RS-1_C(高速贴片机).pdf - 第3页
8吸嘴可同时激光飞行识别实现高速生产 头部安装激光装置从而可移动中元件识别(飞行识别) 吸着后,以最佳的距离向贴装位置移动,实现高速贴装。 元件的形状、引脚、锡球通过VCS相机识别,进行元件的位置定 位。可对引脚的弯曲、锡球脱落等检查。实现QFP与BGA等高精 度识别。 ●采用3色照明识别方法 元件的形状、大小、材质等通过配合使用画像识别照明色的变 化,从而实现元件安定的识别。 ●强的元件识别对应力 为各种异形元件对应,采用异形对应吸嘴…
最佳搭载速度 42,000CPH
*
实现高速搭载
Feature5
驚異の汎用性
Feature5
当芯片元件的贴装生产比率高 , 可作为擅长极小元件贴装的高速机。
当异形元件的贴装生产比率高 , 可作为擅长异形元件贴装的泛用机。
具备广泛的生产品种对应能力 , 可作为超越的高速机、泛用机一体化贴片机。
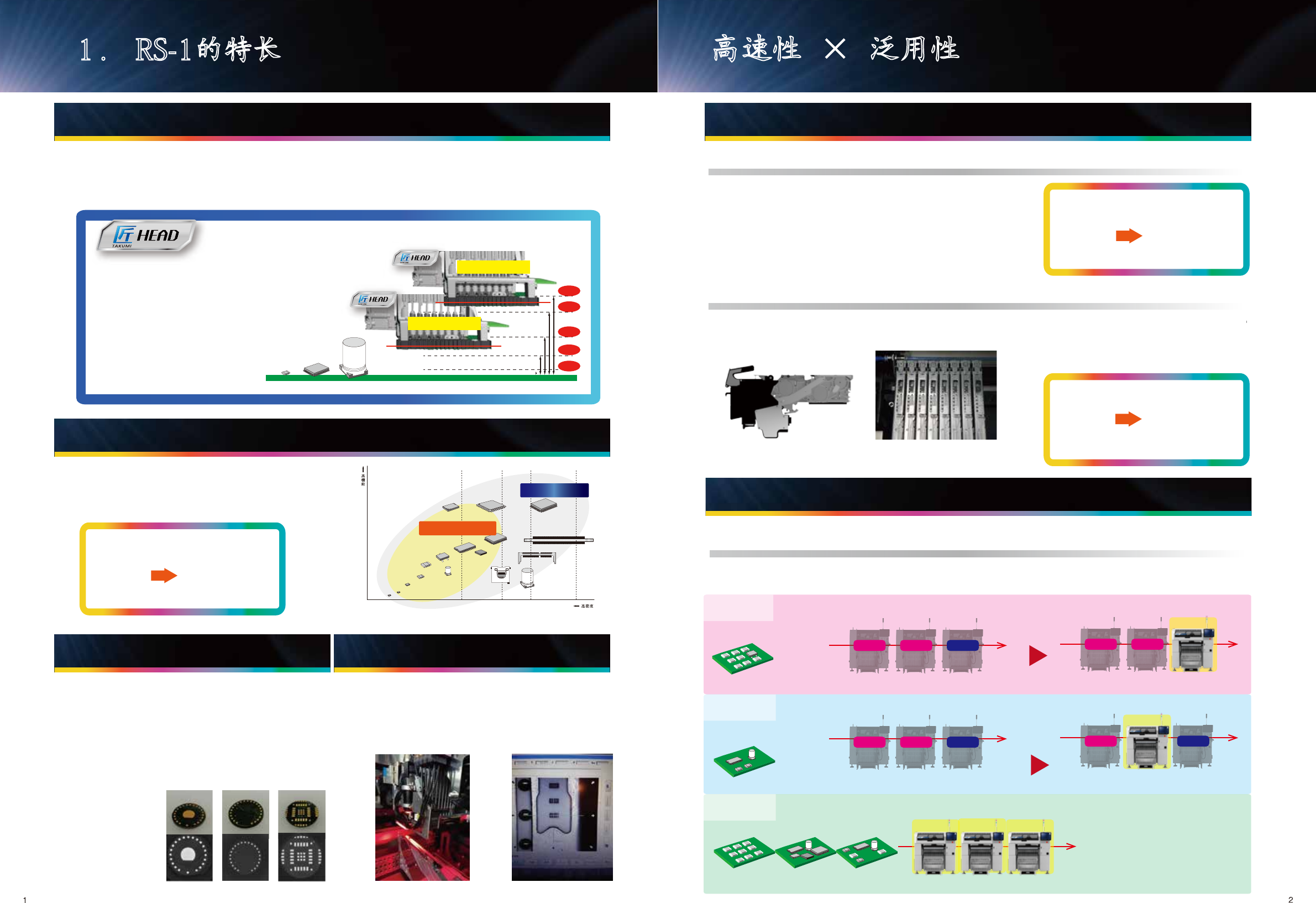
元件搭载识别激光高度可变 新开发「匠 HEAD」
Feature1
Feature2
广范围元件的对应力 可从 0201 开始对应
可根据贴装元件的高度改变元件检测用激光高度
后吸取元件,搭载了新开发的 8 吸嘴「头部单元」。
此外 , 依据生产程序和机器配置激光高度自动切
换 , 支持最佳的生产。可实现极小元件到大型元
件 , 各种不同高度元件最佳最高节拍的贴装。可
依照元件高度 ,5 阶段任意选择。
元件的高度
基板
例:元件的高度6mm
例:元件的高度20mm
Feature3
新画像识别技术
【依据元件高度变化,激光的高度变化】
最佳线体平衡的实现
Feature6
1. RS-1的特长
高速性 × 泛用性
●可360度的元件识别,可对任意供给角度的元件补
正后贴装。补正识别角度可任意调整 。
●芯片元件的反面判定
元件的明暗差,从而可元件的反面判定。
●微小芯片(0201)识别
具备10mm视野角相机可对极小芯片(0201)的识别。
新料盘安装时,通过OCC识别空位,前端元件的供给功
能,0402~3216的芯片元件,卷盘供给的时候可对
应。
OCC 前端元件的供给
Feature4
元件吸着前端供给机能
25㎜
1㎜
6㎜
12㎜
20㎜
