AX中文操作手册.pdf - 第42页
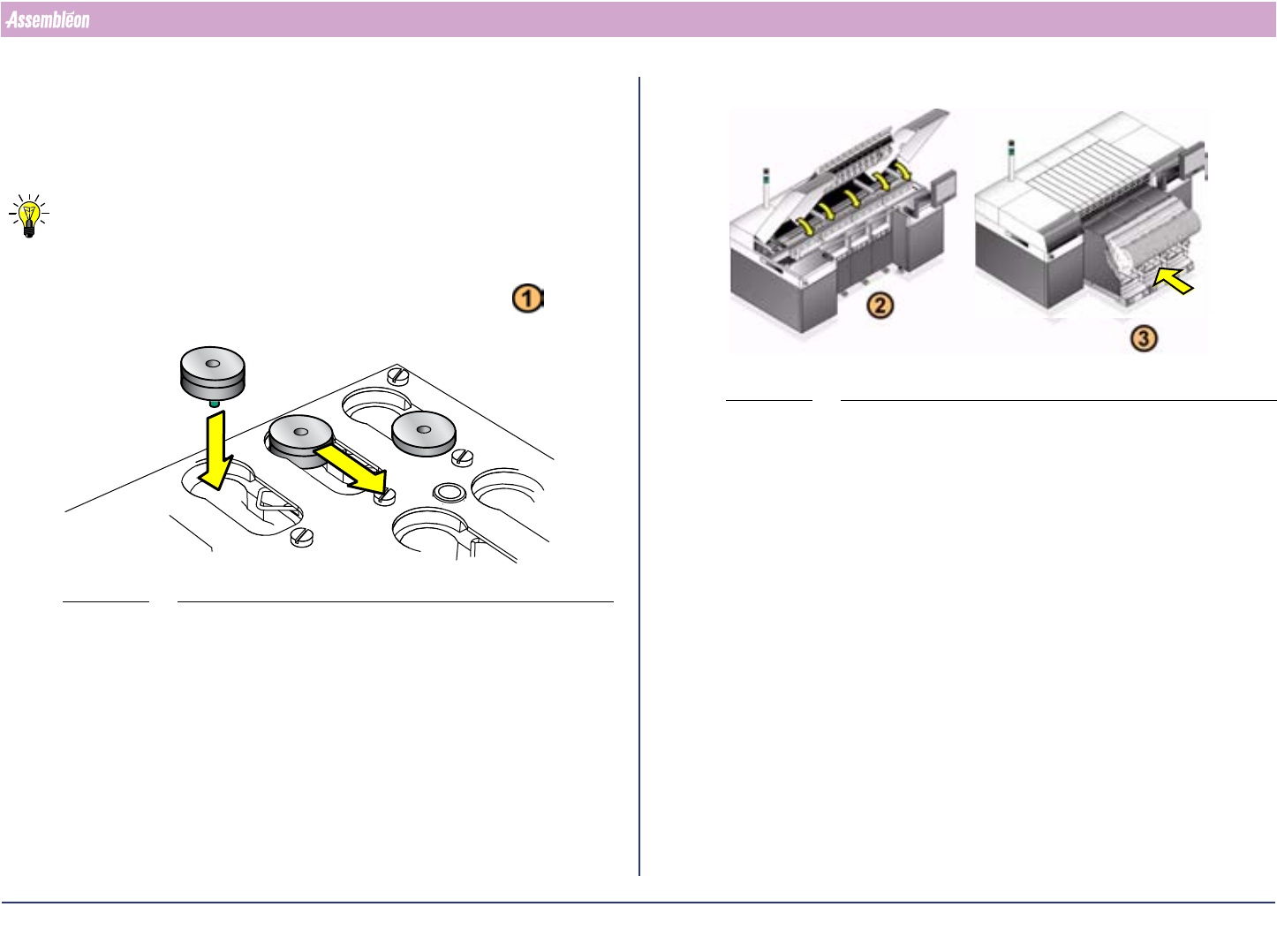
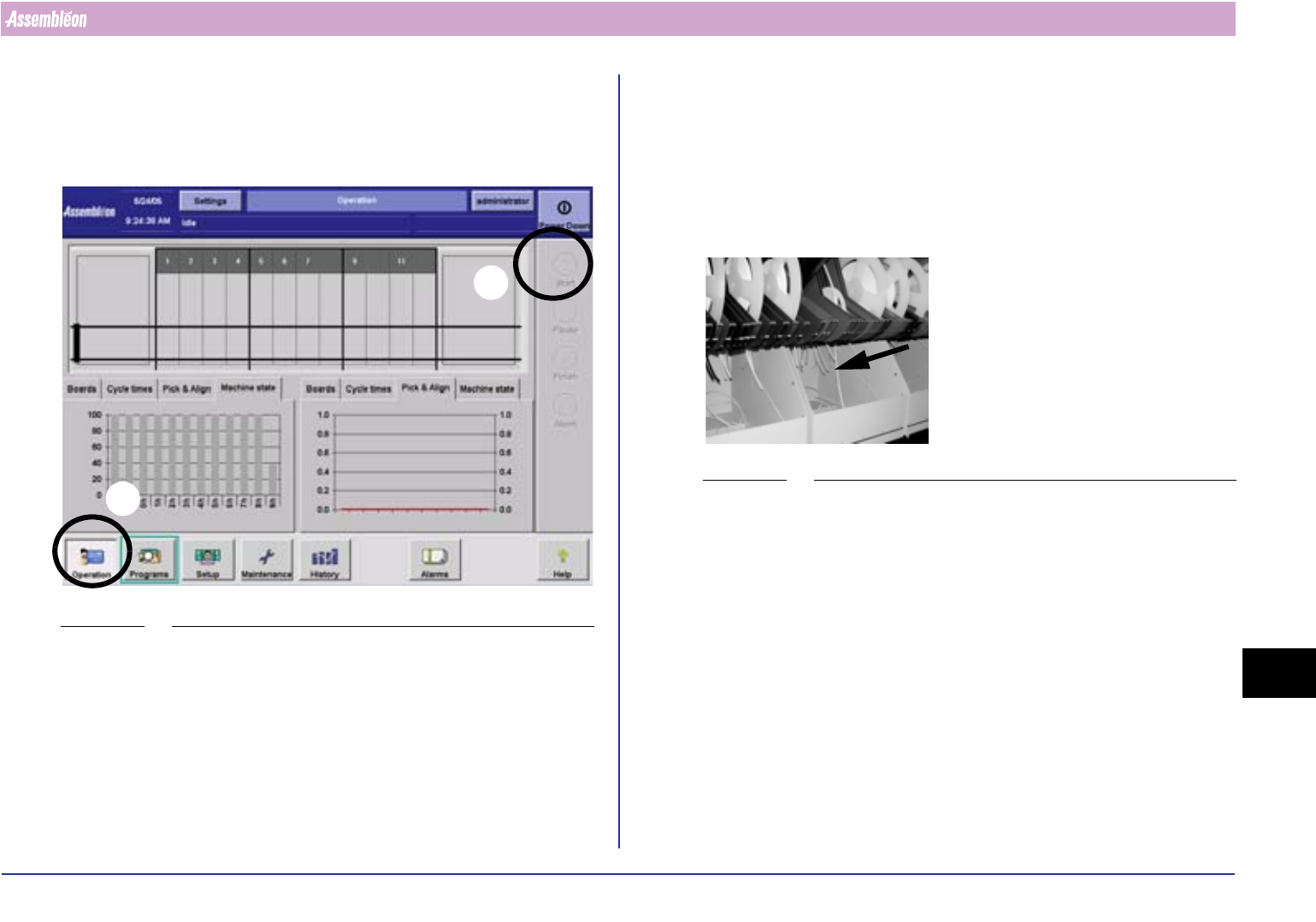
4022 593 50071 操作手册 05.01 AX 系列 42 选择新程序 8.6 吸嘴检查 检查吸嘴更换单元的相应位置是否有生产所需的吸嘴。 1. 放入缺少的吸嘴。 注意 : 如有必要,请使用凳子来防止 不完全的工作负载。 