YS24_Mainte_C.pdf - 第67页
3-6 3 1.3 检查传送部传感器的状态与动作 本机传送部使用的是穿透型光纤传感器。发射光与接受光传感器之间的距离随传送宽度的变化而变化,传感器接 受光的状态也随之变化。本机具有“传感器调整功能” ,可以记录调节传送宽度之后的传感器接受光的状态并自动 写入传感器的界限值。 通过定期调节传送宽度,可以检查传送部传感器的感应是否正常, “传感器调节功能”是否正常运行。 检查传送部传感器的状态与动作 发射光 接受光 55305-L2-10 …
3-6
3
1.3 检查传送部传感器的状态与动作
本机传送部使用的是穿透型光纤传感器。发射光与接受光传感器之间的距离随传送宽度的变化而变化,传感器接
受光的状态也随之变化。本机具有“传感器调整功能”,可以记录调节传送宽度之后的传感器接受光的状态并自动
写入传感器的界限值。
通过定期调节传送宽度,可以检查传送部传感器的感应是否正常,“传感器调节功能”是否正常运行。
检查传送部传感器的状态与动作
发射光
接受光
55305-L2-10
1
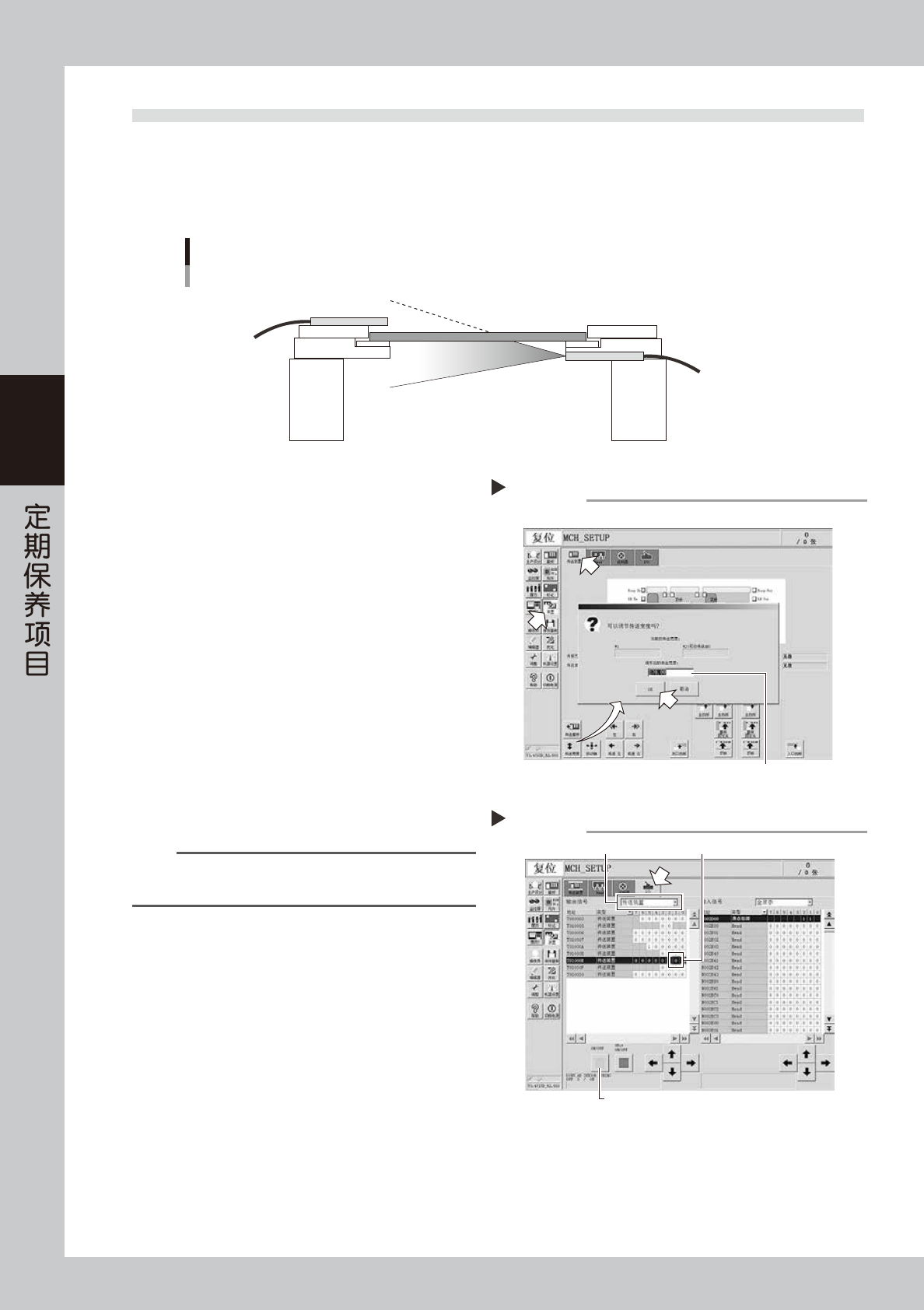
打开 [ 装置 ]-“传送装置”画面。
2
按 [ 传送宽度 ] 按钮,调节传送宽度。
显示调节传送宽度的对话框之后,输入任意的传送
宽度,按 [OK] 按钮。传送宽度变为指定的宽度。
3
确认是否报错。
传送宽度变为指定的宽度之后,若没有显示错误警
