SMT回流焊炉加氮气优缺点1.pdf - 第8页
另 外 , 氮 气 也 会 增 加 焊 锡 的 “ 灯 芯 效 应 ” , 让 锡 膏 可 以 沿 着 零 件 焊 脚 的 表 面 爬 锡 更 高 , 这 对 某 些 零 件 焊 脚 可 能 是 加 分 , 但 是 对 某 些 连 接 器 可 能 就 是 剪 分 , 因 为 连 接 器 的 焊 脚 再 往 上 通 常 是 与 其 他 零 件 连 接 的 接 触 点 , 这 些 接 触 点 如 果 吃 锡 可 能 会 造 成 其 他 问 …
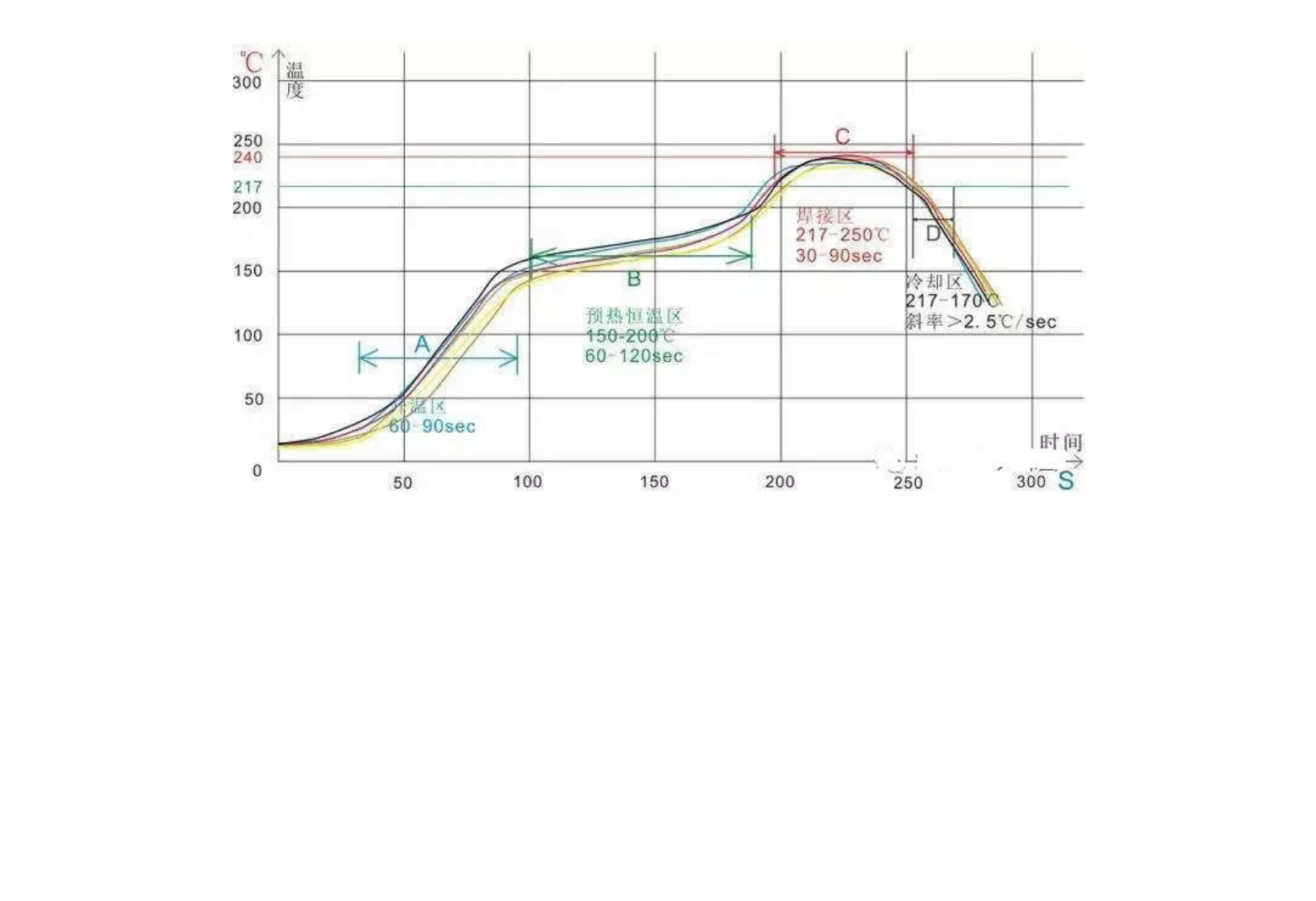
回流焊的温度曲线
不过,晋力达电子设备必须要强调“氮气并不是解决氧化的万灵丹”,如果零件或是电路板的表面已经严重氧化,氮气是无法使其起死回生的,而且
氮气也仅对轻微氧化可以产生补救的效果(是补救,不是解决)。
其实,储存及作业过程中只要可以确保PCB的表面处理及零件不会产生有氧化,加氮气基本上没有太大的作用,最多就是促进焊锡的流动、增加锡的
高度。但是,话又说回来,还真没几家公司可以百分百确保其PCB及零件表面处理没有氧化的。
