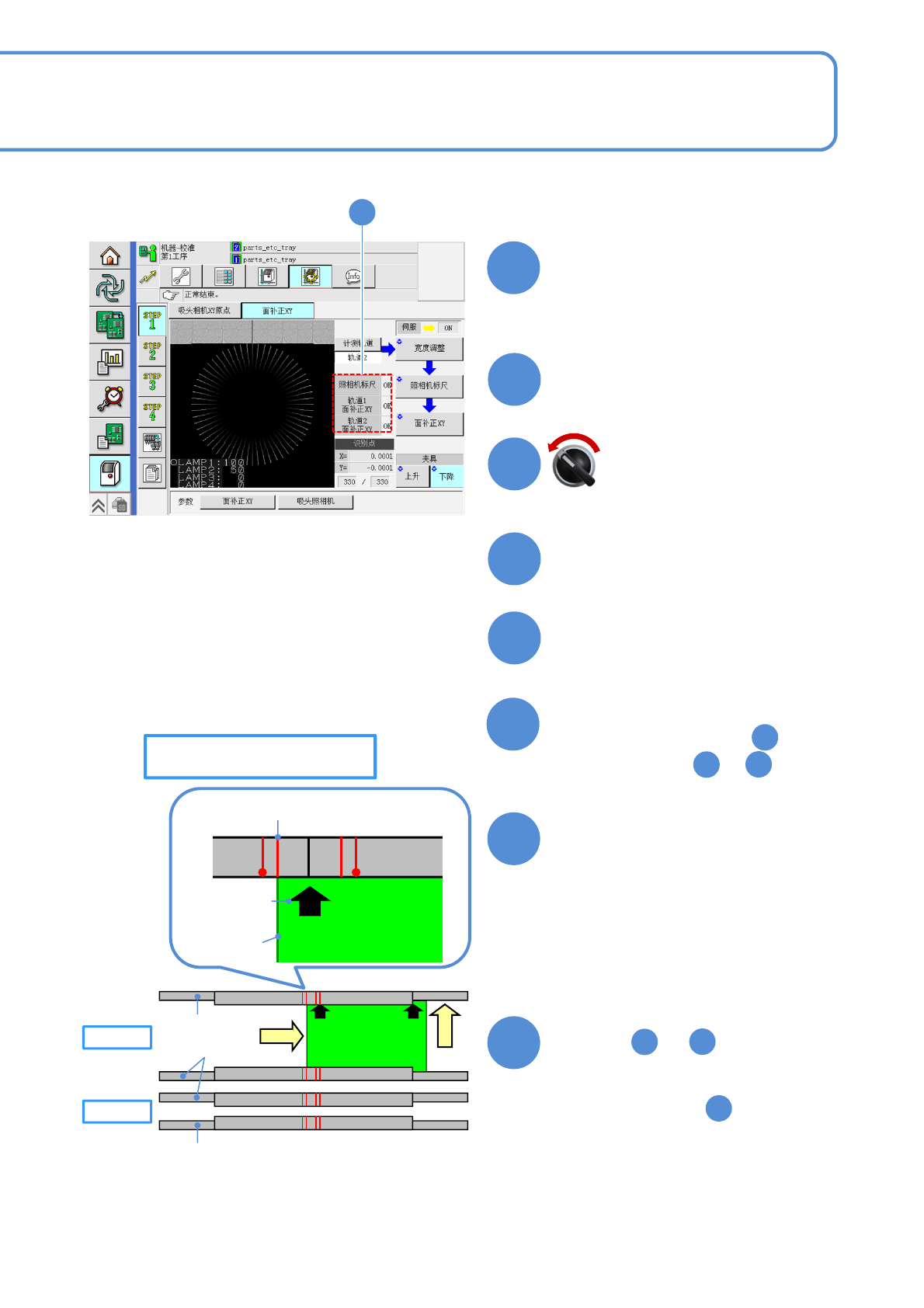
准备第2次的面补正XY
15
14
伺服开关置于OFF
打开安全盖
19
16
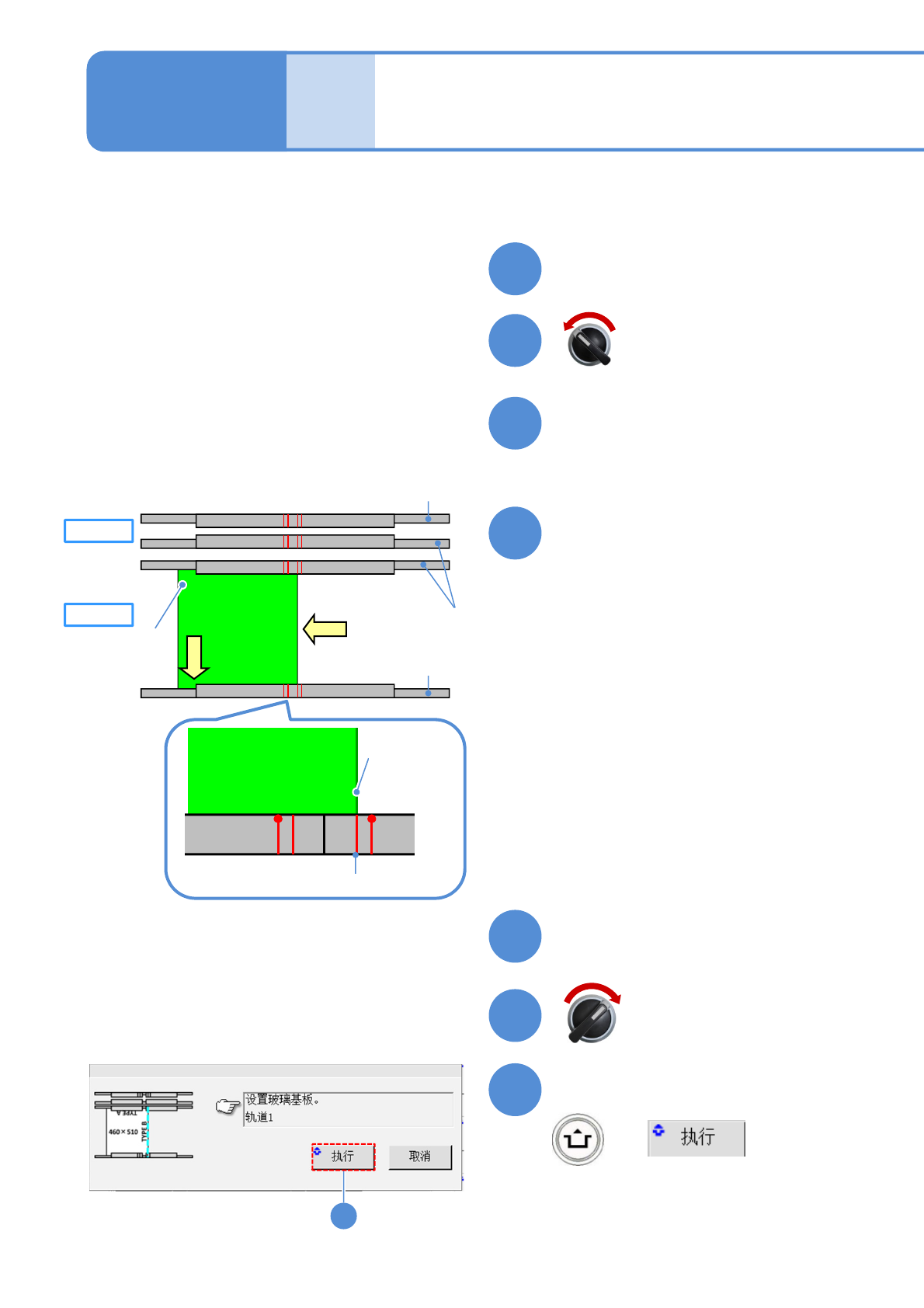
设置面补正治具
①用手移动面补正治具,使面补正治具
的右端对准基准线。
②将面补正治具按压到基准轨上。
面补正治具
FIXED RAIL SIDE (TYPE A)
面补正
治具的印刷
面补正治具
面补正治
具右端
基准线
轨道1
轨道2
可动轨道
基准轨道
基准轨道
17
关闭安全盖
伺服开关置于ON
18
19
确认提示
(面补正XY的计测按照前侧、后侧的顺序
进行)
(贴装头移动到退避位置)
+
工程师手册
10-3-1
面补正XY 2
(双式传送带规格)
面补正
XY
EJM9DC-MB-10E-00NPM-WX/WXS
