DGS 程序手册1__N7201A662C.pdf - 第272页
NPM-DGS 程序手册 4.3 假想生产线的构筑 Page 4-44 EJS9AC-MB-04P-35 项目 说明 通讯 ‘ 接收 ’ ‘ 条形码信息 ’ 设定是否由上游设备接收条形码信息 。 ‘ 区块标记识别结果 ’ 设定是否由上游设备接收区块标记识 别结果。 ‘ 不良标记识别结果 ’ 设定是否由上游设备接收不良标记结 果。 ‘ 基板弯曲结果 ’ 设定是否从上游设备接收基板弯曲信 息。 ‘ 检查信息 (APC)’ 设定是否从上游设备…
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-35 Page 4-43
项目
说明
‘
高密度实装
’
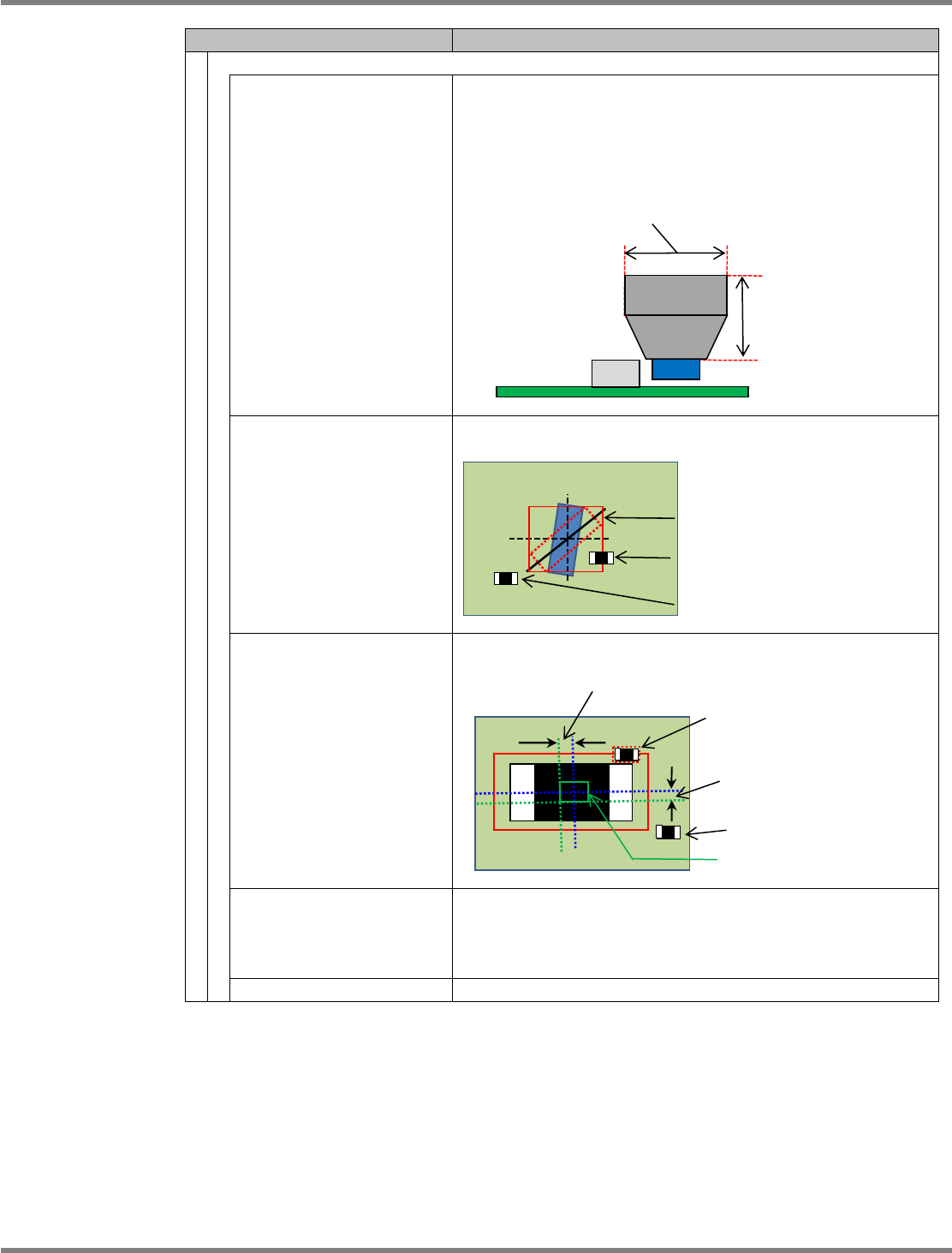
‘
考虑吸嘴尺寸
’
在考虑到登录在元件中吸嘴大小的基础上,自动决定贴装优先顺
序。
・
[
最小吸嘴尺寸
]
使用登录吸嘴中最小的
X
尺寸
/Y
尺寸。
・
[
最大细嘴尺寸
]
使用登录吸嘴中最大的
X
尺寸
/Y
尺寸。
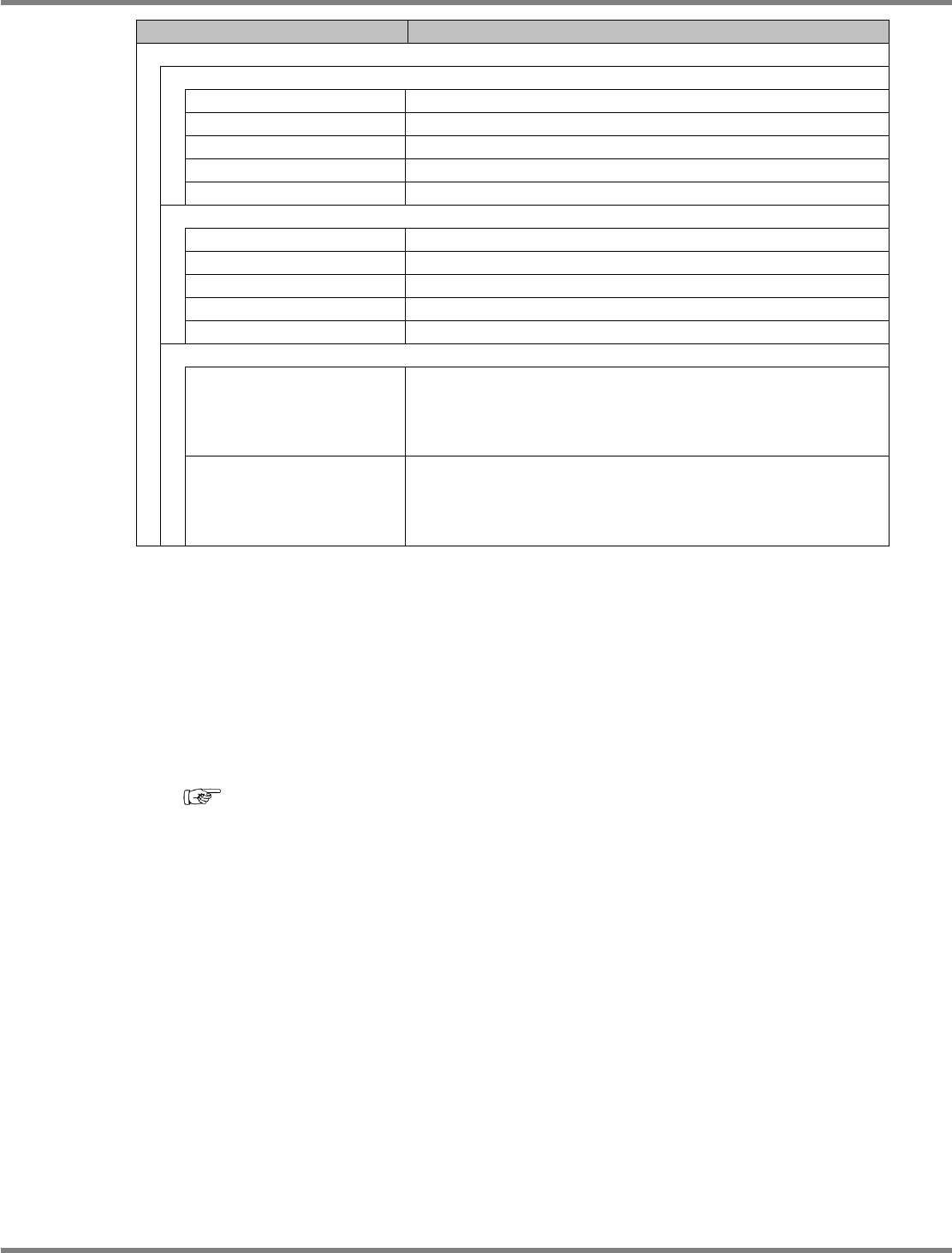
