Ersa_Versaflow3_CN.pdf - 第4页
4 Er s a VERSAF LO W 3 / 45 技术参 数和 机 器 选 项 尺寸 (基 本 配 置) : 长度 : 2, 4 50 m m / 101 .5 ” 宽度 : 1,7 3 0 mm / 6 8 .1” 高度: 1,62 0 m m / 63 .8 ” 重量 (不 带焊锡 ) : 约 1,1 00 k g/2 , 4 25 l b 涂漆 : 颜色: R A L 7 03 5 / R A L 7 016 传送带 系统 …
2
Ersa VERSAFLOW 3/4 5
可实现最佳选择焊工艺
的全球最优选择焊系统
为满足灵活性要求,Ersa 第三代
VERSAFLOW
的设计采用了完全模块化
的机器平台来实现。
VERSAFLOW 3/45
的基本配置由通常的助焊剂、预热和
焊接模块以及一个分段式输送带系统
组成。用户可根据具体应用和所需的
产能,集成其它助焊剂/预热/焊接模
块。VERSAFLOW 3/45 的最高配置可包
含多达 3 个焊接模块,每个模块还可配
备 2 个单点波峰锡缸。每个焊接模块
的上游可安装一个预热器。
双轨可使产能翻倍而不增加占地面积
最上方图片:
底部动态预热和顶部预热的完美组合
封面:
VERSAFLOW 3
:采用双锡缸的选择焊系统,
可满足最高的产能和灵活性要求
除了可以安装多个单点波峰锡缸之外,
还可以安装多点波峰锡缸。在预热区
中以及单点波峰锡缸上方,可选装顶
部热风对流预热。
选择双轨机型时,系统产能翻倍,但
不会增加占地面积。而且,如果 PCB
的尺寸合适,预热器分段配置后,则
还可以进一步提高产能。将所有选项
都用上即可得到最高配置的系统,此
时,系统中的不同位置最多可同时处
理 22 块 PCB。

3
F H L
F H H L
F H L H L
F H H L H L
F H MW
F H H MW
F H MW H MW
F MW
F H MW
MW
H L
F
H
L
H
L
L+L
DT
F
H
LH
MW
HH
L
HH HH
以下通过不同模块的排列组合来说明 Ersa 模块化系统的卓越灵活性。根据不同
的客户需求,选用双锡缸和/或双轨道运输功能,可以大幅提高产能而无需增加
占地面积。
Ersa 模块化系统
总有一种组合能满足您的
工艺与预算要求
+ 双锡缸选项
相邻示例的不同配置都是以一个单喷
嘴的焊接模块 (L) 为基础。该焊接模块
也可选择加配一个锡缸和一个焊接喷
嘴 (LL)。
+ 双轨道传送选项
再增加一个轨道 (DT),产能将翻倍。如
果系统配备 2 个单喷嘴锡缸,则可同时
