Viscom_Article_Manual_X-ray_Inspection_for_medium_sized_EMS_OEM_en.pdf
Benefits of Man ual X-Ray Inspect ion for Medium-Sized EMS a nd OEM suppliers Zero-defect strateg ies and increased demands on the prod uction of assembl ies are making quality assurance in ele ctronics pr oduction incre…
Benefits of Manual X-Ray Inspection for Medium-Sized EMS and OEM
suppliers
Zero-defect strategies and increased demands on the production of assemblies are making quality
assurance in electronics production increasingly important. Continous miniaturization of
components, ever higher packing densities and the associated hard-to-view assembly areas, as
well as the increased use of components such as BGAs, QFNs and QFPs, pose a considerable
challenge when it comes to high-precision quality control.
Under these inspection conditions AOI systems are pushed to their limits. X-ray systems represent a
major but vital investment for small and medium-sized companies. They make particular sense when
the systems can be integrated into a wide variety of processes. This is the reason why flexible,
universal X-ray systems are becoming a necessity for many electronics manufacturers. These X-ray
systems can be used in both manual (MXI) and fully automated (AXI) mode to perform non-
destructive testing of printed circuit boards, components and assemblies. Being versatile they can
achieve a higher utilization.
Useful From a Batch Size of 1
The range of applications for these X-ray systems includes not only inspection of serial assemblies,
but also random sample inspection. Electronic manufacturers also find these systems very useful for
evaluating field returns. X-ray systems can be used to test die bonds, BGAs and flip chips and voids in
surface soldering. Misalignment of bonding wires within an encapsulated component, which can be
caused by the intrusion of casting compound, can also be documented using X-ray inspection. X-ray
systems can also inspect THT solder joints, positioning of wedge bonds as well as unpopulated,
multilayer printed circuit boards. Ceramic substrates as well as classic FR4 printed circuit boards can
also be subjected to X-ray quality control. The same applies to plastics, weld seams, composite
materials, etc. Final assembly inspection must not be overlooked, nor measurement of electrical and
mechanical end components, such as circuit breakers for the automotive industry. In this case,
distances, positions or dimensions can be analyzed and tracked.
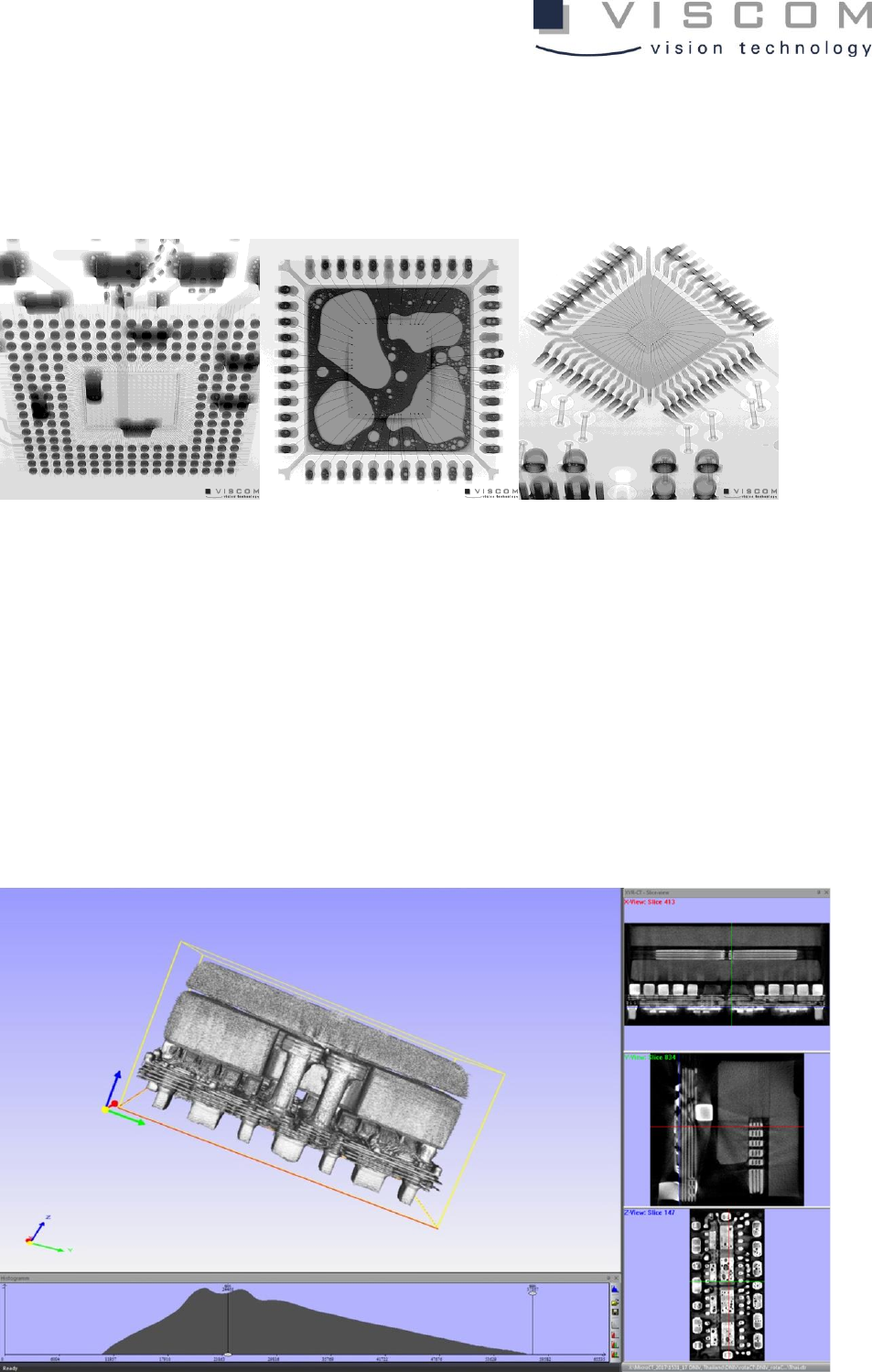
3D Reconstructions Using CT
Viscom offers its X8011-II and X8068 systems for these versatile tasks. Electronics manufacturers can
perform both manual and automated inspection processes with these X-ray systems. The X-ray
machines can be used as an offline solution. Inspection results from manual mode are stored using
the live tools. Availability of automatic X-ray analysis and manual or semi-automatic inspection
means that the X8011-II PCB and X8068 offer operators a high degree of flexibility. Viscom software
is specially developed for SMT production enabling fully automatic analysis as well as intuitive,
comprehensive analysis function, which helps the operator to check inspection objects easily and