360度元件识别画像
最佳搭载速度 42,000CPH
*
实现高速搭载
头部单元更靠近基板、使吸着到搭载的移动时间缩减到极限、
达成最高速度 42,000CPH
*
。
RF Feeder、在继承原来 Feeder 高精度供给的基础上还实现了小型化
・
轻量化
・
超薄化,元件供给数得到
大幅提升。
实现最大 Feeder 装着数 112 个
*
。
小型
・
轻量
・
薄型化的 RF Feeder 实现高精度搭载
オプション
* 最佳条件
42,000
CPH
原机型对比
179%
23,500CPH
*2 最佳条件
【最高速度
*2
】
RS-1原机型
*1
*1 KE-3010A
112 本
*2 前侧、后侧合计
原机型对比
140%
80 本
【供料器最大安装数
*2
】
RS-1原机型
*1
*1 KE-3010A
* 前侧、后侧合计
无需头部交换、装置更换、实现最佳线体平衡最高生产量。RS-1 与已有设备组合的生产线当然是不言而喻的,而
通过多台 RS-1 的联结,更能构建最佳平衡的生产线。
最佳线体平衡的实现
生产中芯片机型 , 泛用机型灵活变化可
能。
RS-1 不受基板元件品种比率影响生产
效率 , 从而实现最佳线体平衡的生产。
RS-1 的元件高度认识可调整 ,RS-1 从而实现异形元件
高速搭载 , 生产效率提升
。
【RS-1 導入前】 【RS-1 導入後】
芯片元件比率高的生产 , 使用泛用机型稼动率低 ,
生产效率降低。
【RS-1 導入前】 【RS-1 導入後】
RS-1 无论识别元件高;低,RS-1 都能实现芯片元件高速
搭载 , 生产效率提升。
异形元件比率高的生产 , 泛用机型的生产成为瓶颈 ,
从而生产效率降低。
導入事例 1
導入事例 2
導入事例 3
搭载例 :
芯片元件 300 点
异形元件 100 点
搭载例 :
芯片元件 1000 点
异形元件 50 点
芯片机 芯片机 泛用机
芯片机 芯片机 泛用机
芯片机 芯片机
芯片机 泛用机
RS-1 可对应元件尺寸 0201
*1
~□74 ㎜、也可对应
50×150 ㎜。元件最大高度可对应 25 ㎜。
□33.5□20
0201
0603
1005
1608
AL CN
SOT
SOP
QFN
QFP
Card Slot