‘
考虑元件倾斜
’
在考虑到吸附元件时的元件倾斜的基础上,自动决定贴装优先顺
序。
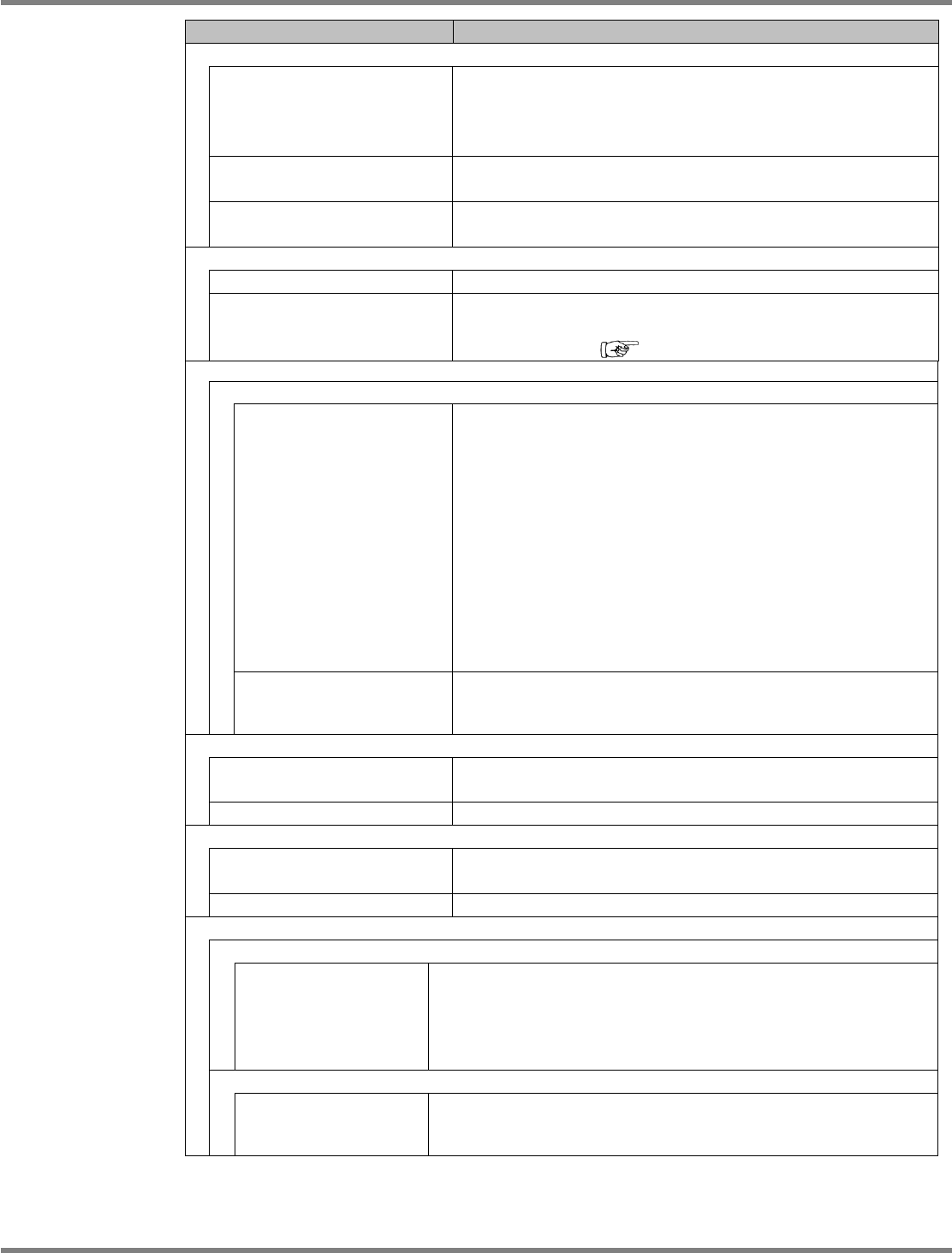
‘
考虑中心范围确认
’
在考虑到吸附元件时的中心范围的基础上,自动决定贴装优先顺
序。
‘
考虑清除设定
’
针对元件的贴装位置的范围,对元件尺寸选择通过比率值进行设
定还是通过固定值进行设定。
・固定值设定
[mm]
・比率值设定
[%]
‘
设定值
’
通过值对元件贴装位置的范围进行设定。
考虑元件倾斜时的判定范围
通过最佳化决定贴装优先顺序
没有决定优先顺序
通过最佳化决定
贴装的优先顺序
没有决定优先顺序
吸附中心偏移的范围
X 方向的中心偏移量
Y 方向的中心偏移量
吸嘴尺寸 X
吸嘴尺寸 Y
R
C
NPM-DGS
程序手册
4.3
假想生产线的构筑
Page 4-44 EJS9AC-MB-04P-35
项目
说明
通讯
‘
接收
’
‘
条形码信息
’
设定是否由上游设备接收条形码信息。
‘
区块标记识别结果
’
设定是否由上游设备接收区块标记识别结果。
‘
不良标记识别结果
’
设定是否由上游设备接收不良标记结果。