10-3-1-4
20
20
21
22
23
24
26
27
25
面补正治具
面补正治具
面补正治
具左端
基准线
轨道1
轨道2
可动轨道
基准轨道
基准轨道
基准标记
轨道2的设置
治具: N210141055AA
确认是否已正常结束
准备取出面补正治具
卸下交换台车 (→P.2-4)
打开安全盖
伺服开关置于OFF
用手推面补正量具,将其送到前/
后工序的设备或前/后工序的传送
带
在轨道2上
将面补正治具 [N210141055AA]
按左图的方向设置
①将面补正治具的左端面对准基准轨道上
的基准线,设置好。
(左→右流动、右→左流动都同样。)
②将面补正治具的基准标记设置到基准轨
道侧。
③使基准轨紧贴到治具上。
选择 “轨道2”
(参阅 P.10-3-1-1 的顺序 。)
1
●轨道2请重复步骤 ~ 。
2
5
重复步骤 ~ 的步骤。
*关于照相机标尺的设定,
由于不需要轨道2的设定,
所以不需要步骤 。
15
7
11
EJM9DC-MB-10E-00NPM-WX/WXS
10-3-1-5
28
30
29
32
33
34
31
面补正XY 3
(双式传送带规格)
工程师手册
10-3-1
面补正治具
面补正治具
面补正治
具右端
基准线
轨道1
轨道2
可动轨道
基准轨道
基准轨道
基准标记
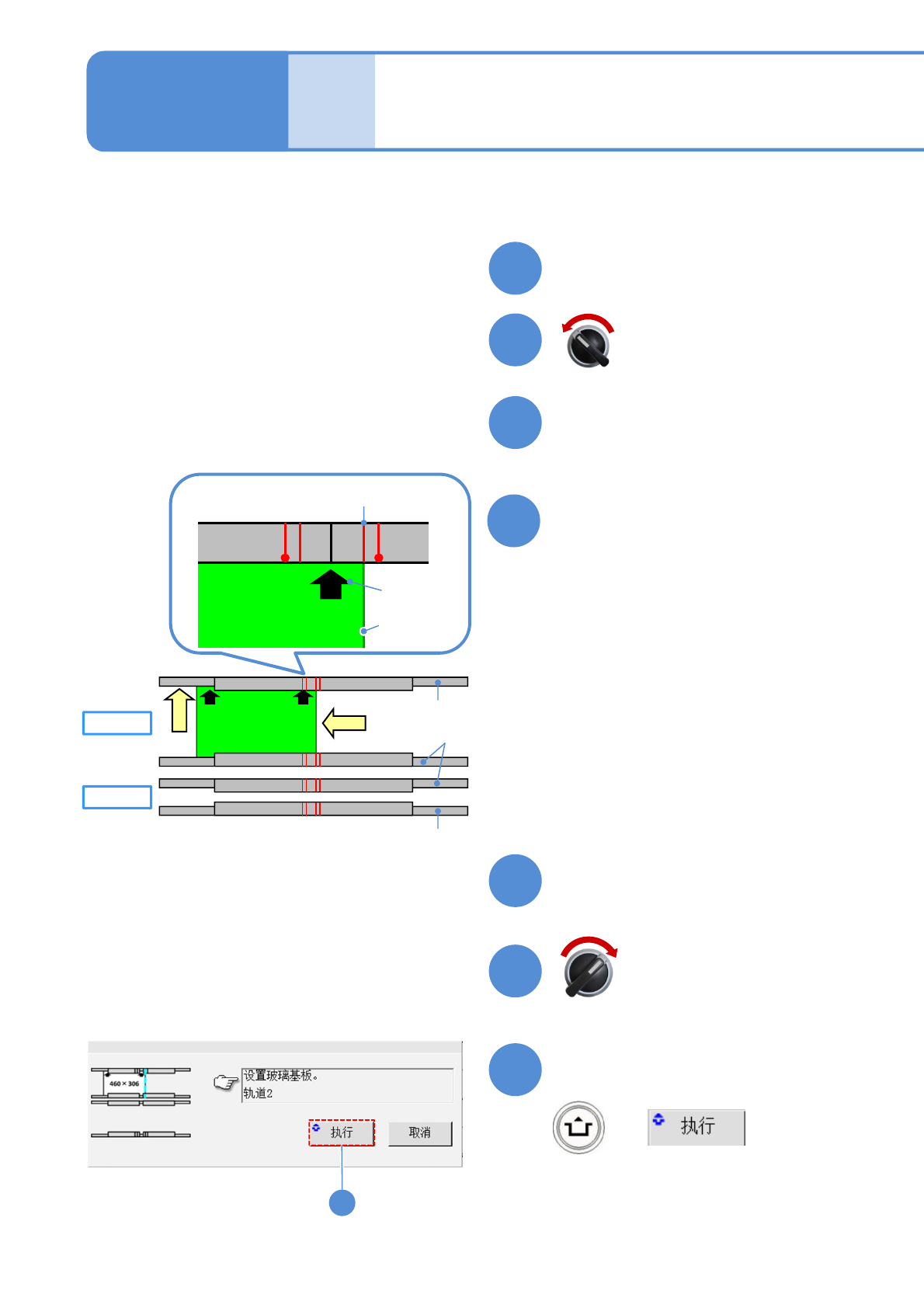
准备第2次的面补正XY
伺服开关置于OFF
打开安全盖
关闭安全盖
伺服开关置于ON
设置面补正治具
①将面补正治具的右端面对准基准轨道上
的基准线,设置好。
(左→右流动、右→左流动都同样。)
②将面补正治具的基准标记设置到基准轨
道侧。
③使基准轨紧贴到治具上。
+
确认提示
(面补正XY的计测按照前侧、后侧的顺序
进行)
(贴装头移动到退避位置)
34