Big AL CN
DI ㎜ CN
Lead Long CN
BGA
FBGA
Big QFP
□50
RS-1 贴装范围
0402
原机型
*2
贴装范围
□74
0201
*2
~ 74 ㎜、
50×150 ㎜
0402 ~
□33.5 ㎜
*2 详细情况请咨询。
【元件对应力】
原机型
*1
RS-1
*1 KE-3010A
*1 详细情况请咨询。
*2 KE-3010A

8吸嘴可同时激光飞行识别实现高速生产
头部安装激光装置从而可移动中元件识别(飞行识别)
吸着后,以最佳的距离向贴装位置移动,实现高速贴装。
元件的形状、引脚、锡球通过VCS相机识别,进行元件的位置定
位。可对引脚的弯曲、锡球脱落等检查。实现QFP与BGA等高精
度识别。
●采用3色照明识别方法
元件的形状、大小、材质等通过配合使用画像识别照明色的变
化,从而实现元件安定的识别。
●强的元件识别对应力
为各种异形元件对应,采用异形对应吸嘴和通用图形识别,发挥
强的元件对应力。
●画像识别的高速化
◎54mm視野角采用4吸嘴全体识别、实现了以往対比
25%向上。
◎10mm、27mm視野角等可多图像识别实现高速识别。
反射認識
反射認識
透過認識
通用图像示教
至今为止难以制作的异型元件等的图像数据按照向导
进行操作谁都可以简单地制作图像数据。更加进一步
地减轻了数据制作的负担。
异形元件示教
可对极小元件 03015~□50mm 的 PLCC、SOP、QFP 等各种元件形状的识别。
激光识别不受电极的形状和光泽的影响 , 实现稳定的识别与贴装。
领先的高识别力和高品质JUKI独立激光识别技术
画像识别技术
简单的程序做成
台车规格选择可能
台车规格可交换台车规格、
固定台车规格 , 前侧选配规
格选择。详细请咨询。
图像
领
先的
激光
■固定台车规格
□一体交换台车式样
前侧
后侧
盘装元件供给
盘装元件供给装置的安装可对应盘装元件的供给。
另外、TR8SR 空间紧凑 , 同侧台车还可最大安装 20
支 Feeder(8mmFeeder 换算 )。 其他 ,TR6(机器侧
面设置)也可选用背面操作单元安装,从而提升生
产效率。
TR8SR安装图片 后面操作装置
吸着后移动中识别,最短距
离向帖装位置移动
【多识别】
4吸嘴全体识别