‘
基板弯曲结果
’
设定是否从上游设备接收基板弯曲信息。
‘
检查信息
(APC)’
设定是否从上游设备接收
APC
信息。
‘
发送
’
‘
条形码信息
’
设定是否向下游设备发送条形码信息。
‘
区块标记识别结果
’
设定是否向下游设备发送区块标记识别结果。
‘
不良标记识别结果
’
设定是否向下游设备发送不良标记结果。
‘
基板弯曲结果
’
设定是否向下游设备发送基板弯曲信息。
‘
检查信息
(APC)’
设定是否向下游设备发送
APC
信息。
‘
基台间传送接收信息
’
‘
区块标记认识结果发送给下
游侧基台
’
在
2
基台设备上,对是否将在上游基台上识别的区块标记发送给
下游基台进行设定。这个项目只显示在
NPM-DX
设备上。设为了
OFF
时,不执行区块标记识别结果的接收
/
发送,因此在下游基
台上也执行区块标记识别。
‘
基板弯曲结果发送给下游侧
基台
’
在
2
基台设备上,对是否将在上游基台上测量的基板弯曲结果发
送给下游基台进行设定。这个项目只显示在
NPM-DX
设备上。设
为了
OFF
时,不执行基板弯曲结果的接收
/
发送,因此在下游基
板上也执行基板弯曲测量。
请如下设定通讯设定。
①
-1.
