00900045-01_ID_OIS_SIS_14.0_R16-2_DE_EN.pdf - 第125页
ASM OIS/SI S Datenbanken 14.0 (R 16 - 2) / Schnitt stellenbeschreibu ng Ausgabe 12/2016 53 7.2 Maschinen mit zwei Bearbeitung sbereichen Zum Beispiel: SIPLACE SX4, X4, X4 S, X4i, X4i S, X3, X3 S, D4, D3, HS - 50, HS - 60…
ASM OIS/SIS Datenbanken 14.0 (R16-2) / Schnittstellenbeschreibung Ausgabe 12/2016
52
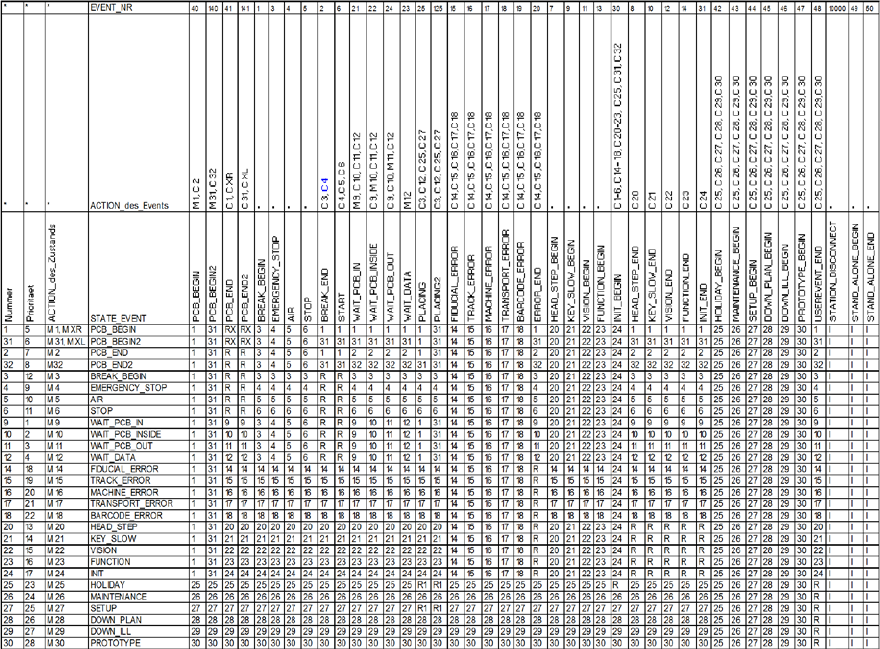
Tabelle 7-1: Zustandsautomat mit Speichervariablen
M: Zustand speichern
C: Zustand löschen
R: Zustand lesen der die größte Prioritätsnummer hat
I: Ignorieren
R1: Bei Maschinen mit einem Bestückbereich: Zustand lesen wie R.
Bei Maschinen mit 2 Bestückbereichen: der Zustandsübergang wird für beide Bestückbereiche
ausgeführt.
RX: Bestückung auf 1 Transportband: Zustand lesen wie R.
Bestückung auf 2 Transportbändern: der Zustand wechselt in PCB_BEGIN bzw. PCB_BEGIN2.
XR/XL: Zustand, der anzeigt ob im rechten (XR) oder linken (XL) Transportband bestückt wird.
ASM OIS/SIS Datenbanken 14.0 (R16-2) / Schnittstellenbeschreibung Ausgabe 12/2016
53
7.2 Maschinen mit zwei Bearbeitungsbereichen
Zum Beispiel: SIPLACE SX4, X4, X4 S, X4i, X4i S, X3, X3 S, D4, D3, HS-50, HS-60, HF
Für Maschinen mit 2 Bearbeitungsbereichen gibt es einen eigenen Zustandsautomaten.
HINWEIS
Wenn eine X4-Maschine
eine Minute im Bearbeitungsbereich 1 eine Leiterplatte bestückt
und anschließend eine Minute im Bearbeitungsbereich 2 bestückt, dann soll - wenn alle
zwei Minuten eine Leiterplatte in die Maschine gelegt wird – die Maschine 50% der Zeit
im Zustand Bestücken und 50% im Zustand Warten anzeigen.
Aufgrund der obigen Forderung ist es nötig, eine X4-Maschine auf mindestens zwei Zustands-
automaten abzubilden. Und zwar einen für jeden Bearbeitungsbereich. Der Zustandsautomat für
einen Bearbeitungsbereich ist dabei derselbe wie z.B. der für eine X2-Maschine. Der Zustand der
X4-Maschine besteht somit je zur Hälfte aus dem Zustand von Bearbeitungsbereich 1 und 2.