通过元件检测功能,提高贴装质量
利用激光检查元件从吸取到贴装的全过程。可降低不合格率,提高贴装质量。
3. 生産性
2. 识别技术
画像识别图片
激光识别
生产切替支援机能
切换顺续菜单「1。自动基板幅调整」~「8。生产程
序确认」的项目顺序确认、从而可实现作业者无错的
标准化切换作业。
切替手顺
吸着元件的位置偏差情报发送供料器、供料器将自动
控制送料保证以安定的吸着状态同时吸着。
位置偏差图片
Feeder送料吸着位置补正机能
※KE-3010A対比
识别图片
只要输入元件的外形尺寸和元件的种类以及包装形
状即可制作元件数据。利用元件测量功能可以通过
机器将实际测量的元件外形尺寸、引脚数、间距直
接输入元件数据。
外形尺寸 长度
外形尺寸 宽度
元件高度
标准标准
标准
标准
选项
选项
激光
激光
②元件状态检查
对元件的设定尺寸和实际吸取测得尺寸进行比
较,确认元件吸取状态。
①芯片立片检查
可以通过激光实现芯片立片检查。
激光
③异形元件检查
吸取元件的实际测得尺寸和设
定尺寸进行比较,确认吸取的
元件是否正确。
④元件掉落检查
装载前,能够通过激光检
测,判断元件是否存在与掉
落。
⑤元件贴装后检查
贴装后,能够再次通过激光
检查,判断是否存在元件带
回的情况。
激光激光
●识别算法
通过激光器发射出的
光获取得的元件影
像,计算以下数据。
◎元件外形◎中心
◎角度 ◎宽度
激光传感器一体式贴装头
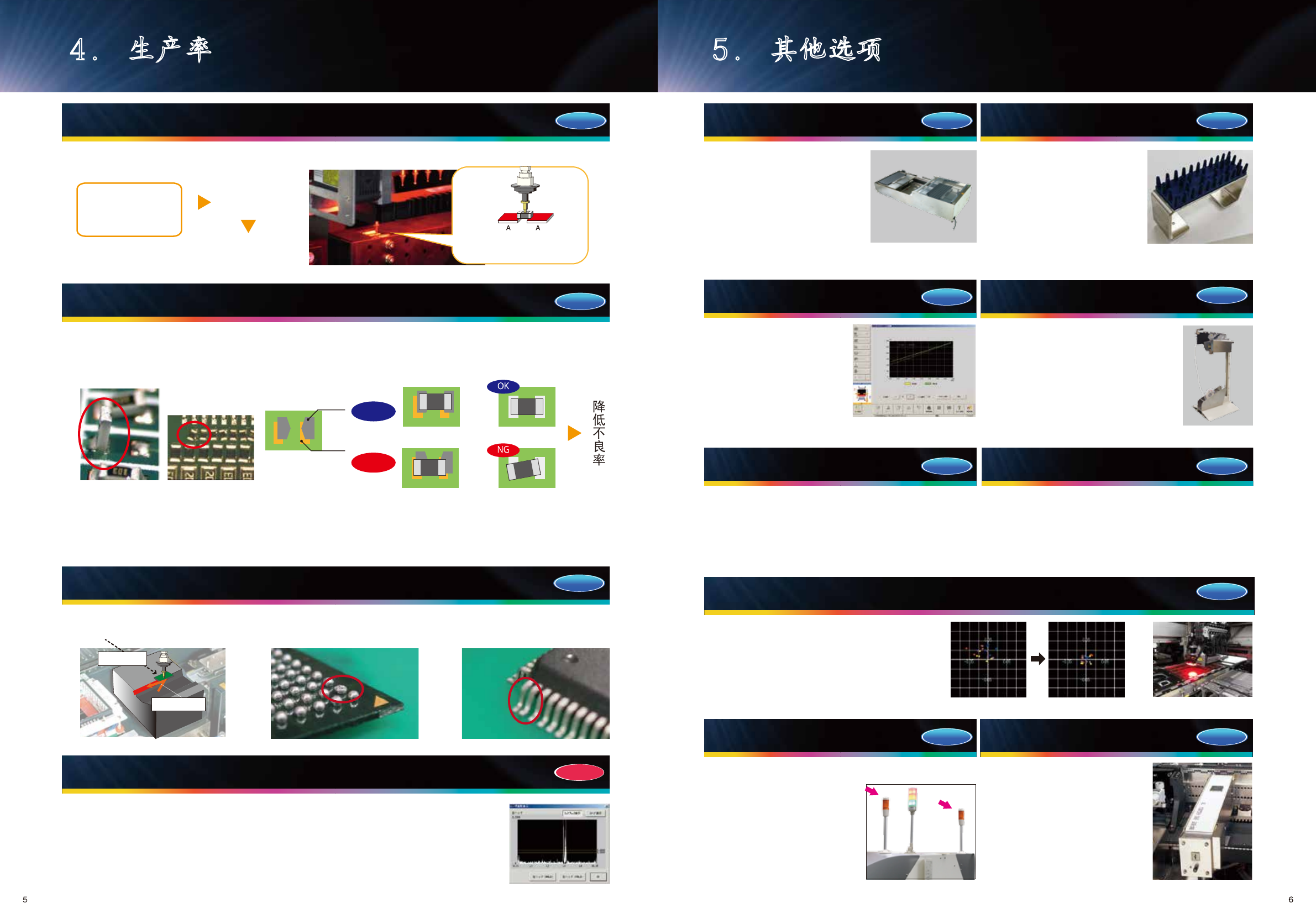
在开始生产前测定贴片元件的「电阻值」、「电容器容量」、「极性」,可以事先防止元件误贴片。
可高精度检测出引脚元件引脚部分的浮出或BGA的电极点的变形,防止不良元件的贴装。通过高精度高速的共
面性检查,进一步提高了产品的信赖性。
球形元件电极点或者引脚部分的确认 (共面检测装置)
激光的轨道
元件的轨道
共面检测装置
BGA电极点不良 引脚浮出不良
元件错误贴装防止 (元件验证(CVS))
识别印刷偏移,补正贴片位置
不停机操作
发现前后任何一处的元件用完时,设备不停止运转,
相反一侧的供料器提供元件可以继续生产。生产中,
还可以在一侧的供料器上进行生产准备作业。
小型信号灯
使用FCS调整治具(另行购买)可以使贴
片机对贴装位置的偏差进行自我识别、自我
