KE-2070_2080_InstructionManual_C_Rev01.pdf - 第639页
第2部 功能详细编 第7章 操作选项 7-4 7-2-2 生产(显示) 设置生产时的画面显示等。 图 7-2-2 生产时的显示选项 表 7-2-2 生产时显示选项设置项目的细节和内容 内容 序号. 项目 状态 动作及详细内容 设置是否用大写来显示生产运行中的基板数量。 1 放大显示基板生产数量 用大写来显示生产运行中已生产的基板数量。 设置剩余生产基板数量的显示方法。 显示剩余的预计生产数量。 2 倒计基板生产数量 显示实际生产数量。 …
第2部 功能详细编 第7章 操作选项
7-3
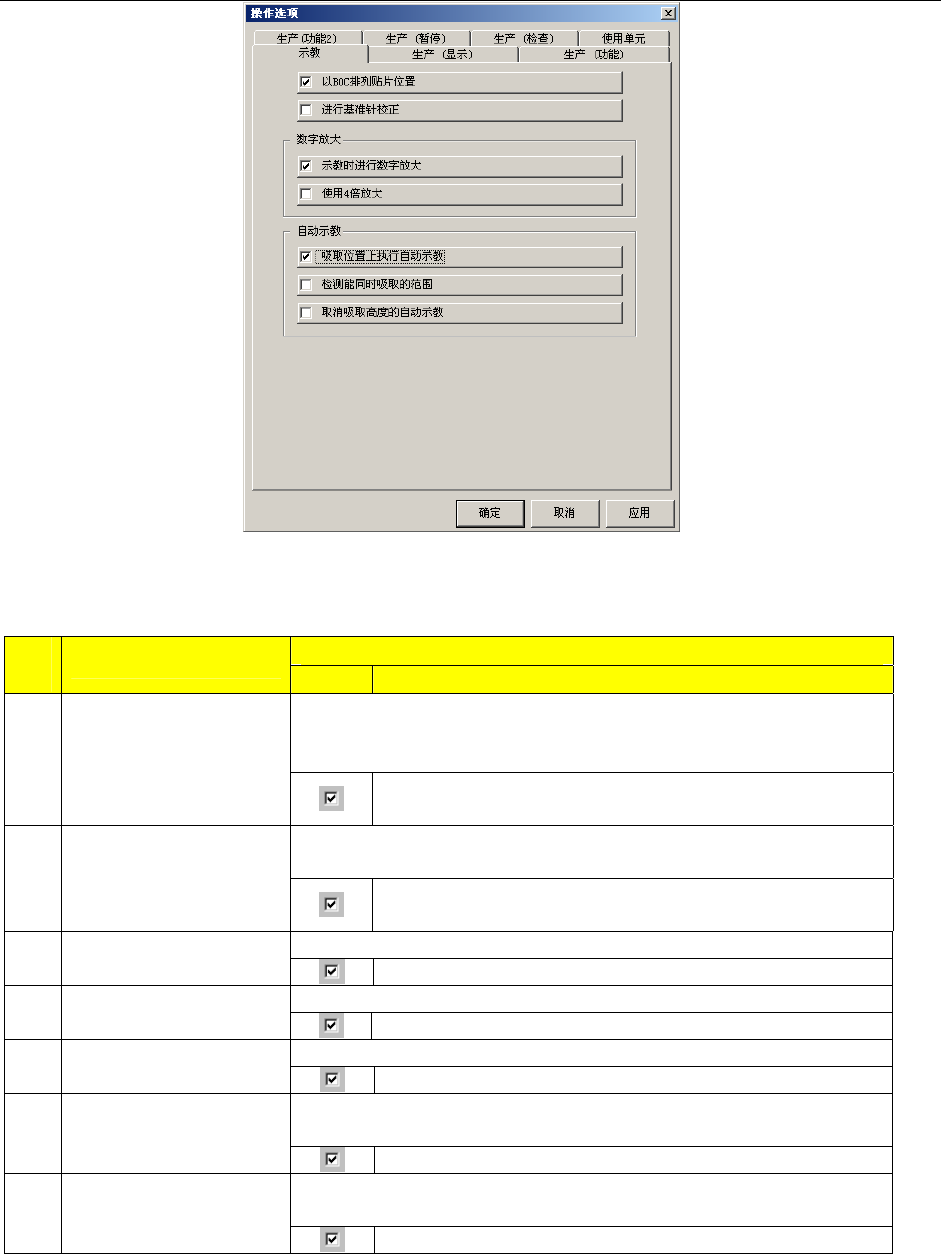
7-2-1 示教
图 7-2-1 示教选项
表 7-2-1 示教选项设置项目的细节和内容
内容 序
号
项目
状态 动作及详细内容
设置在数据编辑示教贴片位置时,是否要执行 BOC 校准(执行 BOC
标记识别、内部校正)。
通常为选中状态(设置为“进行”)。
1 以 BOC 排列贴片位置
示教贴片位置时,在 BOC 校正后移动坐标,获取该值后,
执行逆向校正。因此,可对基板示教正确的贴片位置坐标。
基板数据的定位方式为孔基准时,设置是否要根据基准销与从动销
之间的倾斜度进行贴片位置校正。
2 进行基准针校正
若基板数据的定位方式是孔基准时,可根据基准销和从动
销之间的倾斜度校正贴片位置。
※注
设置在跟踪过程示教时,是否要使用 HOD 的 WINDOW 键放大数字。
3
数字放大
示教时进行数字放大
在示教中使用 HOD 的 WINDOW 键放大数字。
已设置「示教时进行放大数字」后,再设置是否要放大4倍。
4
数字放大