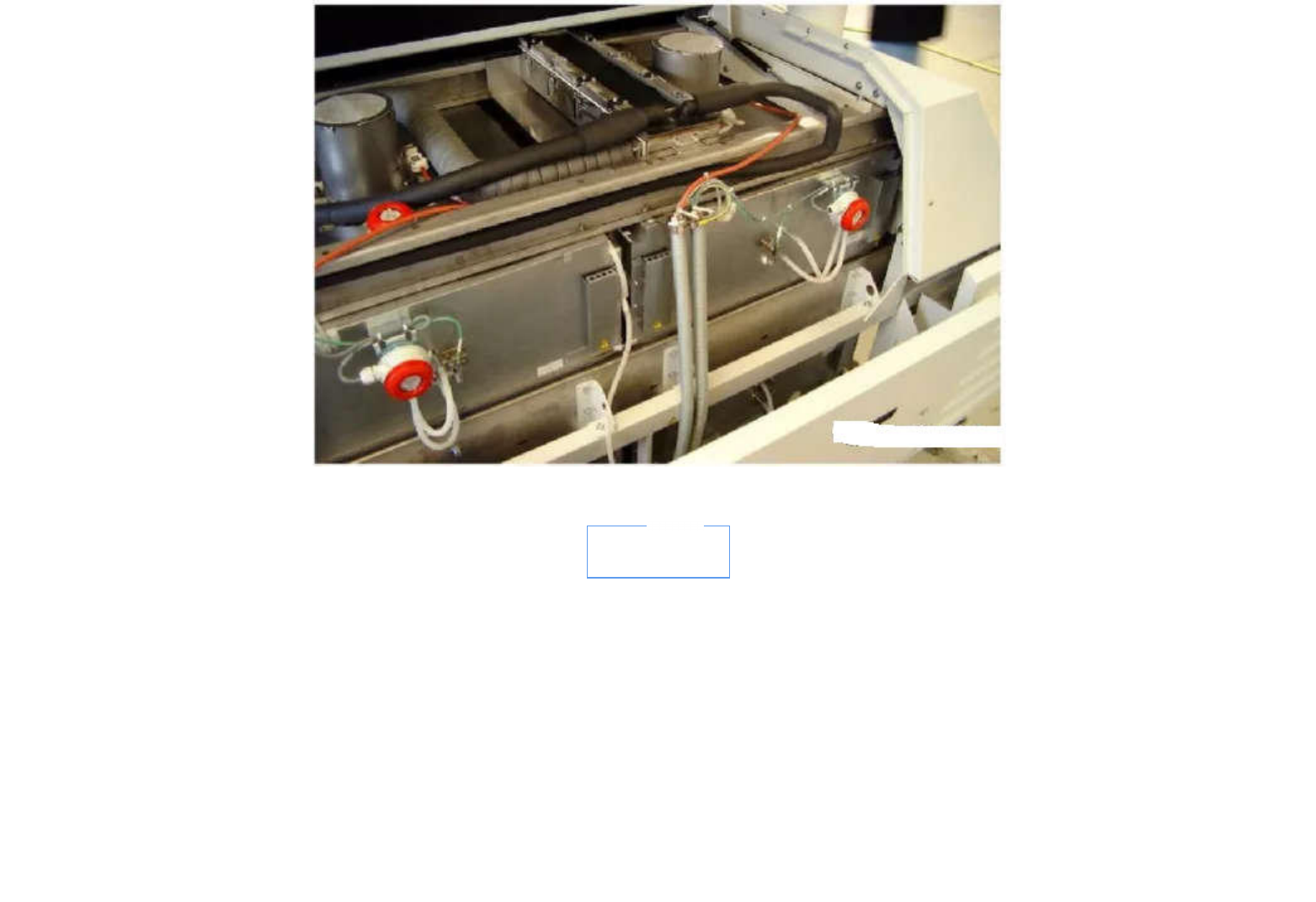
回流焊炉
前说了许多氮气的优点,话说回来“回流焊炉(Reflow oven)”使用氮气并不是百利而无害,先不说加氮气“烧钱”的问题,就因为氮气可以促进焊
锡的流动效果,所以才会出问题,听起来怪怪的?
因为焊锡的流动太好也意味着加温效果较好,这个效果对大部分零件有好处,但是可能会恶化电阻电容这种小零件(small-chip)的“墓碑效应
(Tombstone effect)”,因为零件一端先融锡而一端未融锡,先融锡的一端内聚力加强后就会开始拉扯零件,未融锡端拉不住零件,最后形成立
碑,根据经验墓碑问题特别容易发生在0603与0805大小的小电阻及电容上,因为其尺寸及锡膏印刷距离刚好容易立起零件。

另外,氮气也会增加焊锡的“灯芯效应”,让锡膏可以沿着零件焊脚的表面爬锡更高,这对某些零件焊脚可能是加分,但是对某些连接器可能就是剪
分,因为连接器的焊脚再往上通常是与其他零件连接的接触点,这些接触点如果吃锡可能会造成其他问题,而且现在的连接器脚间距很窄,焊锡往上
爬可能有短路的风险。