处理两个完全相同的电路板组件。
助焊剂模块
配备助焊剂喷涂装置
预热模块
配备底部预热装置
焊接模块
配备单点波峰单元
焊接模块
配备多点波峰锡缸
预热模块
配备底部和顶部预
热装置
焊接模块
配备单点波峰单元
和顶部预热装置
图解:
4
Ersa VERSAFLOW 3/45
技术参数和机器选项
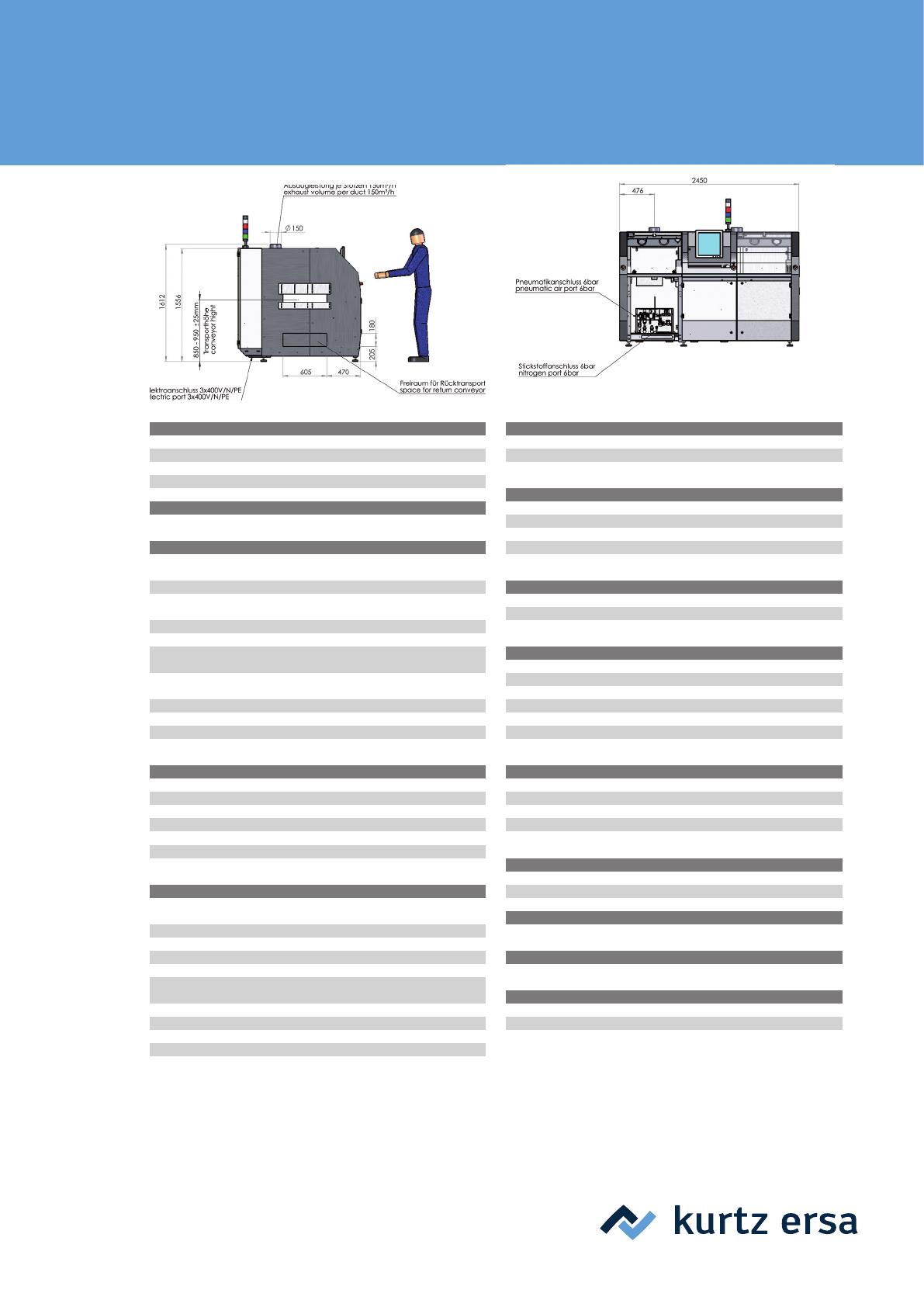
尺寸(基本配置):
长度: 2,450 mm / 101.5”
宽度: 1,730 mm / 68.1”
高度: 1,620 mm / 63.8”
重量(不带焊锡): 约 1,100 kg/2,425 lb
涂漆:
颜色: RAL 7035 / RAL 7016
传送带系统:
类型: 分段式销链/滚轮传送带
可用于不带焊接托架的 PCB 传输
传送带角度: 固定为 0°
PCB 宽度(单轨): 63.5 – 406 mm(可选:508 mm)/
2.5” – 16”(可选:20”)
PCB 宽度(双轨): 2 x 60 – 204 mm/2.4” – 8”
PCB 长度: 127 – 508 mm/5” – 20”
PCB 顶部净空: 最大 120 mm/4.7”
(从 PCB 底部测量)
PCB 底部净空: 最大 30 mm / 1.2”
根据 Ersa 布局指南,根据客户要求可 > 30 mm/ 1.2”
PCB 板边: 3 mm / 0.1”
传送带离地高度: 850/950 mm ± 25 mm / 33.5/37.4” ± 1”
传送带速度: 0.2 – 10 m/min / 7.9 – 393.7”/min
阻焊托盘/PCB 重量: 最大 5 kg/11 lb
助焊剂模块:
类型: 高精度助焊剂喷涂器
定位系统: 2 轴 (X/Y),伺 服 电 机 驱 动
助焊剂储存罐: 2 l
定位速度: 2 – 400 mm/sec / 0.1” – 15.7”/sec
助焊剂涂敷速度: 2 – 20 mm/sec / 0.1” – 0.8”/sec
定位精度: ± 0.25 mm / ± 0.01”
喷涂宽度 2 – 8 mm(内部喷头 130 / 270 µm )/ 0.1” – 0.3”
焊接模块:
类型: 不锈钢锡缸,集成在 3 轴
定位系统 (X/Y/Z) 中,伺 服电机 驱 动
焊接喷嘴: 单点高精度锡波
最小喷嘴直径: OD ø 4,5 mm / 0.2”(可根据需要提供其它尺寸的喷嘴)
焊波高度: 最大 5 mm / 0.2”
与 PCB 板边的间隙: 最小 3 mm / 0.1”
焊料量: ~ 14 kg/ 24.3 lb (Sn63Pb);