图 44 将 吸嘴放入吸嘴更换单元 2. 关闭进板和出板装置盖,并降低贴片模组。 3. 安装供料器料车。 图 45 安 装供料器料车
4022 593 50071 操作手册
05.01 AX 系列 41
选择新程序
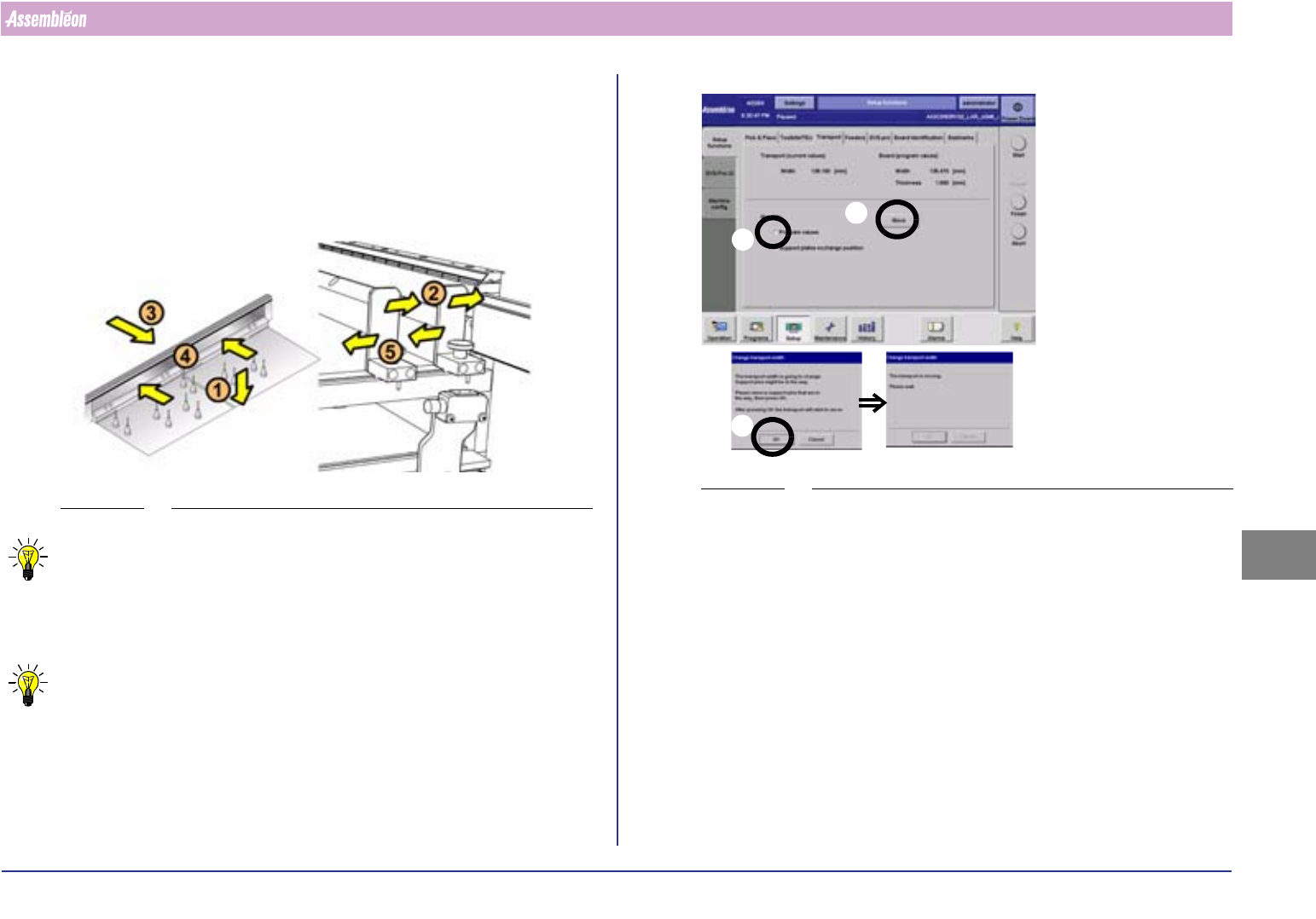
8.5 安装支承板
图 42 安装基板支承板
注意 :
如有必要,请使用凳子来防止不完全的工作负载。
1. 将准备好的支承板按照正确的顺序安装在传送梁上。
注意 :
不要移动支承板上的销
2. 松开停止器,向前传送轨道滑动。
3. 将后传送轨道移动到 “基板宽度”的位置。
图 43 基板宽度设置
• 选择 “程序值” (a),然后选择 “移动” (b)。
• 检查传送器是否可以自由移动,并进行确认 (c)。
• 等待后传送轨道移动完毕。
4. 一定要重新放置基板支承条,将其靠在后传送轨道上。
5. 将 “新”基板推入进板装置,检查停止器沿基板方向平
均的传送器宽度和位置。
6. 检查低速传感器的位置。
c
b
a
8