NXT-III-IIIC 快速参考手册 基本操作篇.pdf - 第58页
3 2 1 1 2 3 机器功能设定(辅助软件)的最大 电路板宽度是 230 mm 以下时, 请移动工作头的位置。 231 mm 以上 下一步骤 连接插头 3 1 2 3 230 mm 以下 参照上页说明变更工作头的位置后, 继续右上的第 2 步骤。 机器概要 生产准备 生 产 换 线 示意图 53 向 向 机器 机器 安装贴装工作头 安装贴装工作头 。 ( V12 、 H08Q 、 H08MQ 、 H12 H S Q 、 H24 工作…
52
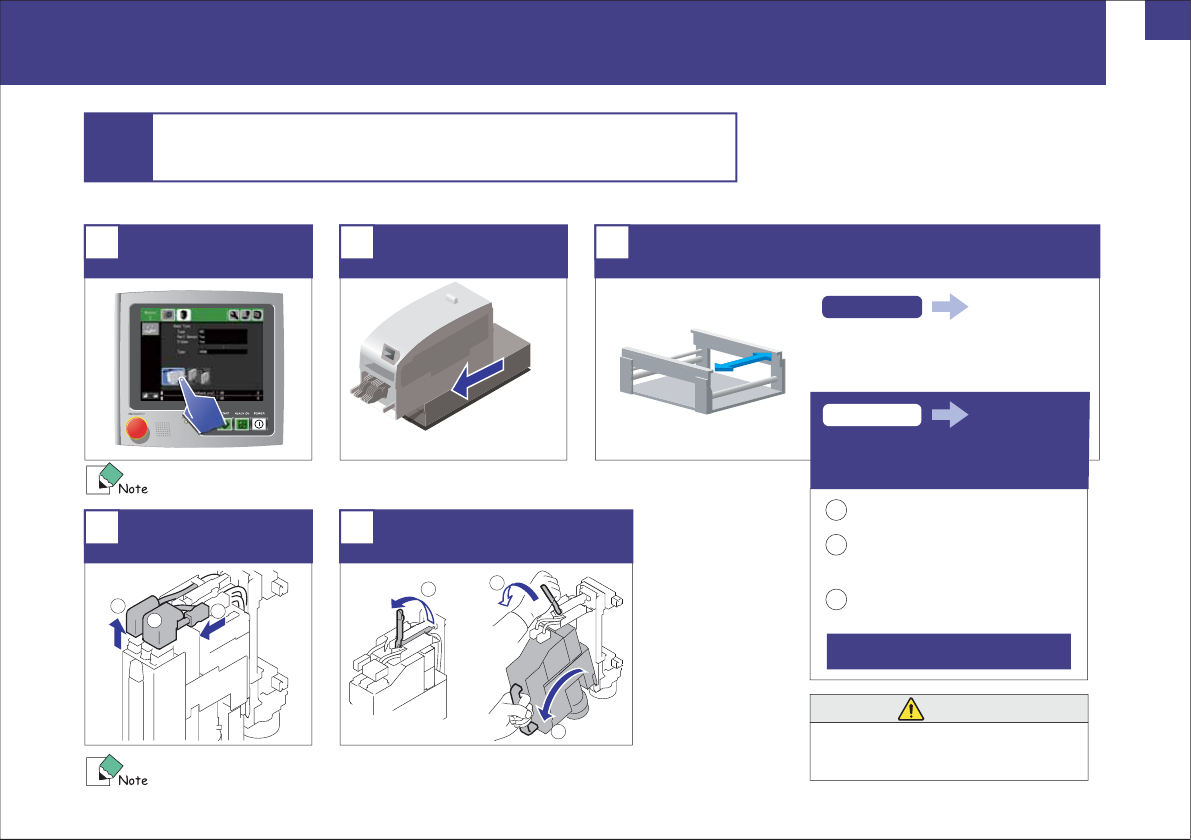
从从机器机器上卸下贴装工作头上卸下贴装工作头
STEP
2
请点击作业按钮。
1
确认搬运轨道宽度
3
连接了料盘单元的模组会显示料盘单元取出向导。
请遵从向导,取出料盘单元。
有关卸下V12工作头的说明,记载在
《NXT III/NXT IIIc系统手册》的
「4.生产准备」中。
取出吸嘴置放台。
继续右上图的第4步骤
1
用手拉XY滑块,将工作头其移动到
吸嘴更换器的上方。
2
在吸嘴更换器上放置缓冲垫。