~ 13 kg / 22 lb 无铅
焊接温度: 最高 320 °C / 608 °F
锡缸加热时间: 75 分钟(直到 280 °C / 536 °F)
定位速度: X/Y:2 – 200 mm/sec;Z:2 – 100 mm/sec
焊接速度: 2 – 100 mm/sec / 0.1” – 3.9”/sec
定位精度: ± 0.15 mm / ± 0.006”
预热模块:(基本配置)
类型: 使用短波红外加热器进行底部加热
功率: 最大 12 kW
温度范围: 0 – 200 °C/0 – 392 °F
氮气技术:
氮气供应: 本地供应
氮气注入: 锡缸上的 N2 盖
所需压力: 3 bar/43.5 PSI
氮气消耗量: 每个锡缸约 1.5 m3/h / 2 yd³/h
要求的粒子洁净度: 平均为 5.0,99.999%
气动系统:
压缩空气供应: 本地供应
所需压力: 6 bar/87 PSI
消耗量: < 5 m3/h/6.5 yd³/h
控制:
PC 控制系统:Windows 7 操作系统
过程可视化
所有过程参数输入
7 天计时时钟
机器状态控制
密码功能
过程数据记录
电气参数:
电源: 5 线制,3 x 230/400 V,N,PE
电源容差范围: +6%, –10%
频率: 50/60 Hz
功耗: 最大 18 kW(基本配置)
电流: 最大 34 A(基本配置)
排风额定值(基本配置):
每个排风管的排风量: 约 150 m
3
/h/196.2 yd³/h
排风管: 2 个排风管,每个的外径为 150 mm/5.9”
环境参数(运行):
环境温度: 15 – 35 °C / 59 – 95 °F
噪音等级:
持续噪音等级: < 60 dB (A)
基本设计与结构:
固体钢结构
安全玻璃窗
急停按钮
219546 - 1111 | 产品资料可能变更 | © 2011 by Ersa GmbH 版本说明:Kurtz Holding GmbH & Co. Beteiligungs KG | Corporate Communications | Frankenstr。2 | 97892 Kreuzwertheim | 德国 | 电话:0 93 42 807-0
Ersa GmbH
Leonhard-Karl-Str. 24
97877 Wertheim
德国
电话:+49 9342 800-0
传真:+49 9342 800-100
info@ersa.de
www.ersa.com
中国
电话:+86-21-3360 9780
传真:+86-21-5239 2001
info@kurtzersa.de