XP142 HEAD保养步骤.pdf.pdf - 第3页
9 、将清洁 OK 的 PISTON 涂上 AFC ,装在相应的位置上。 10 、 PISTON 装完后, 量表架在 PIST ON 上面, 确认 PISTON 高低 (标准在 0.1mm ) , 并将数据记录, 超出 0.1mm 的应确认 PISTON 是否装好。 11 、将清洁干净的吹气、真空 PIN 涂上 AFC ,装上 SPRING 1 个, STOPPER 2 个,然后装入 BODY 内(先装里 面一圈长的,在装外面一圈短的)…
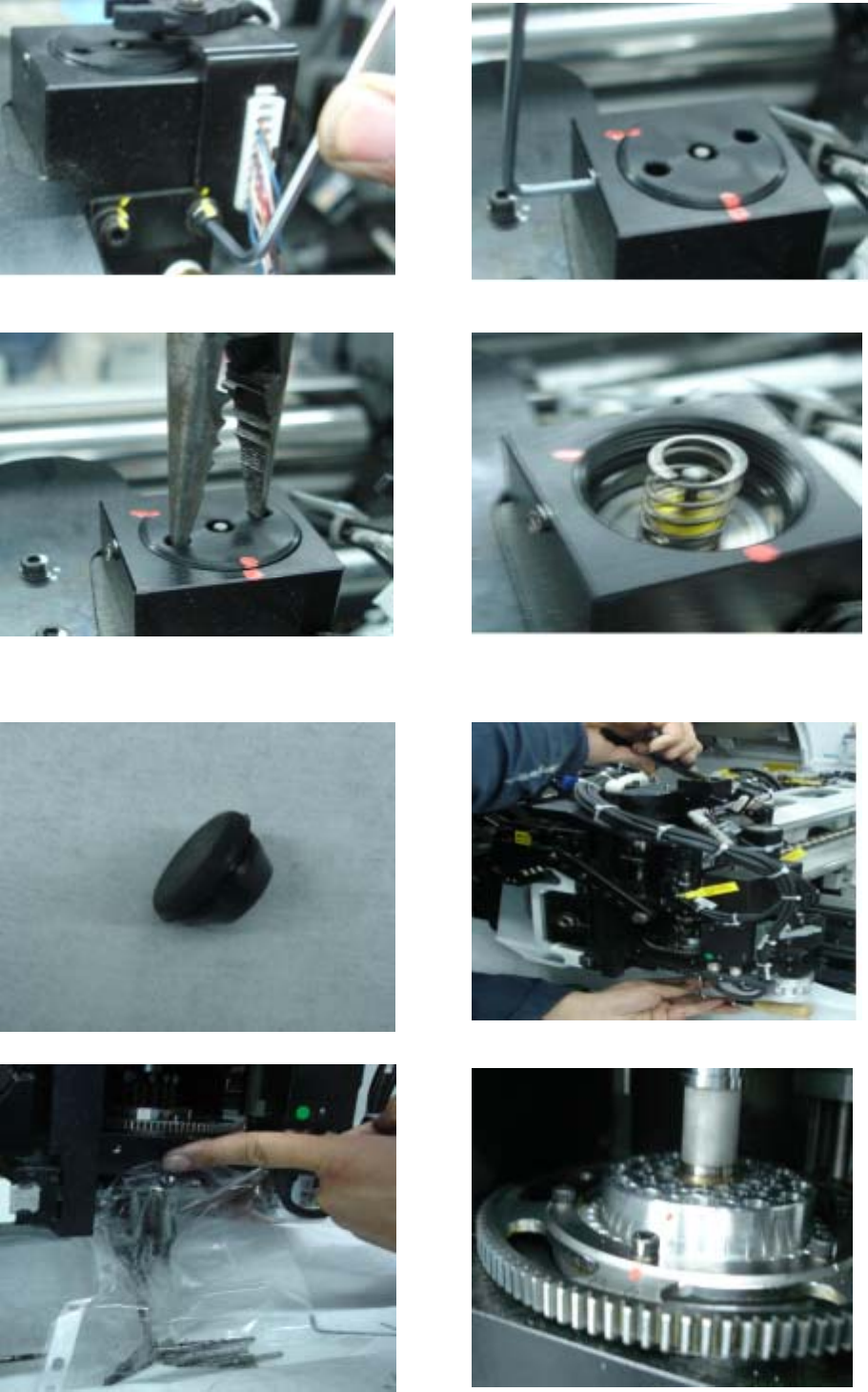
5、用尖嘴钳松开 RESET CYLINDER 固定螺丝,取下弹簧。
6、拆下 RESET CYLINDER 下端胶套,用尖嘴钳固定 RESET CYLINDER 上端,下端用 5.5mm 套筒扳手旋开螺丝,
抽出 RESET CYLINDER 活塞杆并取下 PLATE.