3
机器功能设定(辅助软件)的最大电路板
宽度指定是230 mm以下时,请移动工作头
的位置。
231mm以上
右图的第4步骤
1
2
3
拔下连接插头
4
拉出模组
2
不要将手伸入模组
之间,以免夹手。
卸下工作头
5
1
2
3
230 mm以下
变更工作头的更换位置
除非是工作头更换指令,请不要装卸工作头。
在通电情况下装卸工作头,有可能损坏工作头。
注意注意
(
V12
、
H08Q
、
H08MQ
、
H12HSQ
、
H24
工作头工作头
)
换线换线
9. 贴装工作头9. 贴装工作头
3
2
1
1
2
3
机器功能设定(辅助软件)的最大
电路板宽度是230 mm以下时,
请移动工作头的位置。
231 mm以上
下一步骤
连接插头
3
1
2
3
230 mm以下
参照上页说明变更工作头的位置后,
继续右上的第2步骤。
机器概要 生产准备 生 产 换 线 示意图
53
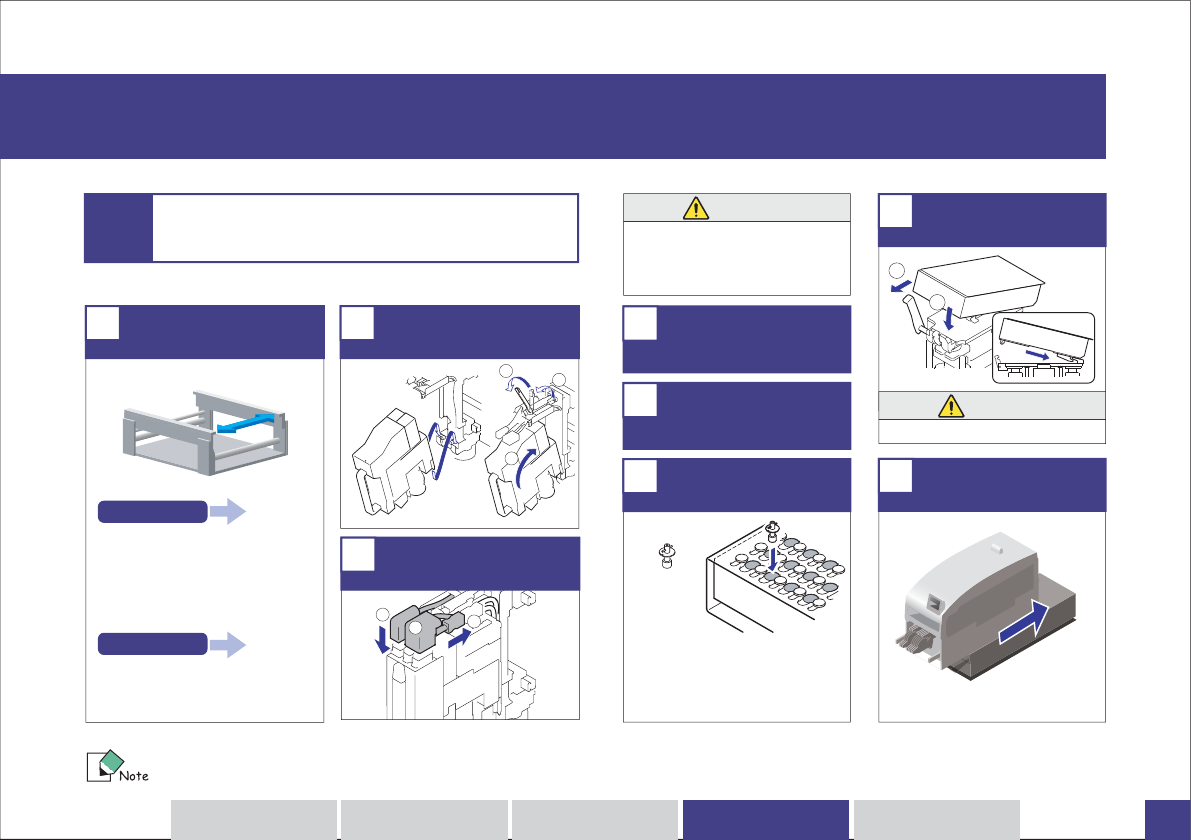
向向机器机器安装贴装工作头安装贴装工作头。
(
V12
、
H08Q
、
H08MQ
、
H12 H S Q
、
H24
工作头工作头