接收数据
:
打头机器以外都设定为
‘
接收
’
。
①
-2.
发送数据
:
除最末尾机器以外都设定为
‘
发送
’
。
关于基板弯曲的通讯信息
①使用基板弯曲功能时,请如下设定。
①
-1
基板弯曲检测
:
只勾选打头机器。
②还需要在机器上也进行同样设定,请如下设定。
②
-1
通过高度传感器进行测量
:
只将打头机器设定为
‘ON’
。
②
-2
基板弯曲补正
:
对基板弯曲实施补正的全部机器都设定为
‘ON’
。
(
详细内容,请参照设备的使用说明书。
)
如果①
-1
、②
-1
的双方设定都没有设定为
‘
计测
’
,将不会实施计测,也不会交接基板弯曲
信息。
如果②
-2
的设定不为
‘ON’
,将不会实施基板弯曲补正。
NPM-DGS
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-35 Page 4-45
项目
说明
基板搬送
‘
传送带速度
’
设定传送带的速度。存在下述三种速度
:
•
高速
(
默认设定
)
•
中速
•
低速
‘
传送带速度
-
上游侧基台
’
对双基台设备的上游侧基台上的传送带速度进行设定。可进行设
定的种类与
'
传送带速度
'
相同。
‘
传送带速度
-
下游侧基台
’
对双基台设备的下游侧基台上的传送带速度进行设定。可进行设
定的种类与
'
传送带速度
'
相同。
吸嘴装配模板
‘
使用模板
’
在新建项目时,设定是否使用吸嘴装配模板。
‘
模板文件路径
’
显示拥有吸嘴装配模板文件的文件路径。通常通过项目编辑器的
吸嘴装配导出进行设定,但是也可直接输入。
详细内容,请参照
‘7.2.10
导入
’
。
NPM
贴装模式
‘
默认贴装模式
’
设定贴装模式。
• [
交替
]
使用前后的贴装头来贴装前后轨道上的基板。
• [
交替
(
前轨道用
)]
使用前后的贴装头来只贴装前轨道上的基板,并通过后轨道上
基板的贴装。
• [
交替
(
后轨道用
)]
使用前后的贴装头来只贴装后轨道上的基板,并通过前轨道上
基板的贴装。
• [
独立
]
这是用前面的贴装头贴装前方轨道
(
轨道
1)
上基板、用后贴装头
贴装后方轨道
(
轨道
2)
上基板的贴装方式。
‘
自动
’
设定是否自动决定贴装模式。
• [ON]
• [OFF]
‘2
基台
NPM-
上游侧基台
’
‘
默认贴装模式
’
设定在上游侧基台的贴装模式。
能够设定的模式与上述
NPM
相同。
‘
自动
’
设定在上游侧基台的贴装模式是否进行自动决定。
‘2
基台
NPM-
下游侧基台
’
‘
默认贴装模式
’
设定在下游侧基台的贴装模式。
能够设定的模式与上述
NPM
相同。
‘
自动
’
设定在下游侧基台的贴装模式是否进行自动决定。
软开关
‘
托盘
’
‘
托盘先行供给
’
设定开始搬出基板时,是否先行供给托盘。
• [ON]
先行供给托盘。
• [OFF]
在搬入基板后先行供给托盘。
‘
支撑销
’
‘
自动更换
’
设定是否进行支撑销的自动更换。
• [ON]
• [OFF]