Panasonic Feeder N7201A052C24 操作手册.pdf - 第116页
Intelligent Tape Feeder 操作手册 6.2 8 mm ~ 104 mm 编带供料器的驱动齿轮部的 清扫 Page 6-24 INTF-C-OME06-A01-11 14 安装插锁 (L 侧/ R 侧 ) ① ( 是共同固定 的部件 ) 。 ∗ 螺丝刀要使用 #1 。 ∗ 螺纹容易滑牙,请注意。 拧紧的扭矩标准为 80 cN·m 。 ∗ 请注意插锁的左右不要搞错 ( 有 L 、 R 的刻印 ) 。 请确认插锁内侧的销…
Intelligent Tape Feeder
操作手册
6.2 8 mm
~
104 mm
编带供料器的驱动齿轮部的清扫
INTF-C-OME06-A01-11 Page 6-23
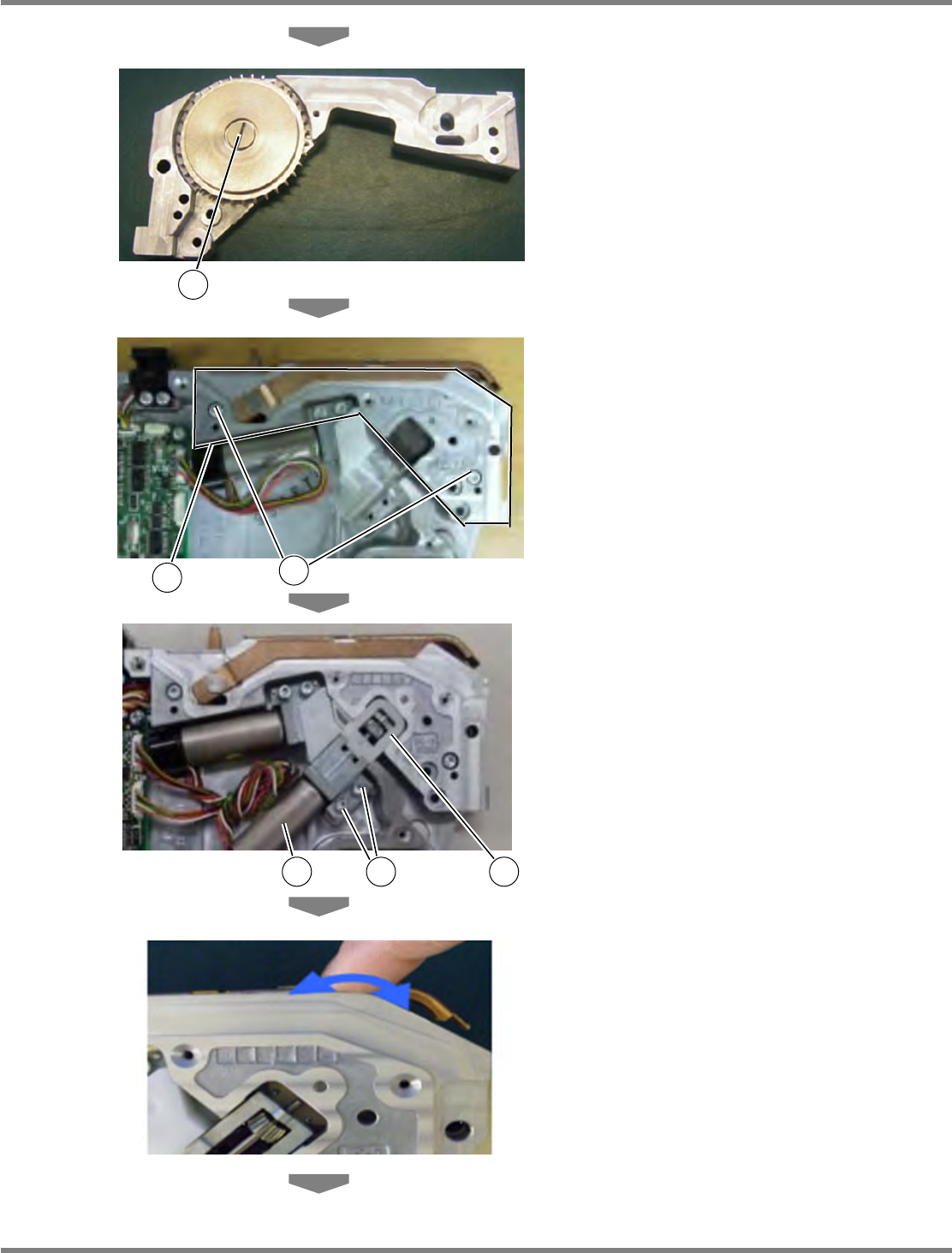
10
在副框架上安装链轮
(R
侧
)
②
。
∗
螺丝刀要使用
#2
。
∗
拧紧的扭矩标准为
100 cN·m
。
11
对准定位销后装上副框架,拧紧螺栓。