)
STEP
3
安装工作头
2
将吸嘴置放台安装到
NXT-3上
7
插入模组
8
在吸嘴置放台上安装
治具吸嘴
6
对于连接了料盘单元的模组,之后显示料盘单元安装向导。请根据向导安装料盘单元。
在此需要更换支撑板时,
请进行更换。
请准备对应工作头的
吸嘴置放台。
请不要在工作头更换指令以外的指令
下装卸工作头。
在通电状态下装卸工作头有可能导致
工作头损坏。
注意注意
确认搬运轨道宽度
1
手指不要夹入置放台的下面
注意注意
安装与工作头的吸嘴头数量
相同的治具吸嘴
。
4
5
不要将手伸入模组
之间,以免夹手。
换线换线
9. 贴装工作头9. 贴装工作头
54
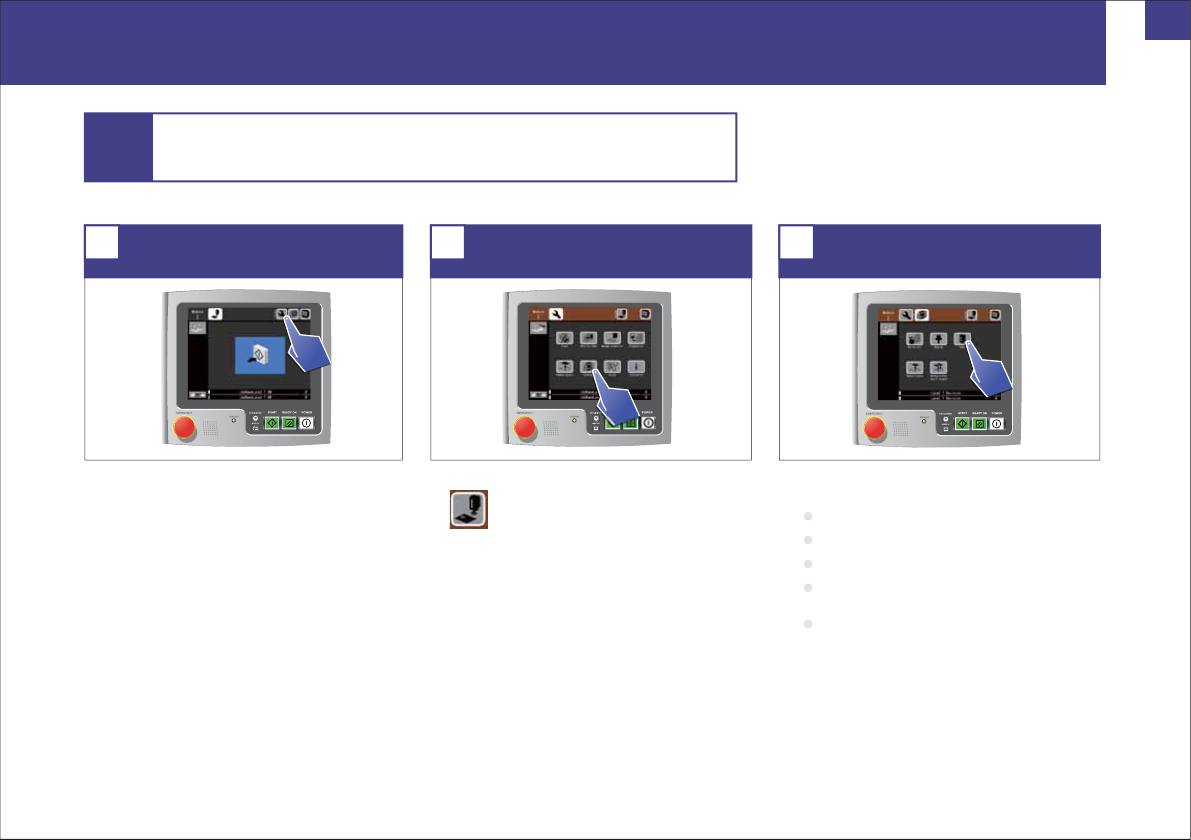
通过手动指令也可以进行单元更换。通过手动指令也可以进行单元更换。
STEP
1
请点击手动指令模式按钮。
1
请选择单元更换菜单。
2
请选择更换项目。
3
点击生产模式按钮后,返回到原来画面。
可以选择以下的项目。
料站托架更换
吸嘴更换
工作头更换
更换支撑板
(2个通道同时更换)
更换支撑板
(各通道分别更换)
换线换线
1010. 手动指令. 手动指令