松下PT200编程_147D2.pdf - 第87页
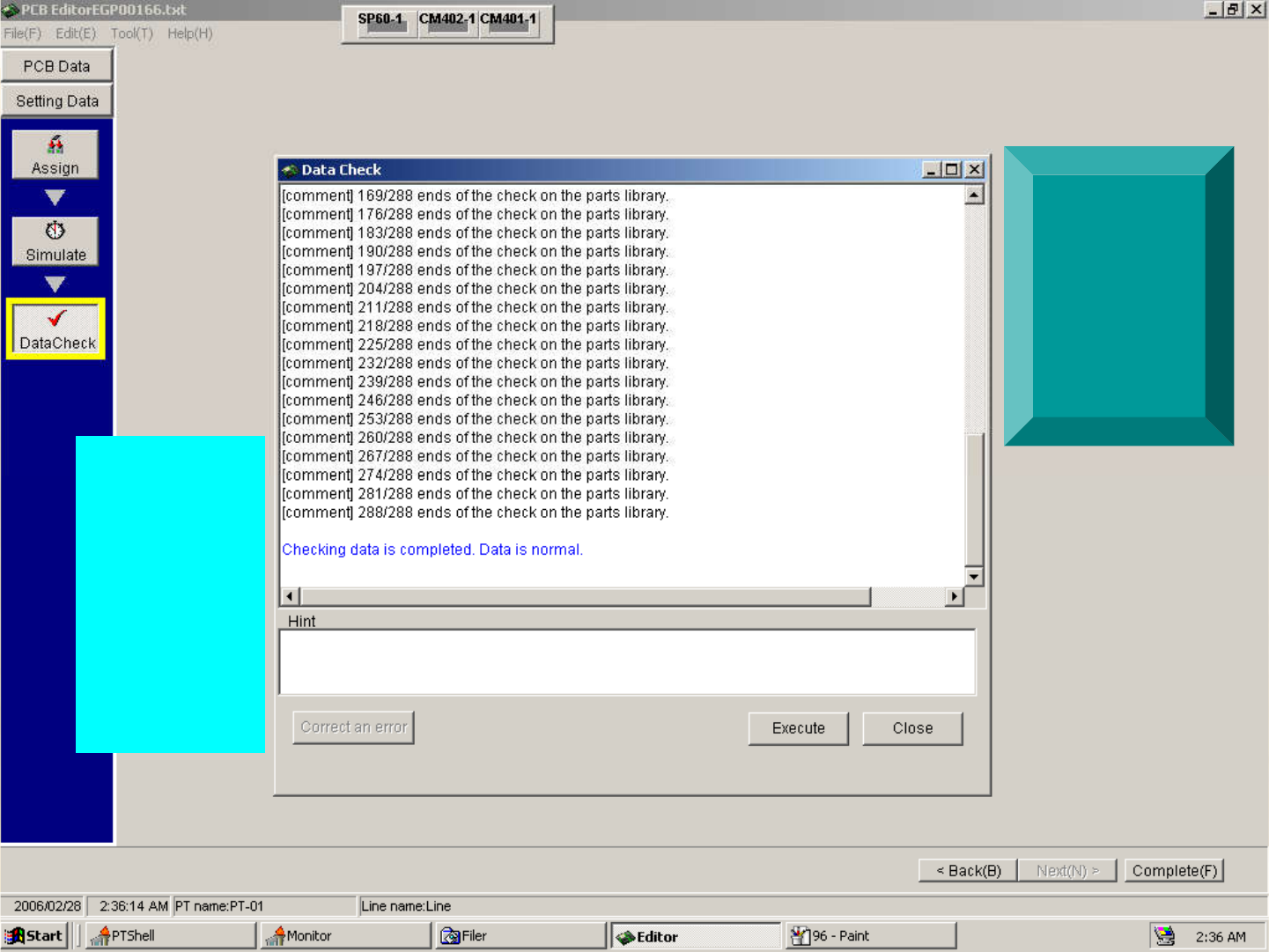
程式确認优 程式确認优 化合理后 化合理后 . . 進 進 行下一 行下一 步 步 .DataChec .DataChec k k 對程序糾錯 對程序糾錯 . . 若無問題程 若無問題程 序已經大体 序已經大体 完成 完成 对程式进行手工 对程式进行手工 优化后,点击 优化后,点击 优化后 , 点击 优化后 , 点击 Simulate Simulate 计算所 计算所 用的时间,如果 用的时间,如果 时间减少,达到 时间减少,达到 标准…
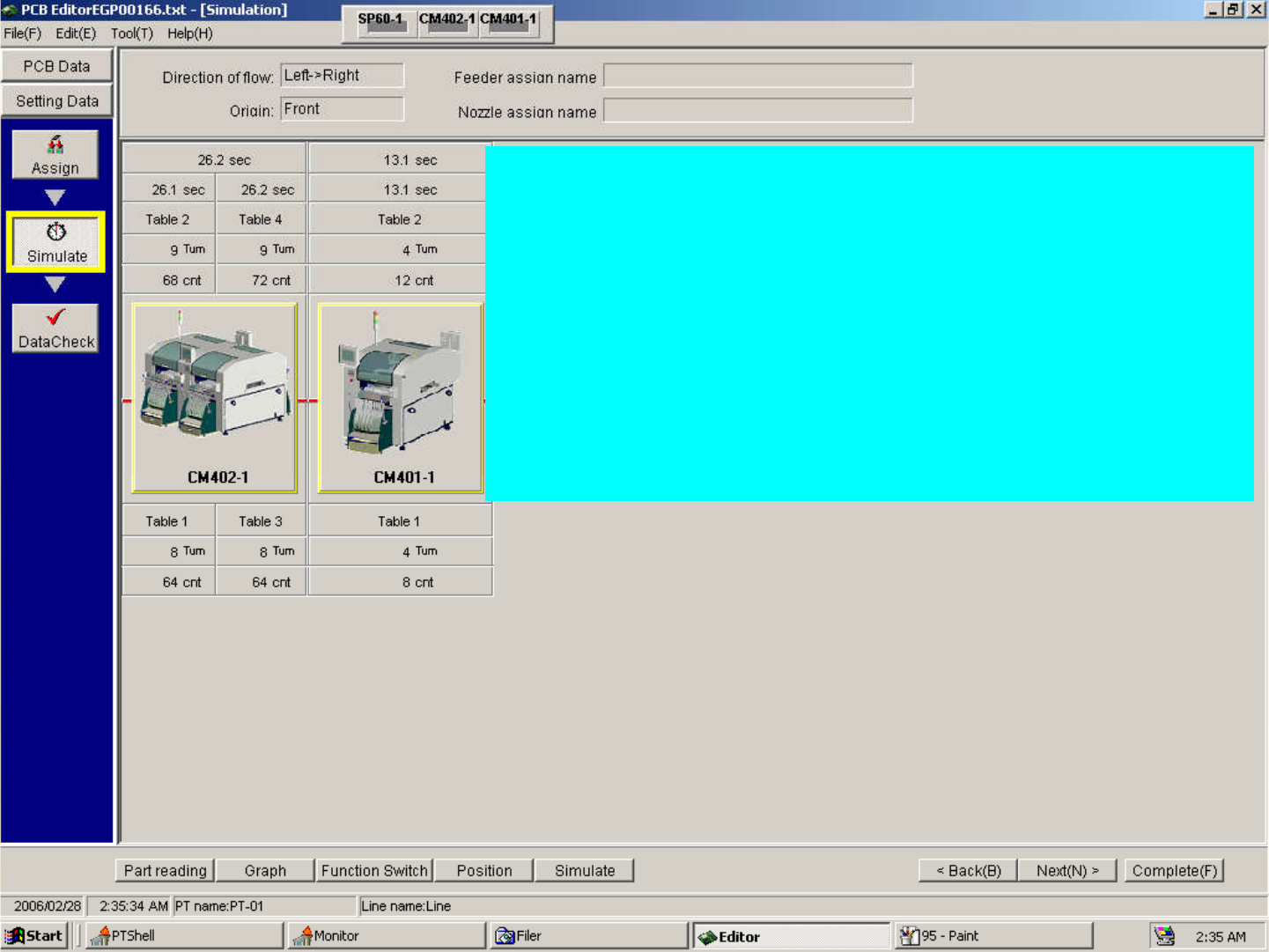
此图为CM402.CM401优化后的效果图此图为CM402.CM401优化后的效果图
11
各个各个
TBLTBL
的贴装点数尽量相等的贴装点数尽量相等 。。
2 2
各头部吸料来回次数尽量相等各头部吸料来回次数尽量相等 。。
3 3
使用相同使用相同
NOZZLENOZZLE
的部品材料应放在同一的部品材料应放在同一
TBLTBL
上。上。
4 4
使用双边料架只上单边的材料时应上在同一边使用双边料架只上单边的材料时应上在同一边
((
左边或右边左边或右边
),),
这样这样
NOZZLENOZZLE
可以同时吸料。可以同时吸料。
5 5
各各
TBLTBL
材料位置的编排应放在离材料位置的编排应放在离
Line CameraLine Camera
距离最近的位置距离最近的位置
77——2020
号站位之间,号站位之间,
减少头部吸料的行程,节约时间。减少头部吸料的行程,节约时间。
6 6
大部品元件应放在大部品元件应放在
TBL3 TBL3
、、
TBL4TBL4
贴装贴装
,,
若放在若放在
TBL3 TBL3
、、
TBL4TBL4
贴装贴装
,,
因设备搬送速因设备搬送速
度快、大部品惯性大易造成移位度快、大部品惯性大易造成移位
度快
、
大部品惯性大易造成移位度快
、
大部品惯性大易造成移位
程式确認优程式确認优
化合理后化合理后
..
