YS12维护.pdf - 第53页
3-5 3 1.3 确认基板固定夹的状态·动作 1.3.1 基板固定夹状态的确认 按照以下项目,确认基板固定夹的状态。 1. 夹固后,基板无松动。 2. 夹固后,基板压板和基板之间无间隙。 3. 夹固后,传送导轨上表面和基板面无高低之差。 4. 基板固定夹装置动作顺畅。 1.3.2 基板固定夹动作的确认 1 选择 「装置」 画面的 「传送装置」 选项卡。 2 按 [ 传送宽度 ] 按钮,输入基板宽度。 显示更改传送宽度的对话…
3-4
3
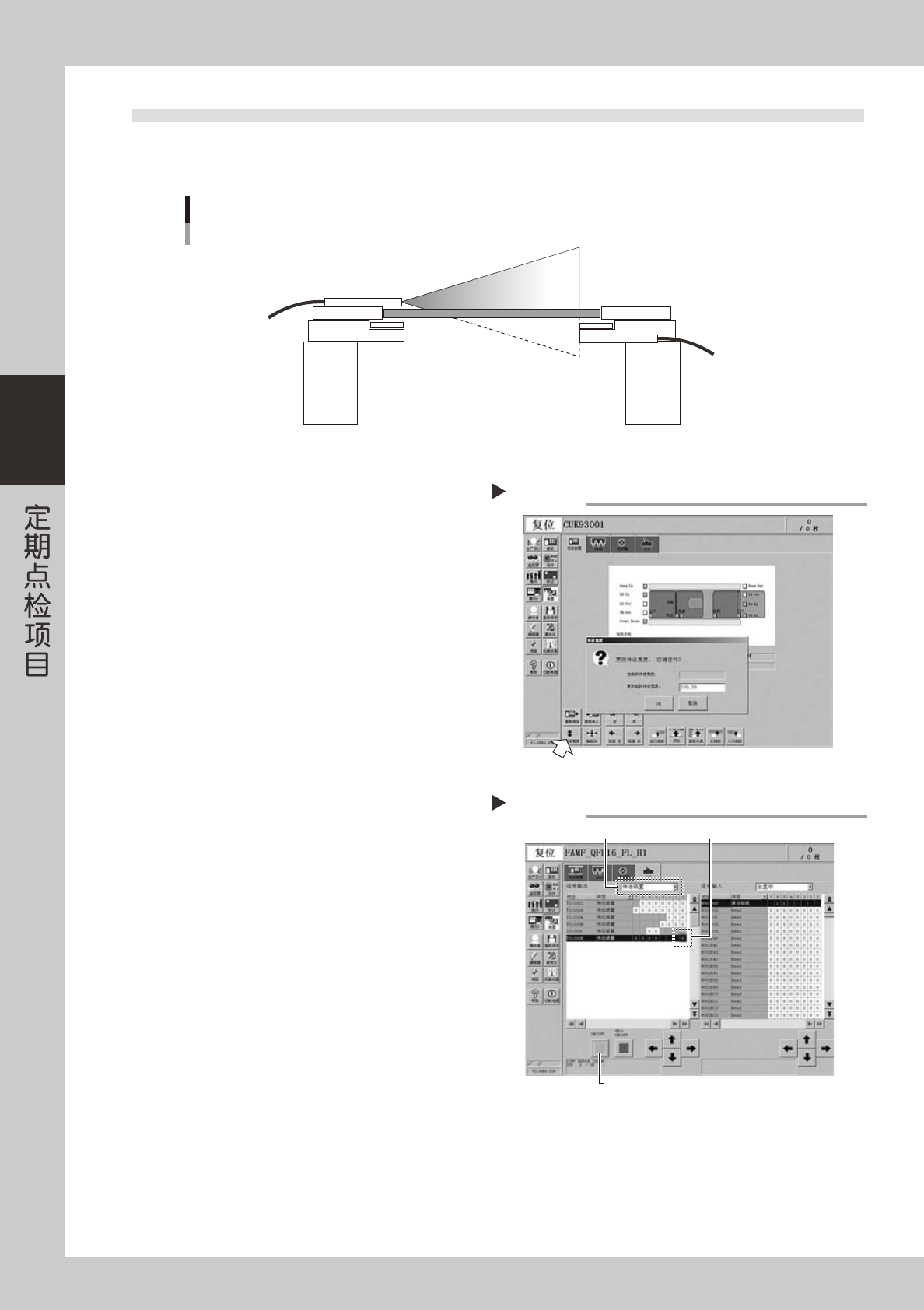
1.2 确认传送装置传感器的状态·动作
本机传送装置使用穿透型光纤传感器。
更改传送宽度后,必须确认传感器仍然可以正常感应。
确认传送装置传感器的状态、动作
发射光
接受光
55353-L5-00
1
选择「装置」画面的「传送装置」选项卡。
2
按 [ 传送宽度 ] 按钮,更改传送宽度。
显示更改传送宽度的对话框后,输入传送宽度,
按 [OK] 按钮。传送宽度更改为指定的宽度。