使用4倍放大
数字放大 4 倍显示。
设置是否在吸取位置上执行自动示教。
5
自动示教
吸取位置上执行自动示教
在吸取位置上自动示教。
在选中「吸取位置上执行自动示教」的情况下,还可设置检查能同时
吸取的范围
6
自动示教
检测能同时吸取范围
检查能同时吸取的范围。
在选中「吸取位置上执行自动示教」的情况下,还可设置执行/取消
自动示教吸取高度
7
自动示教
取消吸取高度的自动示教
取消自动示教吸取高度。
※注:在机器设置中,只有正确的输入基准销和从动销的坐标,才能正确地进行校正。
第2部 功能详细编 第7章 操作选项
7-4
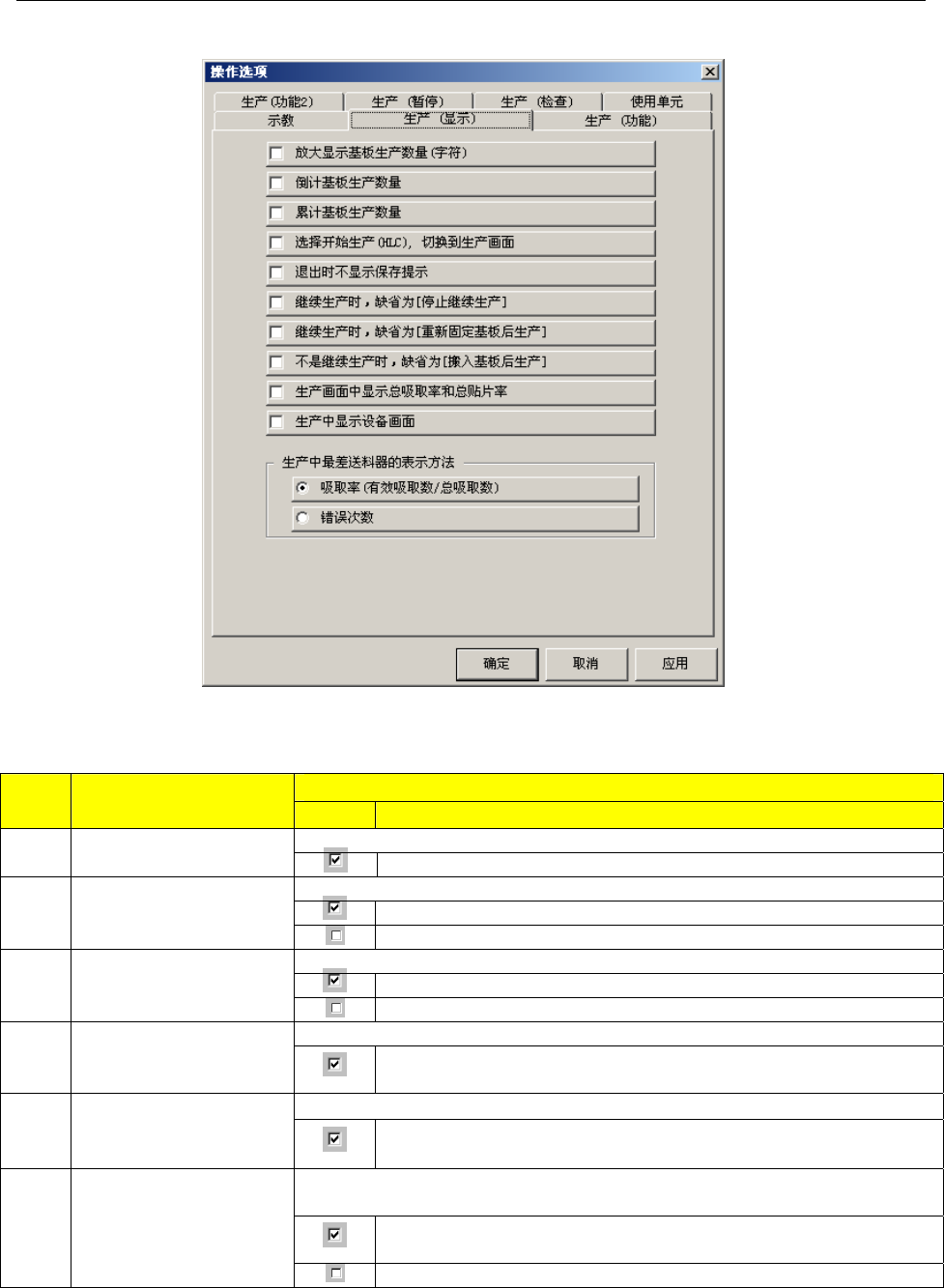
7-2-2 生产(显示)
设置生产时的画面显示等。
图 7-2-2 生产时的显示选项
表 7-2-2 生产时显示选项设置项目的细节和内容
内容
序号. 项目
状态 动作及详细内容
设置是否用大写来显示生产运行中的基板数量。
1
放大显示基板生产数量
用大写来显示生产运行中已生产的基板数量。
设置剩余生产基板数量的显示方法。
显示剩余的预计生产数量。
2
倒计基板生产数量
显示实际生产数量。
设置生产基板数量的更新方法。
不清除生产管理信息时,为实际生产的累计数量。(显示总数量)
3
累计基板生产数量
按<START>开关后,实际数量在清除为零。
设置在 HLC 开始生产时自动切换画面。
4
选择开始生产(HLC),切
换到生产画面
在初始(桌面)状态开始 HLC 基板生产时,下载 HLC 生产程序数据
完成后,自动切换为生产条件(基板生产)画面。
设置退出生产条件画面时,是否显示保存生产程序的提示。
5
退出时不显示保存提示
退出生产画面时,不显示保存生产程序的提示。
此时,生产程序不被自动保存。