進進
行下一行下一
步步
.DataChec.DataChec
kk
對程序糾錯對程序糾錯
..
若無問題程若無問題程
序已經大体序已經大体
完成完成
对程式进行手工对程式进行手工
优化后,点击优化后,点击
优化后
,
点击优化后
,
点击
SimulateSimulate
计算所计算所
用的时间,如果用的时间,如果
时间减少,达到时间减少,达到
标准。便点击标准。便点击
Data CheckData Check
对程对程
式纠错,如果未式纠错,如果未
发生错误信息,发生错误信息,
退出保存。程序退出保存。程序
现在已经现在已经
Complete Complete
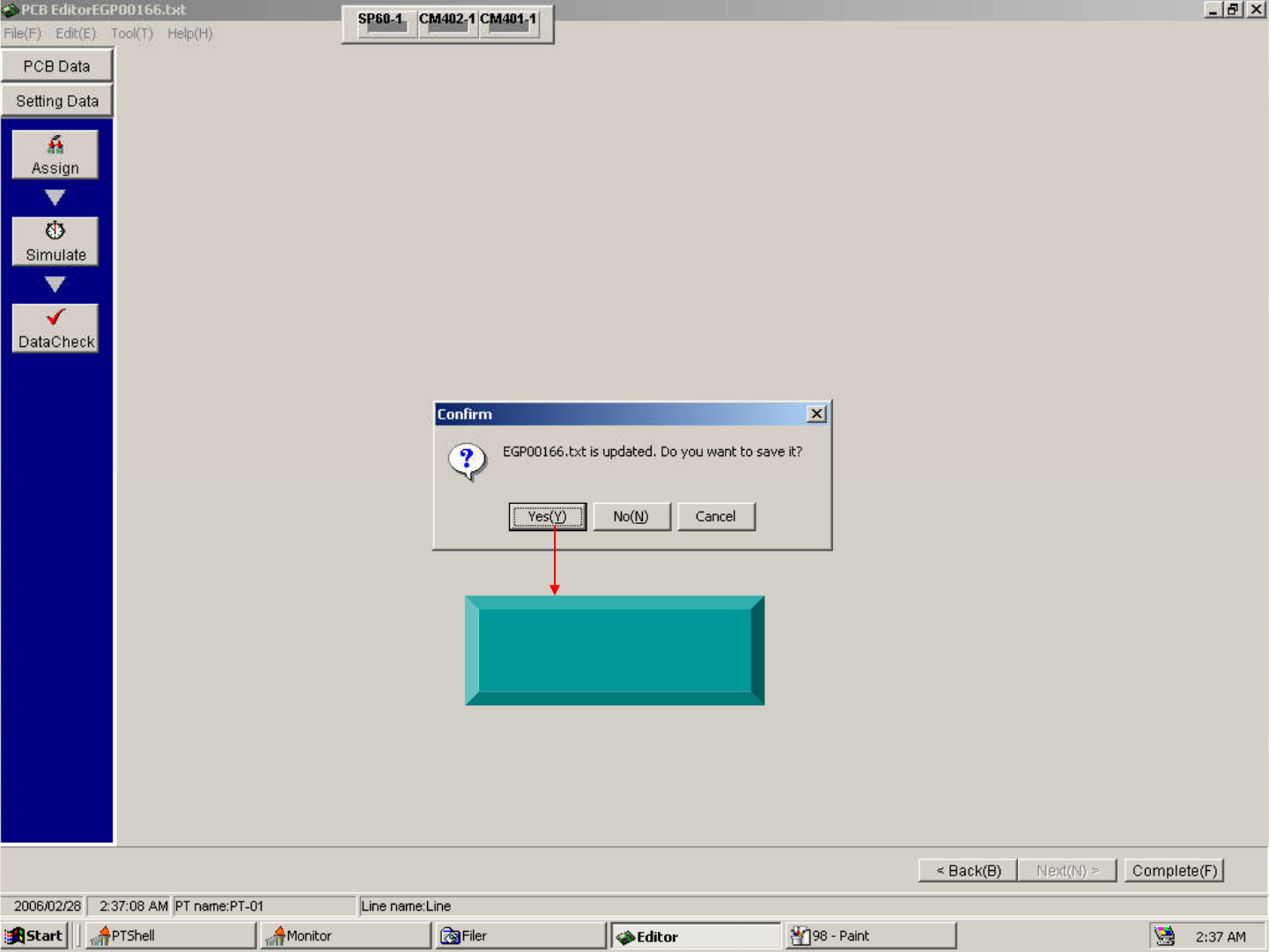
点击YES保存程序点击YES保存程序