3
确认是否出现错误。
更改传送宽度时,如没有显示错误提示,表示传送
装置传感器可以正常感应。确认作业到此结束。
如显示了错误提示,必须按照下列步骤调节传感器。
56301-L5-00
■ 传送装置传感器的调节方法
如更改传送宽度时发生了错误,必须确认传感器的发射
光状态。
1.打开 [ 装置 ]-「I/O」选项卡。
2.从信号输出下拉框选择「传送装置」。
3.选择「传送装置传感器调节」(T01000E0)。
4.按 [ON/OFF] 按钮,切换 0(OFF) → 1(ON) → 0(OFF),
实施调节。
5.再次按 [ 传送宽度 ] 按钮,更改传送宽度,如不再
显示错误提示,表示传感器正常。
56302-L5-00
传送装置传感器的确认
Step 1-3
传送装置传感器的调节
2
3
4
3-5
3
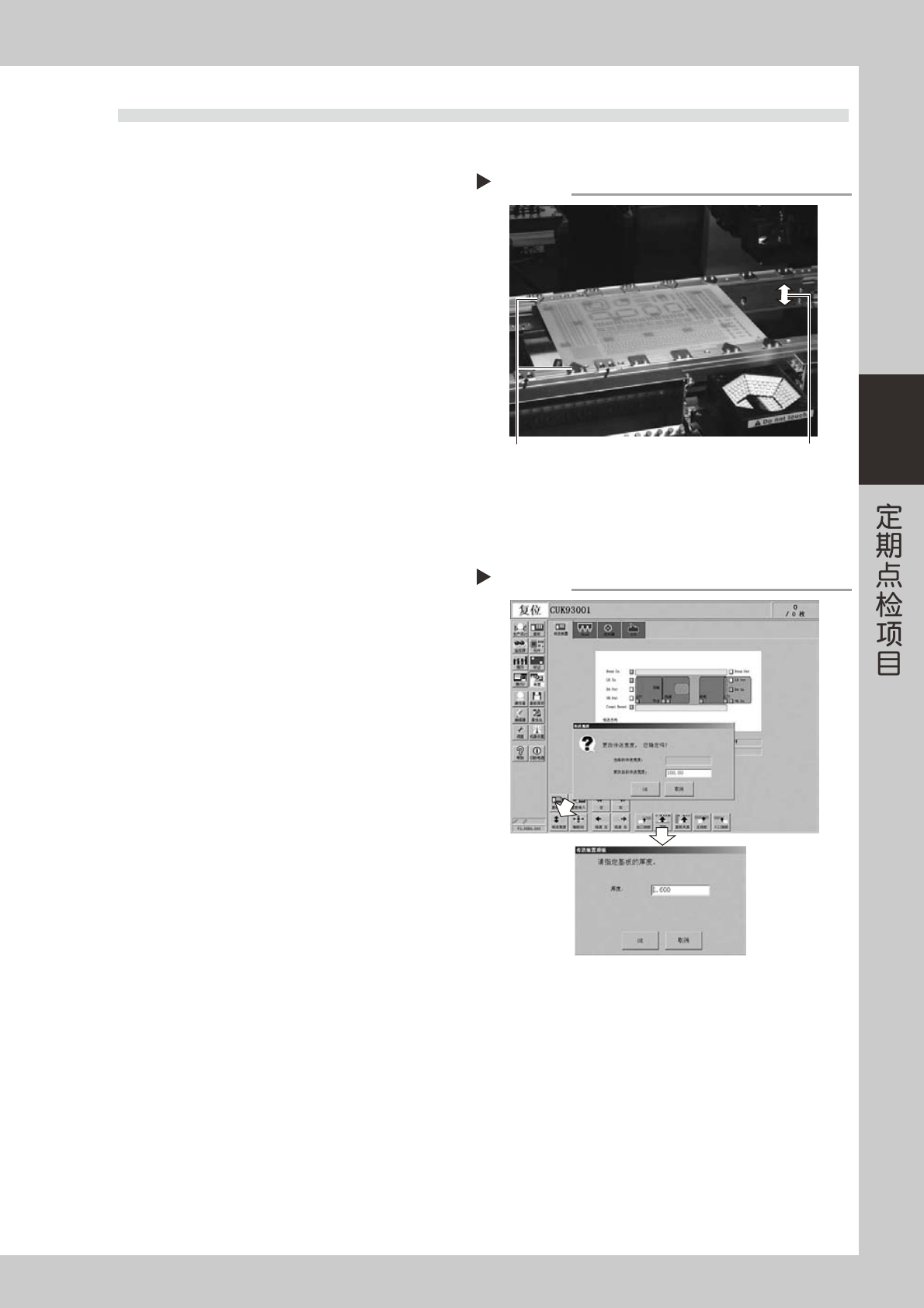
1.3 确认基板固定夹的状态·动作
1.3.1 基板固定夹状态的确认
按照以下项目,确认基板固定夹的状态。