∗
扳手请使用
2.5 mm
尺寸的。
∗
拧紧的扭矩标准为
100 cN·m
。
12
装上
R
侧的电机。
∗
扳手请使用
2.5 mm
尺寸的。
∗
拧紧的扭矩标准为
100 cN·m
。
请注意不要忘记安装防止元件混入的板。
13
打开编带压盖,用拇指转动链轮确认滑
动的情况。
∗
特别沉重时可能会导致发生过负荷错误。
(8 mm
编带供料器以外的请直接进入到步骤
15
)
2
5
3
4
5
6
Intelligent Tape Feeder
操作手册
6.2 8 mm
~
104 mm
编带供料器的驱动齿轮部的清扫
Page 6-24 INTF-C-OME06-A01-11
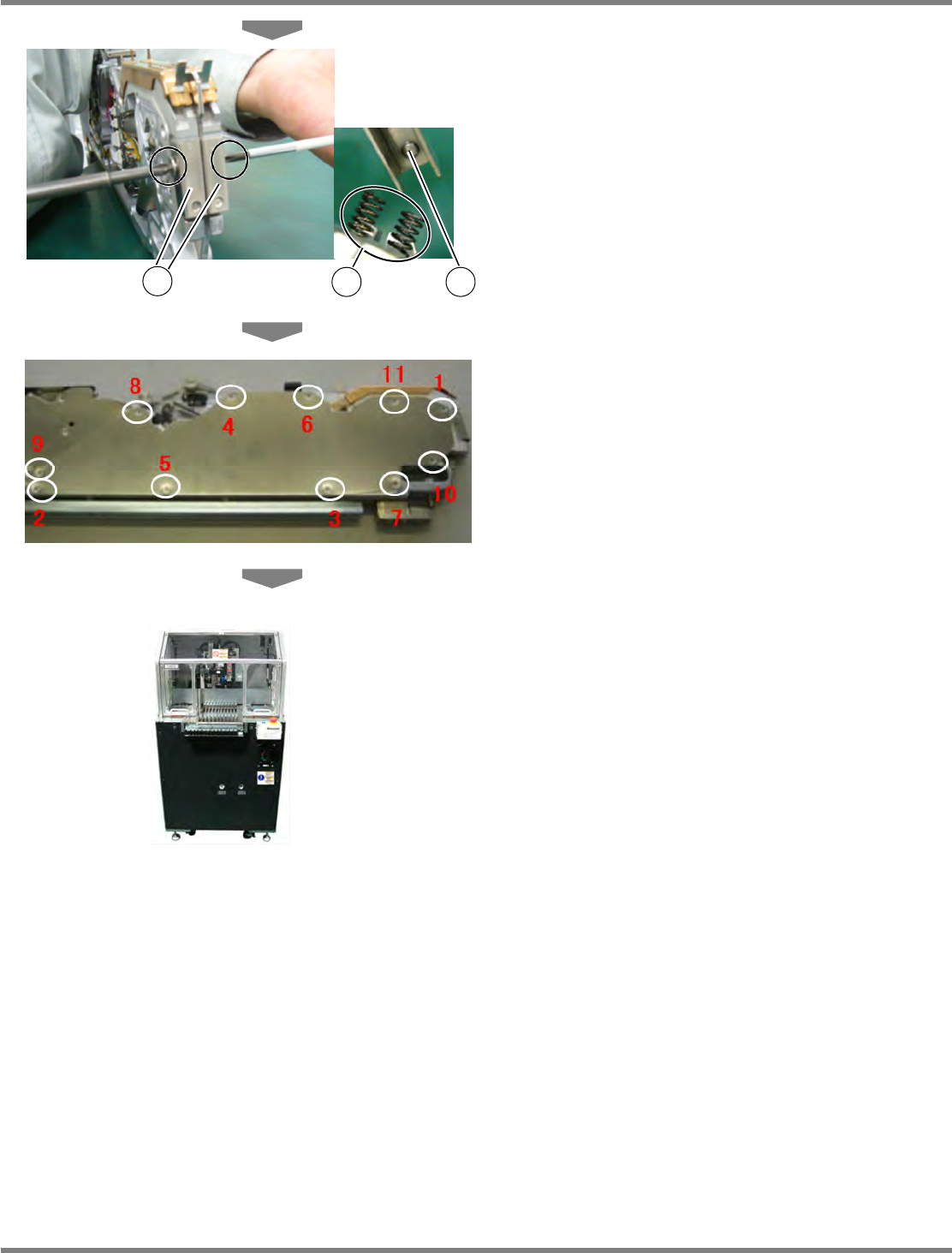
14
安装插锁
(L
侧/
R
侧
)
①
(
是共同固定
的部件
)
。
∗
螺丝刀要使用
#1
。
∗
螺纹容易滑牙,请注意。
拧紧的扭矩标准为
80 cN·m
。
∗
请注意插锁的左右不要搞错
(
有
L
、
R
的刻印
)
。
请确认插锁内侧的销钉
②
上已装有弹簧
③