告,就说明传感器的感应正常。检查作业到此结束。
若显示了错误警告,需继续进入 Step4 调整传感器。
56300-L2-00
4
调整传感器。
1. 打开 [ 装置 ] -“I/O”画面。
2. 从“输出信号”下拉框中选择“传送装置”。
3. 选择地址 (T01000E,1)“CONV SENSOR
TUNING ( 调节传送装置的传感器 )”。
n
要点
双轨贴片机中,“T01000E,1”为轨道 1 用的传感器 ;
“T01000E,3”为轨道 2 用的传感器。
4. 按 [ON/OFF] 按钮,切换
0(OFF) → 1(ON) → 0(OFF) 进行调节。
56301-L2-00
5
再次确认是否报错。
再次调节传送宽度,确认不再显示错误警告。
6
检查传感器周围。
若仍然显示错误警告,可能传感器周围接受光的状
态不佳或传感器 ( 放大器 ) 故障、光纤断裂。此时,
需先清除传感器部的脏污或尘屑之后,再次按照
Step4 的步骤调整传感器。
检查传送部传感器的感应是否正常
Step 1-2
<以双段传送台机型画面为例>
输入传送宽度
调整传送部的传感器
2
3
4
Step 4
3-7
3
1.4 检查基板固定夹的状态与动作
1.4.1 基板夹固状态的检查
除了切换生产品种时需检查基板的夹固状态之外,即使没有切换生产品种也需要 1 周检查 1 次基板的夹固状态。
1.夹固之后,基板无松动。
2.夹固之后,基板压板与基板之间无间隙。
3.夹固之后,传送轨面与基板面无高低之差。