1.夹固后,基板无松动。
2.夹固后,基板压板和基板之间无间隙。
3.夹固后,传送导轨上表面和基板面无高低之差。
4.基板固定夹装置动作顺畅。
1.3.2 基板固定夹动作的确认
1
选择「装置」画面的「传送装置」选项卡。
2
按 [ 传送宽度 ] 按钮,输入基板宽度。
显示更改传送宽度的对话框后,输入传送宽度,
按 [OK] 按钮。传送宽度更改为指定的宽度。
3
输入基板厚度。
按 [ 顶板 ] 按钮,显示指定基板厚度的对话框。
在「厚度」栏输入基板厚度后按 [OK] 按钮。
4
按 [ 基板固定夹 ] 按钮,夹固基板。
5
再次按 [ 基板固定夹 ] 按钮,松开基板。
56309-L5-00
重复操作“Step4、5”的基板夹固、松开,确认动作
是否稳定。
确认固定夹状态
与基板压板无间隙。
夹固时,确认无高低之差。
执行夹固、松开动作,进行确认。
确认动作
Step 2-5
3-6
3
2.每月或隔月
本节以点检后的清洁及加油为中心作具体说明。
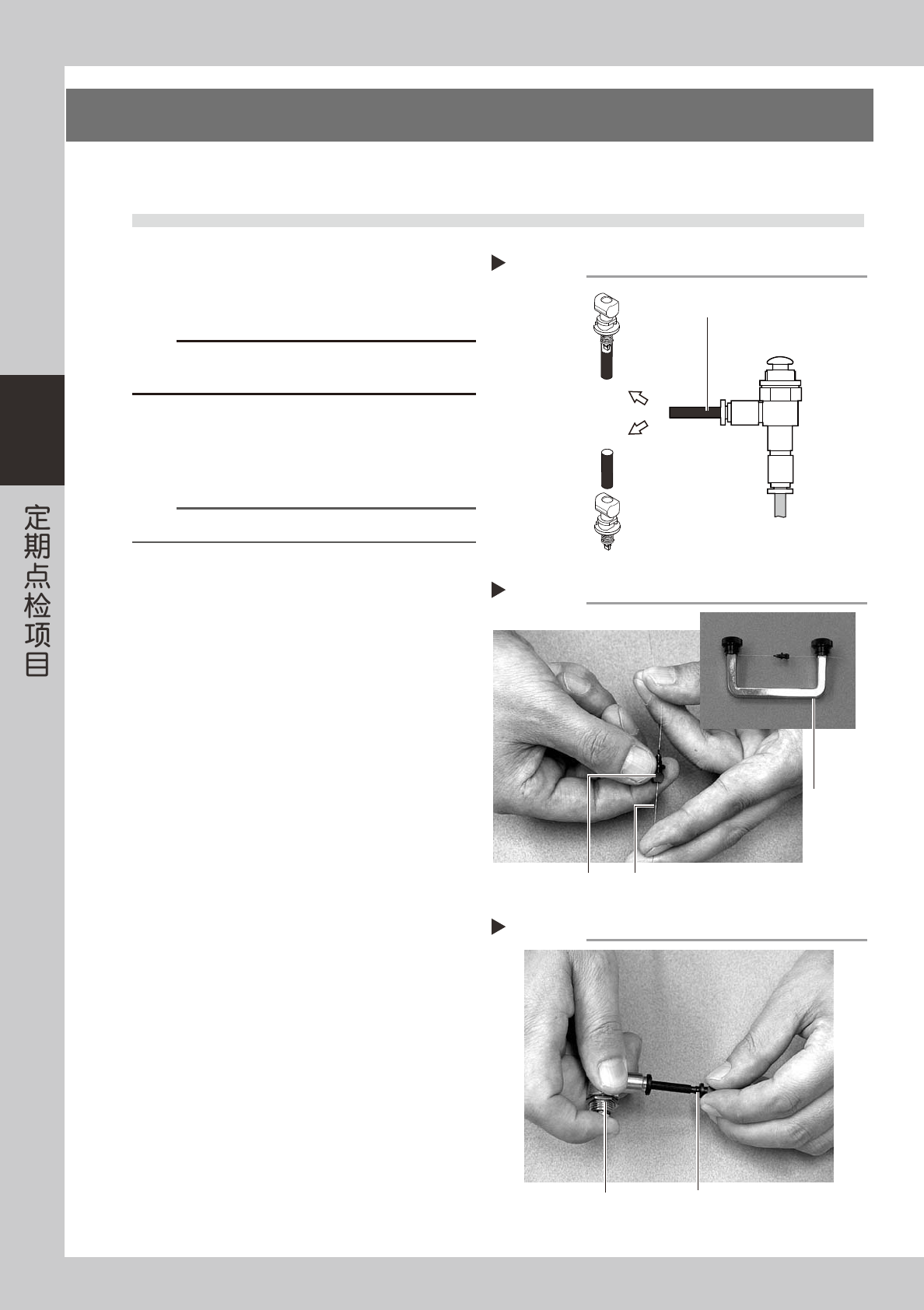