7、用文件袋套在 PISTON 下方,取下吹气、真空 PIN,用 1.5mm 内六角扳手拆下 PISTON,用棉花棒清洁 BODY。
8、将拆下的 PISTON 清洁并按照 1#、2#……12#摆放,吹气、真空 PIN、STOPPER、SPRING 清洁后分类摆
放,并清点数量(真空 PIN 12 支,吹气 PIN 12 支,SPRING 24 个,STOPPER 48 个)。
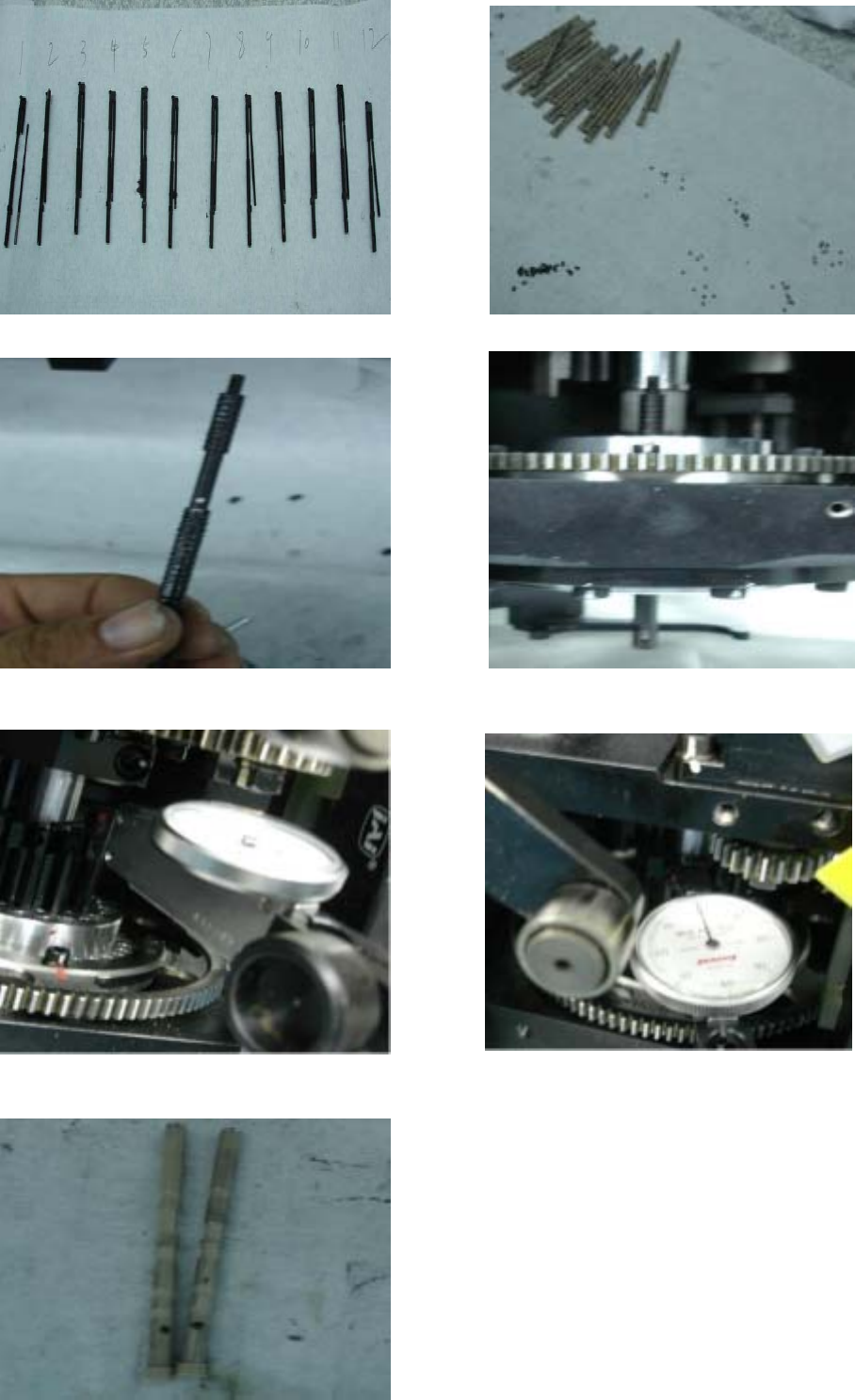
9、将清洁 OK 的 PISTON 涂上 AFC,装在相应的位置上。
10、PISTON 装完后,量表架在 PISTON 上面,确认 PISTON 高低(标准在 0.1mm),并将数据记录,超出 0.1mm
的应确认 PISTON 是否装好。
11、将清洁干净的吹气、真空 PIN 涂上 AFC,装上 SPRING 1 个,STOPPER 2 个,然后装入 BODY 内(先装里
面一圈长的,在装外面一圈短的)。
12、将 RESET CYLINDER 活塞杆插入右图 32 中,装上 95、96、20,用 5.5mm 套筒扳手锁上 19,将 97 橡胶
块恢复。

13、装上 SPRING,将 RESET CYLINDER 螺丝旋到记号处,锁上固定螺丝。
14、用 2.5mm 内六角扳手装回 RESET CYLINDER SENSOR,螺丝含住。将 1mm 的厚薄归放在 PLATY 上,打开
I/OY01F,调整 RESET CYLINDER SENSOR 刚刚亮,锁紧 RESET CYLINDER SENSOR 螺丝。
15、“ZH”调整:量表架在 FEEDER 供料平台上,表头与最高的一支 PISTON 下方接触,用手下压“Z”轴,
当量表的指针刚刚摆动时,记录“Z”轴数值(M/A—JOG—SEVER AXIS)。在 M/C—PROPER DATA EDIT 里查
找”ZH”数值,将“Z”轴的数值加上 0.1mm 就是“ZH”数值。