CP6设备教材.pdf - 第3页
3
2
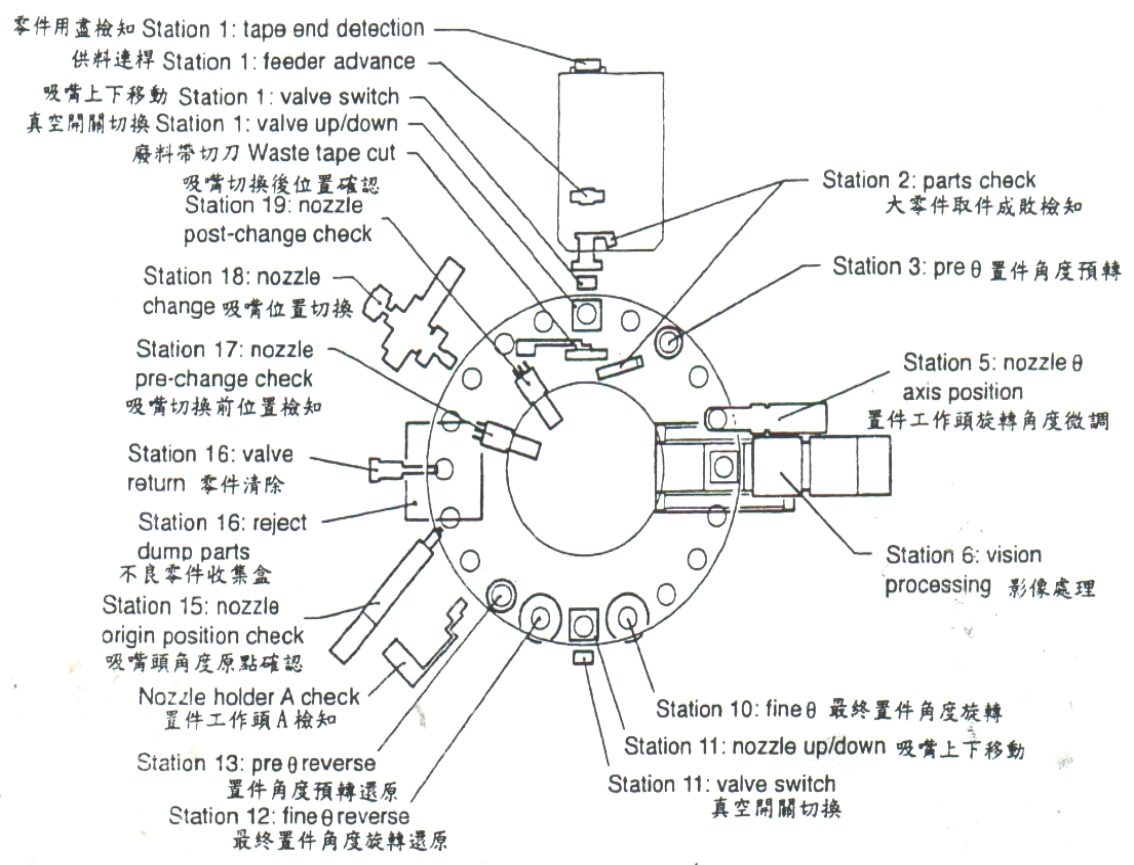
第一章 20 站工作介紹
1到20工作站:(有作用之工作站)
第 1 站:供料連桿,真空產生,零件吸取,切除廢料帶,及零件用盡
檢知。
第 2 站:使用偵測器進行大零件取件成敗檢知。
第 3 站:執行置件角預轉 Pθ。(旋轉+90∘及-90∘)
第 5 站:執行第3站置件角度旋轉所造成之誤差修正。
第6站:使用大.小視野2組相機,進行零件之位置,角度偏差狀況.
零件外形.有無零件等檢查。
第 10 站:執行最終置件角度旋轉 Fθ。
第 11 站:真空破壞,置件。
第 12 站:執行最終置件角度還原 FRθ。
第 13 站:執行置件角度預轉還原 PRθ。
第 14 站:工作頭A檢知。
第 15 站:執行吸嘴頭原點角度確認。
第 16 站:拋料。
第 17 站:執行吸嘴切換前,吸嘴所在位置檢知。
第 18 站:使用伺服馬達,執行6支吸嘴位置切換。
第 19 站:確認是否完成切換。
3
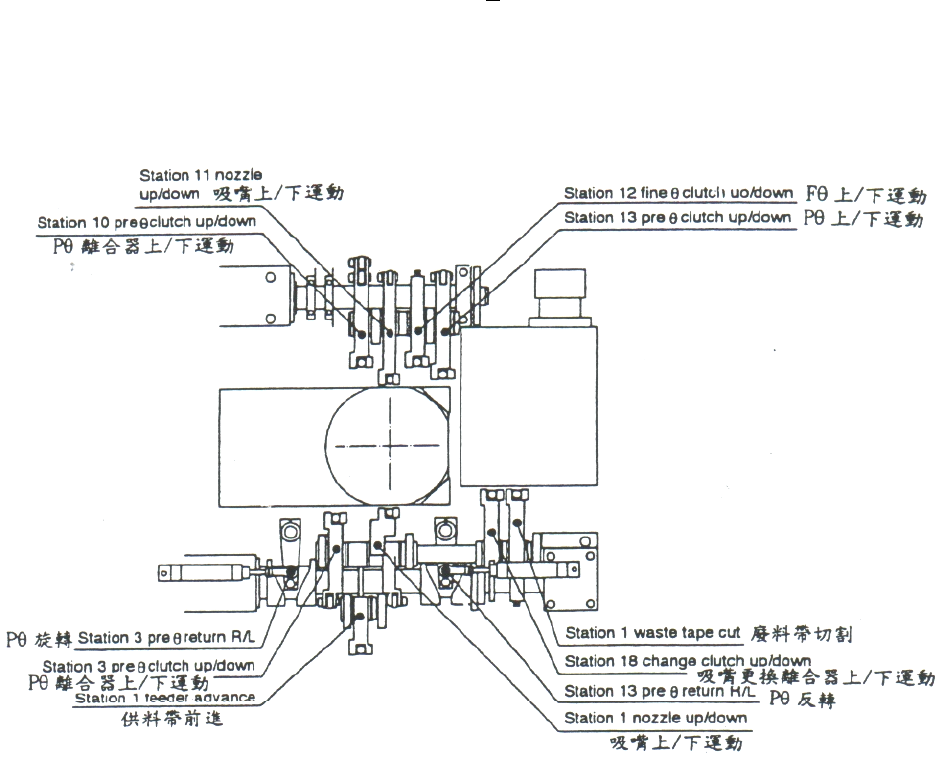
第二章 CAM BOX 介紹
對 CP-642 此凸輪箱位於機器之頂部,由於其重要性,故稱此凸輪軸箱為機器
之 ”頭腦” 。其控制著這部機器主要功能的細部動作-即 ”擷取” 及 ”置放” 。
下列示意圖顥示了此凸輪軸箱各部組件之主要功能,其包含有下列各主要組
件:
(1)二個凸輪軸-用以支撐一般凸輪及柱狀凸輪。
(2)二個索引單元-包含吸嘴索引單元及θ軸索引單元。
(3)九個一般凸輪-用以控制供料器及置放頭之大部份動作。
(4)二個柱狀凸輪-用來操作第三站的Pθ及第十三站的反轉Pθ,透過這些柱狀凸
輪之作用,將可使 吸嘴做精確的+90∘之運動。
第三章 X Y Z AND Z AXIS 校正
TABLE BASE 水平調整
4