后再安
装。
15
拧紧螺丝,装好盖。
∗
螺丝刀要使用
#1
。
请按照图中的编号顺序拧紧。
∗
拧紧的扭矩标准为
40 cN·m
。
∗
拧紧后请确认盖不能有浮起的现象。
16
用
IFMU
或者
IFCU
实施原点位置
补正。
∗
拆卸电机时必定会发生吸着位置的偏离,所以
必须要实施。
1
3
2
Intelligent Tape Feeder
操作手册
6.3
供给部槽沟的清扫
INTF-C-OME06-A01-11 Page 6-25
INTF-080P
INTF-061P
INTF-077P
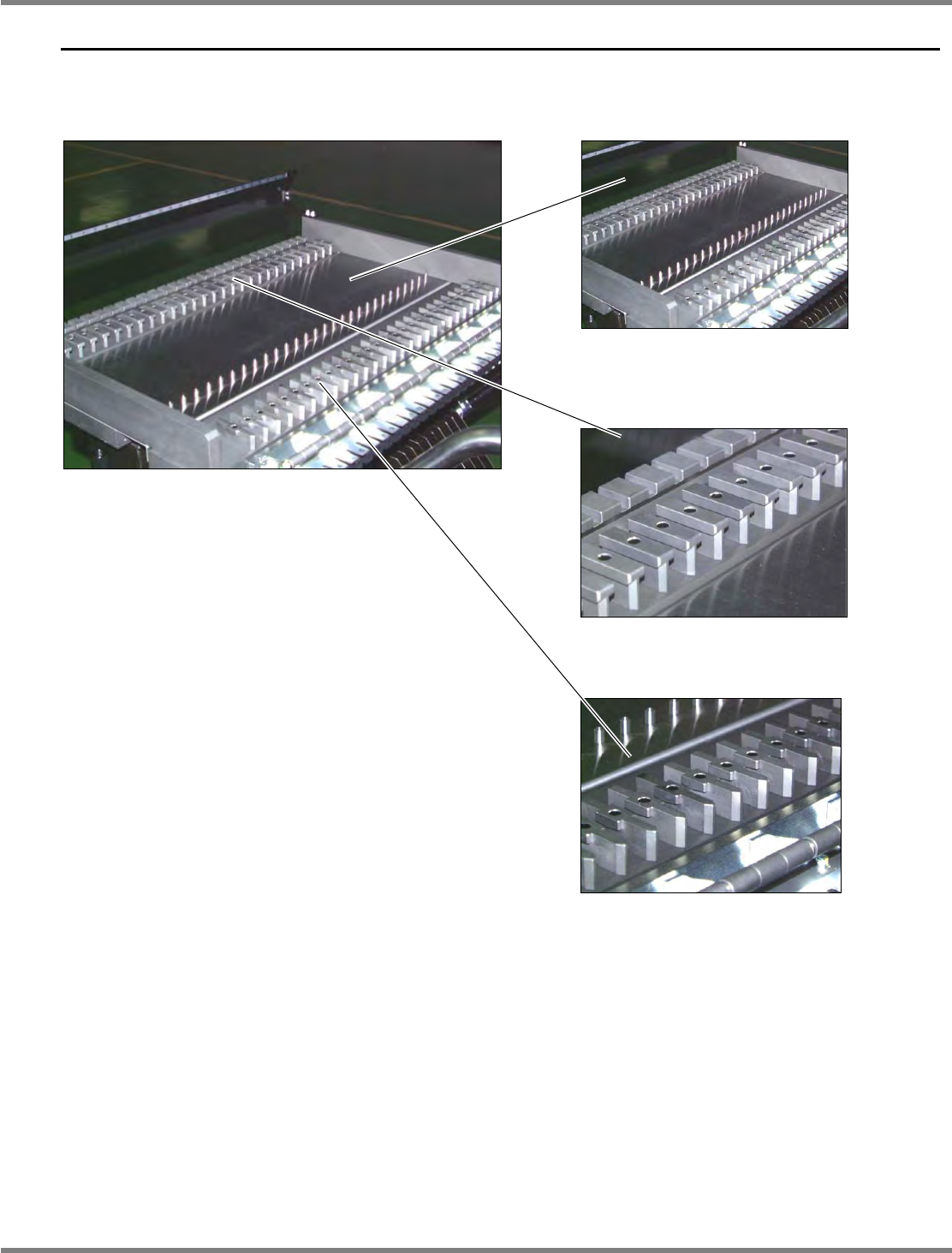
6.3
供给部槽沟的清扫
在编带供料器的安装面、插槽上如果附着芯片、垃圾以及载体编带和封盖带的碎屑,会造成编带供
料器不能够安装在正常的位置上,编带进给时会被卡住,增加错误率,请及时进行清扫。
∗
供给部槽沟上是否有芯片、灰尘、载体编带,
以及封盖带的碎屑。
∗
供给部槽沟的插槽部位是否附着有芯片、灰尘。
∗
供给部槽沟的插槽部位是否附着有芯片、灰尘。
INTF-061P