2.1 吸嘴空气通道的清洁
e
1
拆下吸嘴。
按下紧急停机按钮,取出吸嘴。为了安全作业,必
须使机器处于紧急停机状态。
c
注意
配备吸嘴交换站 ( 选配 ) 的贴片机,务必将取出的吸嘴放回
吸嘴交换站。
2
进行喷气排屑。
用气枪从吸嘴两端吹除吸嘴内部的尘屑。
55310-L5-00
n
要点
脏污严重时,实施下述 Step3、4。
3
清洁吸嘴孔。
用清洁吸嘴用钢丝清洁吸嘴孔。如右图所示,用手
指夹住钢丝或用专用把手固定钢丝后,转动吸嘴清
洁吸嘴孔。
55311-L5-00
4
进行喷气排屑。
取出清洁吸嘴用钢丝把手,与 Step2 相同用气枪吹
除吸嘴内部的尘屑。
55312-L5-00
继续进行回弹部的点检与清洁。(参阅本章「1.1.1 回
弹部的点检和清洁」)
气排屑
Step 2
插入吸嘴前端喷气
输气管(黑)
气枪
(选件)
输气管(橙色)
通向供气部
从吸嘴安装侧喷气
吸嘴孔的清洁
Step 3
专用把手
(选项装置)
吸嘴 清洁吸嘴用钢丝
气排屑
Step 4
吸嘴
气枪
(选件)