4.基板固定夹夹固、松开的动作顺畅。
55306-L2-00
n
要点
上述 1 〜 3 的检查结果为不良时,请确认基板压板与顶针的
数量与位置是否适当。若基板压板的固定螺丝有松动,请拧
紧固定。4 的检查结果为不良时,请按照下述“1.4.2 基板夹
固动作的检查”检查基板固定夹的动作。
1.4.2 基板夹固动作的检查
1
e
进行作业前的准备。
1. 按紧急停机按钮之后,打开贴片机的正面机盖。
2. 使用一次性换料车的机型,为便于操作,需将
料车从贴片机上拆下。
2
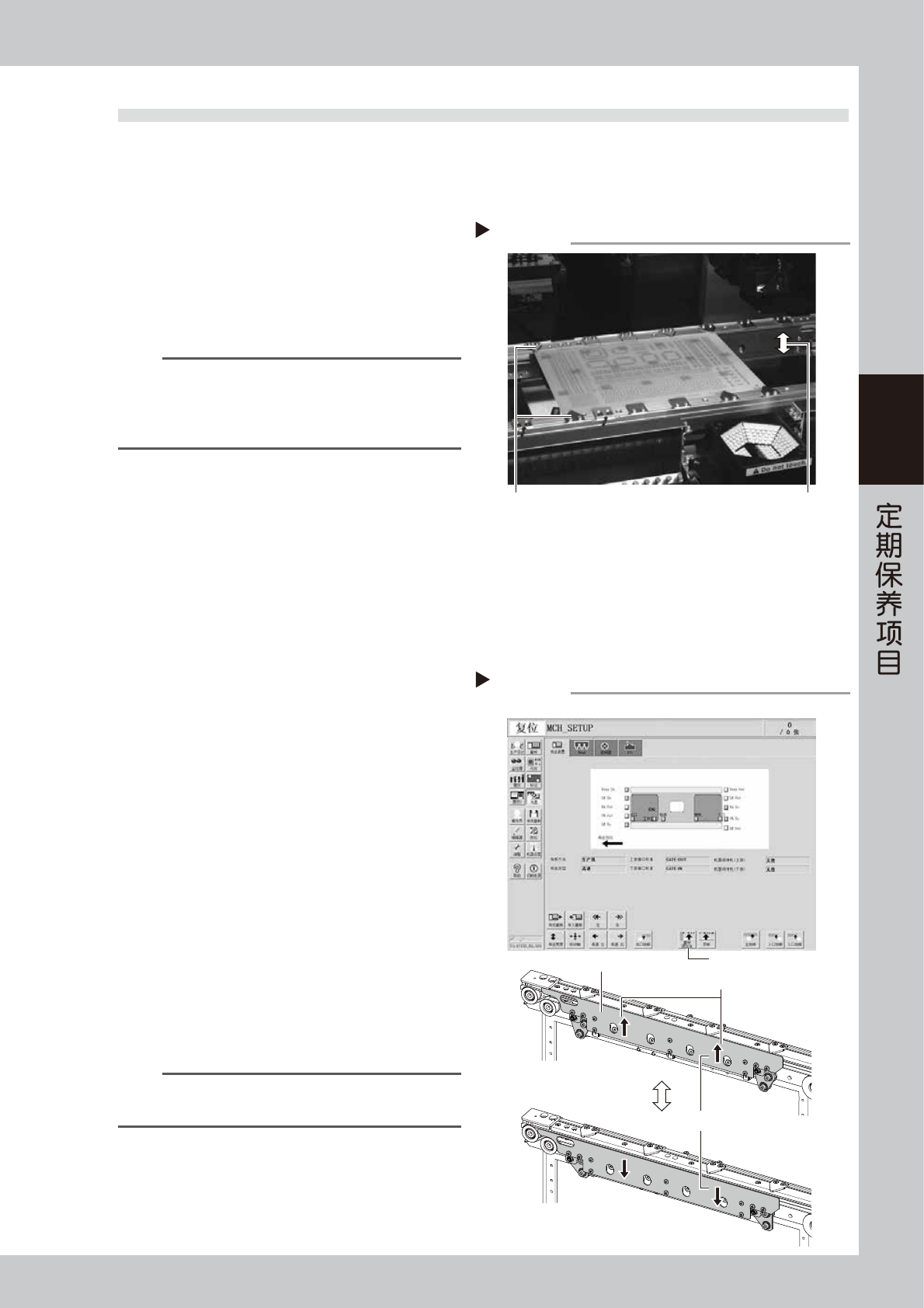
使基板固定夹上升。
1. 在传送轨上没有基板的状态下,按 [ 装置 ]
-“传送装置”画面的 [ 基板固定夹 ] 按钮。
2. 目视检查基板固定夹无倾斜,顺利上升。
56302-L2-10
3
使基板固定夹下降。
1. 再次按 [ 基板固定夹 ] 按钮,使基板固定夹下降。
2. 目视检查基板固定夹无倾斜,顺利下降。
4
反复夹固、松开动作。
反复进行上述 Step2、3 的操作,使基板固定夹上升、
下降,确认夹固、松开动作稳定。
n
要点
若基板固定夹的夹固、松开动作不良,请与销售代理商或本
公司联系。
检查夹固状态
与基板压板之间无间隙。
夹固时,确认无高低之差。
通过夹固、松开进行检查。
检查夹固动作
Step 2-4
<以单轨机型画面为例>
[基板固定夹]按钮
基板固定夹
顺利上升、下降
左右无倾斜