JUKI-FX-1_1R操作手册.pdf - 第214页
第 4 章 生产程序编辑 Rev03 4-5-2-3 标记的示教 为识别标记,提供信息示教。 要识别标记,需要有五种信息: 标记的极性(黑白区分) 、标记大小、 标记形状、 阈值(为 区分周围和标记光亮程度的判断基准值)、检查框大小。 4-5-2-3-1 基板标记的示教 < 步骤 > ① 将光标移动到示教对象的数据标记位置。 但需要预先输入标记的X,Y坐标。 图 4.5. 2.3 基板标记 示教(1) ② 按下 HOD 的 CAMERA…
第 4 章 生产程序编辑 Rev03
③边看监视器,边按“移动键” 把十字光标移动到坐标的中心位置。
这时,随着移动设备,画面上显示的数值(坐标值等)会有变化。
此外,当设备移动到极限时,会有蜂鸣声提示错误,通知操作者无法移动。
按一次“移动键”,移动 0.01mm。按中央的“FAST”键后再按一次“移动
键”,可移动 0.025mm。按动次数越多越快。移动状况,可以从画面上的数
值确认。
④按下[ENTER]键后,可以取得示教的坐标数据。
关于数字放大功能
在操作选项中设置了[进行数字放大]的情况下,用摄像机拍摄的图像可以在 VCS
监视器上放大显示。
要放大时,按 2 次 HOD 的 Window 键。
<放大显示适用条件>
- 元件外形尺寸的长边尺寸为 2.25 mm 以下
- 角度为 0/90/180/270°的情况下
- 贴片位置:贴片角度 + 电路角度
- 吸取位置:吸取角度
4-5-2-2-2 Z 轴示教
Z轴示教为示教高度。示教 Z 轴时,只可选择贴片头和 HMS 单元。
使用 HMS 示教时,在摄像机示教 XY 轴后,按 HMS 键即可开始示教。确定时,按 ENTER。
使用 HMS 示教时,有的元件因测量面的光泽、表面粗糙程度等原因,会造成
激光乱反射,使元件无法测量。
在这种情况下,可把激光移动到元件运输带上,作为代用点进行Z轴示教,