对生产中停止后再按<START>重起时的生产开始前处理画面(有继续生产文
件时)上,是显示 “继续生产”还是“不继续生产” 设置默认值。
生产中停止后按<START>重起时在“继续生产”、“不继续生产”两
者中,设置默认值为“不继续生产”。
6
继续生产时,缺省为「停
止继续生产」
设置为“继续生产”。
第2部 功能详细编 第7章 操作选项
7-5
设置生产开始前画面上显示有继续生产文件时的初始生产操作默认值:是
“基板送入后生产”、还是“重新固定基板后生产”。
当生产中停止、按<START>重起时,画面上显示 “搬入基板后生产”、
“重新固定基板后生产”2 个项目。默认值设置为执行“重新固定
基板后生产”。
7
继续生产时,缺省为「重
新固定基板后生产」
执行“搬入基板后生产”。
当生产开始前的对话框显示的不是继续生产,而是可选择初始生产动作
( [搬入基板后生产],或[重新固定基板后生产])时,可设置默认值。
执行[搬入基板后生产]。
8
不是继续生产时,缺省为
「搬入基板后生产」
执行[重新固定基板后生产]。
设置是否在生产中画面上显示 [总吸取率] 和 [总贴装率]。
显示 [总吸取率] 和 [总贴装率] 。
9
生产画面中显示总吸取
率和总贴装率
不显示 [总吸取率] 和 [总贴装率] 。
设置在生产过程中显示设备状态画面。
显示生产设备状态画面。
10
生产中显示设备画面
不显示生产设备状态画面。
设置生产执行时最差送料器在画面上的显示方法。 生产中最差送料器的表
示方法 吸取率
(有效吸取数 / 总吸取
数)
根据 有效吸取数 / 总吸取数 计算出吸取率,显示吸取率最差的
三个送料器。
11
生产中最差送料器的表
示方法 错误次数
根据吸取出错的总数,显示最差的三个送料器。