校正。因此,不但可以维持更加稳定的贴装
精度,而且使移动设备后的安装作业更加简
单。
FCS(自我校准系统)
IC回收传送带
依据画像识别装置、对引脚弯
曲、引脚浮起的判定后的IC元
件单个分离回收。传输带输送
间距可容易设定变更。
前侧、后侧元件更换通知。
小型信号灯
使用负载吸嘴 , 吸嘴每次
负载可正确取得。吸着 /
贴装时的负载控制 , 从而
可减轻对元件的损伤。元
件每次负载可设定。
实现吸嘴每次负载控制
简易负载控制机能
从显示画面数据确认
激光污垢检查
生产开始前激光污垢、真空、VCS检查,异常检出并发出警报,可防止识别不良。
标准
IC回收传送带
4. 生产率 5. 其他选项
FCS图片
基板的下弯曲矫正选配项。
两面基板表面都有元件的场合,
减少对电子元件损伤,实现基板
安定的支撑。切替也容易。
支撑海绵
也能对应长尺寸基板
一次夹紧为650mm*370mm,2次夹紧为950mm*370mm,
标准配置可对应。如果选购长基板对应选项最大
可对应1,200mm*370mm超长基板生产。
●以印刷锡膏作为识别基准标志
基板或电路上没有基准标志场合、以印刷锡膏作为识别基准标志实现贴装。
特别是长尺寸基板2次夹持实施的时候,BOC标志范围外的贴装部品时这更可促进提升元件贴装生产效率。
双重托盘服务器 TR1RB
盘装元件机器直接供给。编带
供料器可·同时使用。托盘交
替速度以往比较4倍改善。
重量也26%削减,精巧化后切替
变得更容易。
料卷安装台
装载盘料的料卷供料器安装台。可正确
保持料卷供料器的作业状态,因此料卷
的装着性提高,对防止落下也有帮助。
维护告知防止识别不良
支撑海绵
RF用料卷安装台
TR1RB
●识别焊锡印刷补偿贴片位置功能
通过贴片机内的OCC相机,识别出焊锡印刷的位置偏移,参照焊锡位置补正贴片坐标位置 , 降低了因焊锡印
刷位置偏移造成的回流后不良率。(自动调整效果)
【发生印刷偏移】
焊锡
压焊点
参照焊锡位置进行贴片
参照焊盘位置进行贴片
使用时
未使用
防止元件、料盘
的误安装
【开始生产前执行以下检查】
电阻值
电容器容量
极性
防止误贴片
将元件的电极部对准 A,
检查元件的实际电极性
选项
选项
选项
选项
选项
选项
选项
选项
选项
选项
选项 选项