请参见下图:
元件运输带
元件
测量点
注意
为防止伤害人身,HOD 操作中不要把手伸进装置内部,也不要将
脸或头部靠近设备。
4-87
第 4 章 生产程序编辑 Rev03
4-5-2-3 标记的示教
为识别标记,提供信息示教。
要识别标记,需要有五种信息:标记的极性(黑白区分)、标记大小、标记形状、阈值(为
区分周围和标记光亮程度的判断基准值)、检查框大小。
4-5-2-3-1 基板标记的示教
<步骤>
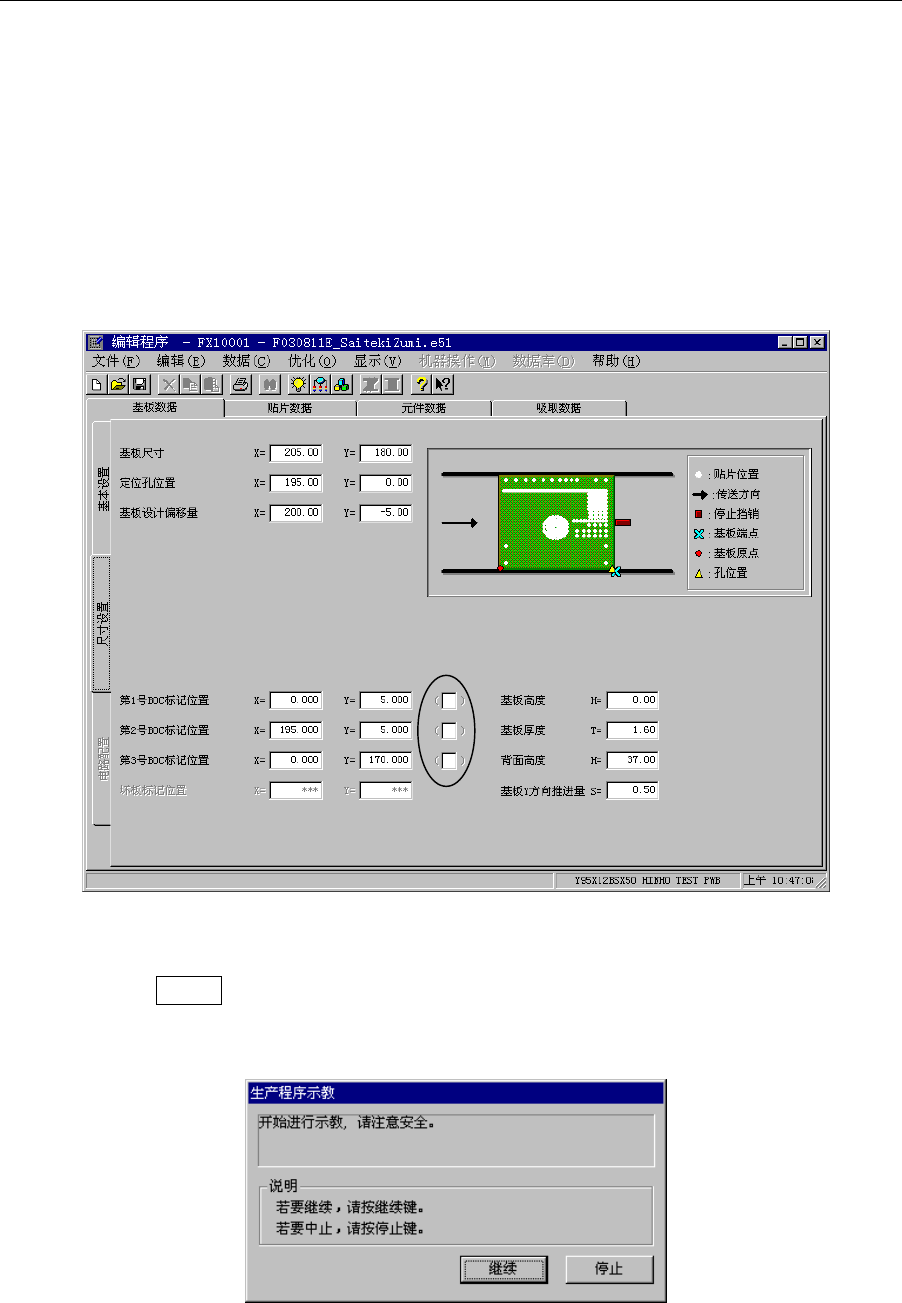
① 将光标移动到示教对象的数据标记位置。
但需要预先输入标记的X,Y坐标。
图 4.5.2.3 基板标记示教(1)
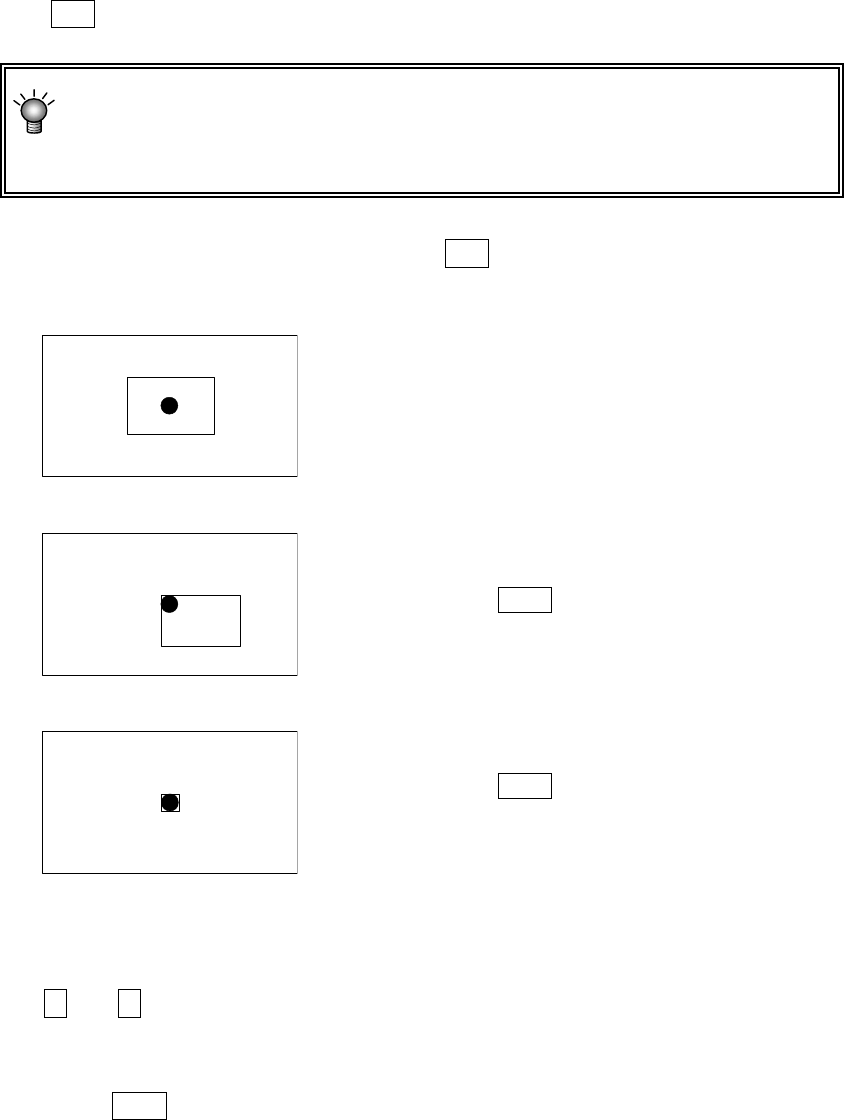
② 按下 HOD 的 CAMERA 键。
●如安全保护盖处于打开状态,显示如下画面。
图 4.5.2.4 确认画面
4-88
第 4 章 生产程序编辑 Rev03
按下继续 键,继续执行示教,摄像机移动到标记的 XY 坐标,显视器画面上显示出示教对象
(需要记录的)的图像。
※当显视器画面没有要示教的图像时,请确认输入的坐标是否正确。
※若标记为陶瓷基板的标记(标记为白色)时,需再按一次“CAMERA”键。
按下 CAMERA 键,切换极性。
③ 设定测量框
尺寸框可以用上下左右箭头键进行调整。(按动 FAST 键,可以加快调整尺寸框的移动速度)
可在这里自动识别标记,并取得校正所必需的数据。
显
示摄像图像和长方形框
。
先设定标尺框的上边及左边。
上边及左边要对准记号。
调整完毕后按 ENTER 键。
以上述同样的方法设定下边及右边的尺寸框。
调整完毕后按 ENTER 键。
自动取得标记周围的滤波水平、并显示在显视屏上。
用 HOD 的↑ 键、↓ 键(XY 上下移动箭头键),调整到可以清楚地看到标记,避免周围噪音的干
扰。
调整完毕后按下 ENTER 。
4-89