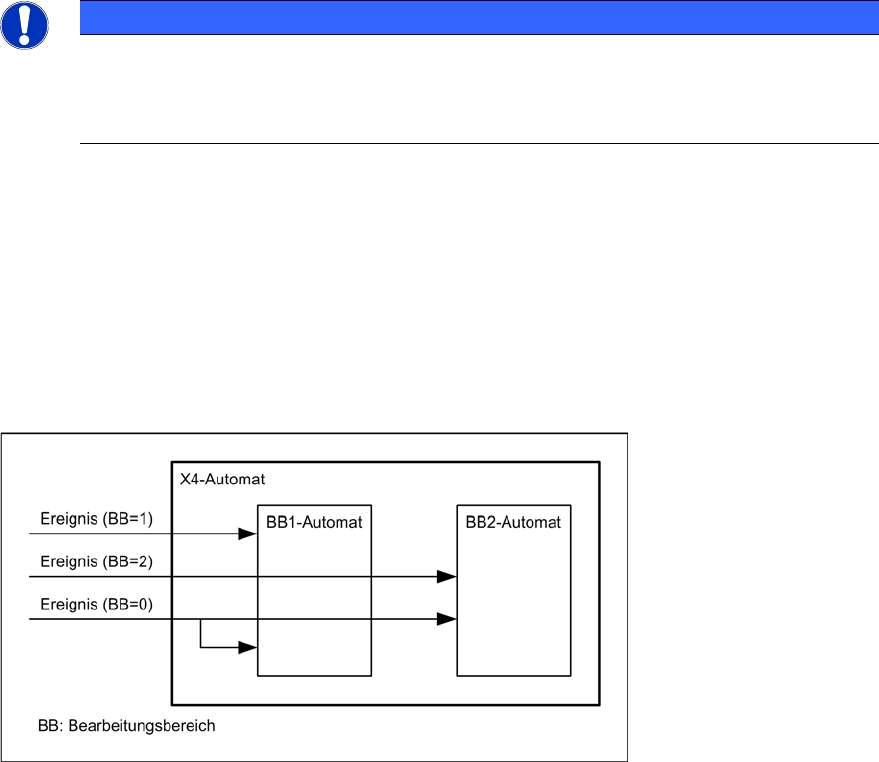
Wenn ein Ereignis an der X4-Maschine auftritt, dann wird dieses Ereignis in Abhängigkeit der
Zuordnung des Ereignisses auf Bearbeitungsbereiche nur dem entsprechenden
Zustandsautomaten für den Bearbeitungsbereich weitergegeben. Ist ein Ereignis keinem
Bearbeitungsbereich zuzuordnen, dann wird es an beide Zustandsautomaten der
Bearbeitungsbereiche weitergeben. Siehe dazu auch die folgende Abbildung.
Abbildung 7-1: Zustandsautomat X4
7.3 I-Placement
Auf SIPLACE X4i-Maschinen mit Stationssoftware-Version 7xx wird die Option "I-Placement"
unterstützt.
Im bisherigen OIS-Zustandsautomaten der SIPLACE Bestückmaschinen ist die Randbedingung
enthalten, dass in einem Bearbeitungsbereich bei Doppeltransport zu einem Zeitpunkt immer nur
eine Leiterplatte bestückt wird.
Mit der Option "I-Placement" ist es ab dieser Version möglich, dass 2 Leiterplatten in einem
Bearbeitungsbereich auf beiden Transportspuren parallel bestückt werden. Diese Funktionalität hat
eine Änderung im OIS-Zustandsautomaten zur Folge.
Der neue OIS-Zustandsautomat unterstützt auch die bisherigen OIS-Stationen.

ASM OIS/SIS Datenbanken 14.0 (R16-2) / Schnittstellenbeschreibung Ausgabe 12/2016
54
7.4 Synchroner Doppeltransport
Stationssoftware-Versionen 605.xx und 7xx verbessern die Datenqualität für den Betrieb im
synchronen Doppeltransport.
Dieses Kapitel beschreibt die Betriebsdaten, die während der Produktion in Stationssoftware
605.xx und 7xx mit synchronem Doppeltransport in die OIS Datenbank geschrieben werden.
HINWEIS
Frühere Stationssoftware-Versionen erreichen nicht die beschriebene Qualität der Daten
7.4.1 Stationssoftware 605.xx
Leiterplatte
Das Attribut lBoardNumber wird für beide Transportbänder in der Schrittweite 4 erhöht.
Bisher erfolgte die Erhöhung in Schrittweite 2.
Für den synchronen Doppeltransport werden zwei Leiterplatten in die OIS-Datenbank geschrieben.
Beispiel
Es werden 3 Leiterplatten auf dem rechten Transportband ohne synchronen Doppeltransport
gefertigt.
Anschließend werden 6 Leiterplatten mit synchronem Doppeltransport gefertigt.
Es gibt dann folgende Leiterplattennummern in der OIS-Datenbank:
1, 5, 9, 13, 13, 17, 17, 21, 21.
Die Leiterplatten mit der lBoardNumber 13, 17 und 21 gibt es je einmal mit ucConveyor = 1 und
ucConveyor = 2.
Taktzeit sDuration sowie Zeitstempel dtTime sind für synchronen Doppeltransport identisch.
Bauelemente-Verbrauch
Der Bauelemente-Verbrauch wird in Summe für jede Leiterplattennummer gemeldet.
D.h. im obigen Beispiel gibt es Verbrauche für die Leiterplattennummern: 1, 5, 9, 13, 17, 21.
Ereignisse
Die Ereignisse PCB_BEGIN, PCB_END und PLACING werden für synchronen Doppeltransport nur
einmal gemeldet.
D.h. im obigen Beispiel gibt es PCB_BEGIN nur für die Leiterplattennummern: 1, 5, 9, 13, 17, 21.