precisely. 3D reconstruction is also possible with Viscom’s proprietary XVR computer tomography
(CT). This means defects can be detected, volumes reconstructed, and structures measured in real
units of measurement. Thereby individual layered or sectional images can be created. The optional
CT method is used in particular for prototype evaluation, reverse engineering and series production.

From manual inspection of individual components and assemblies through fully automatic inspection
of large and heavy printed circuit boards with a diameter of 722 mm (28.4") and a weight of up to 15
kg (33 lbs), Viscom’s X8068 system covers the entire inspection portfolio for electronics production.
Excellent image results are particularly important here. This is made possible using open microfocus
transmission tubes. Viscom develops and manufactures these in its own modern X-ray competence
center.
High-resolution digital flat panel detectors are used for the highest magnifications and optimum
image quality for evaluation of X-ray images. The modular Viscom system concept offers practically
every individual user optimum inspection possibilities. The X8011-II PCB system by Viscom provides
flexible exchangeable modules to inspect a wide variety of inspection objects. In addition to an
object stage, Viscom offers a 360° rotation module and a motorized rotation and tilt axis. These tools
enable the inspection object to be placed in various angular positions to gain a better insight into
areas to be tested. The individual modules can be easily exchanged during operation and are pre-
calibrated, which eliminates the need for time-consuming calibration after the exchange. The
detector can be tilted up to 60 degrees.
Test Results are Comprehensively Documented
Documentation of the results is just as important
as the actual inspection, especially if the
inspection is undertaken as part of the
investigation of a field return. The aim should be
to quickly and automatically generate test
reports for the customer in a format that
presents the results to the customer quickly and
easily. The test reports should also be easy to
compare. This is particularly important in the
development or prototyping phase, where
inspections check individual development steps
and influence subsequent implementations.
Standardized reports are helpful when it comes
to understanding results and the easy
interpretation of new development steps.
Viscom offers ReportCreator for fast and easy
creation of these inspection reports. The
operator defines the report settings, i.e. the
display of inspection results, and saves them as a
reusable template for their customers. Customer
information such as logos and addresses can also
be stored in addition to the test results.
The reports can consist of a cover sheet, the table of contents, overview screens with result markers,
summaries of the test results in table form, and a detailed presentation of the results with analysis
steps, image acquisition parameters and comments. The actual test results can be filtered by manual
or automatic, good or bad results. Each inspection object can also be assigned to individual test items
using barcodes or DMC. This means detailed documentation can be created for sampling and for field