YSP20_Users_C.pdf - 第189页
6-15 6 画面右下角各按钮的功能如下所示。 [ 保存履历 ] 按钮 保存打开的选项卡中的履历数据时使用。 [清 除]按 钮 删除打开的选项卡中的所有履历数据时使用。 [选 项]按 钮 按此按钮,显示“表格显示设置”对话框,通过选择复选框指定想要在画面中显示的项目。 “表格显示设置”对话框 66614-N3-00
6-14
6
3.查看生产履历数据
本印刷机具有对自动运行中的各种生产信息和发生的故障等履历数据进行收集、保存、显示的功能。
此功能,不仅可以收集日常生产状况和生产履历,还支持利用网络自动收集履历的履历收集系统。
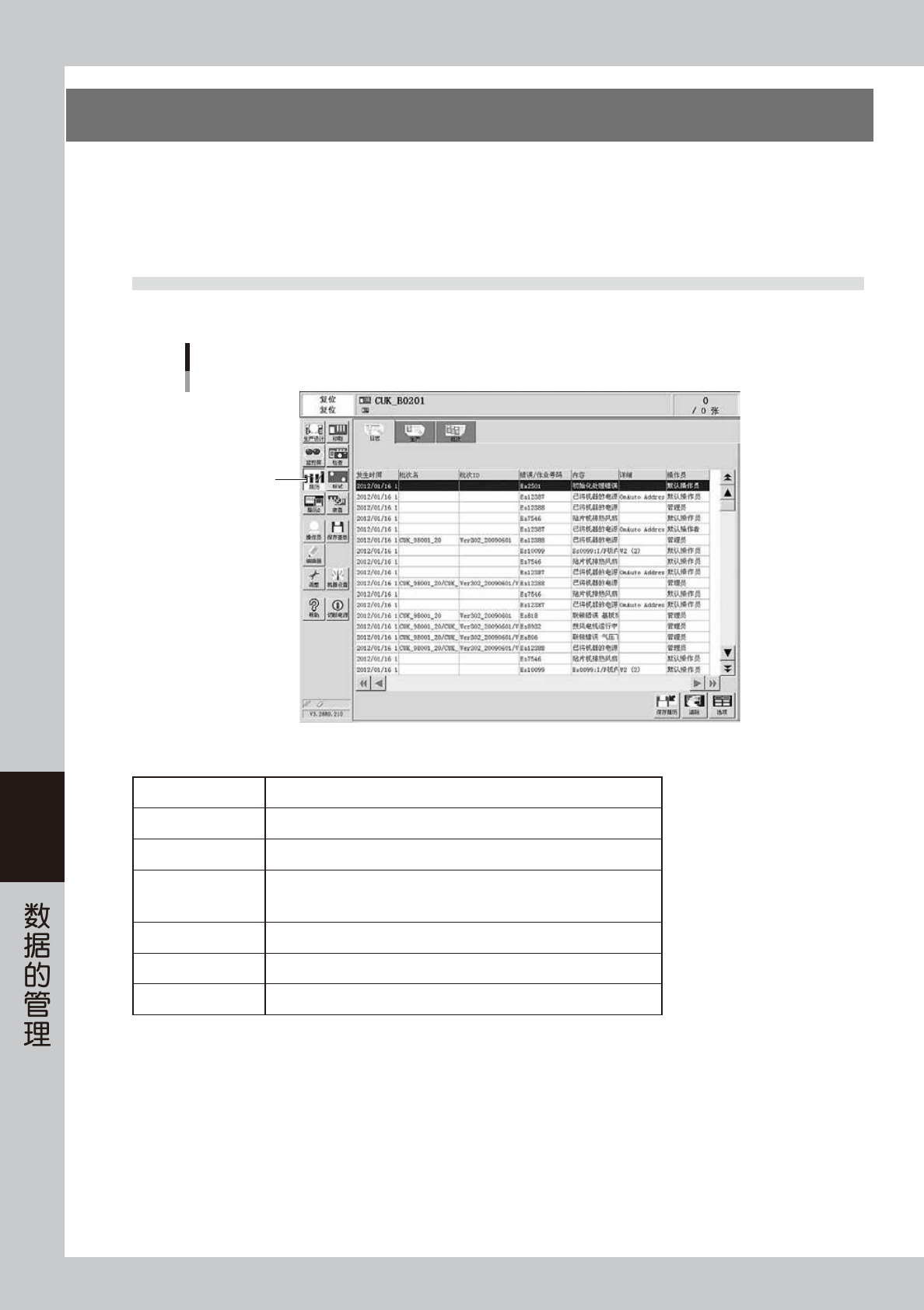
想要确认生产履历数据时,按 [ 履历 ] 按钮。选择“日志”、“生产”、“批次”选项卡切换显示内容。
本章节,介绍各选项卡的显示内容。
3.1 履历 :日志
日志显示本印刷机发生的错误和各种作业事件。1 次错误或 1 项作业为 1 行,最多可保存 1000 行。
[履历] -“日志”选项卡
[履历]按钮
66613-N3-00
各项目的内容如下表所示。
发生时间 显示错误与作业事件的发生时间
批次名 显示发生错误与作业事件时所选择的基板程序名
批次 ID 显示发生错误与作业事件时所选择的基板程序的备注
错误 / 作业号码
显示错误与作业事件的号码。
Es :与系统相关的错误
Ea :与基板程序和作业相关的错误
内容 显示错误与作业的标题。
详细 错误与作业有详细数据存在时,显示该数据内容。
操作员 显示发生错误与作业事件时进入软件系统的操作员名。
6-15
6
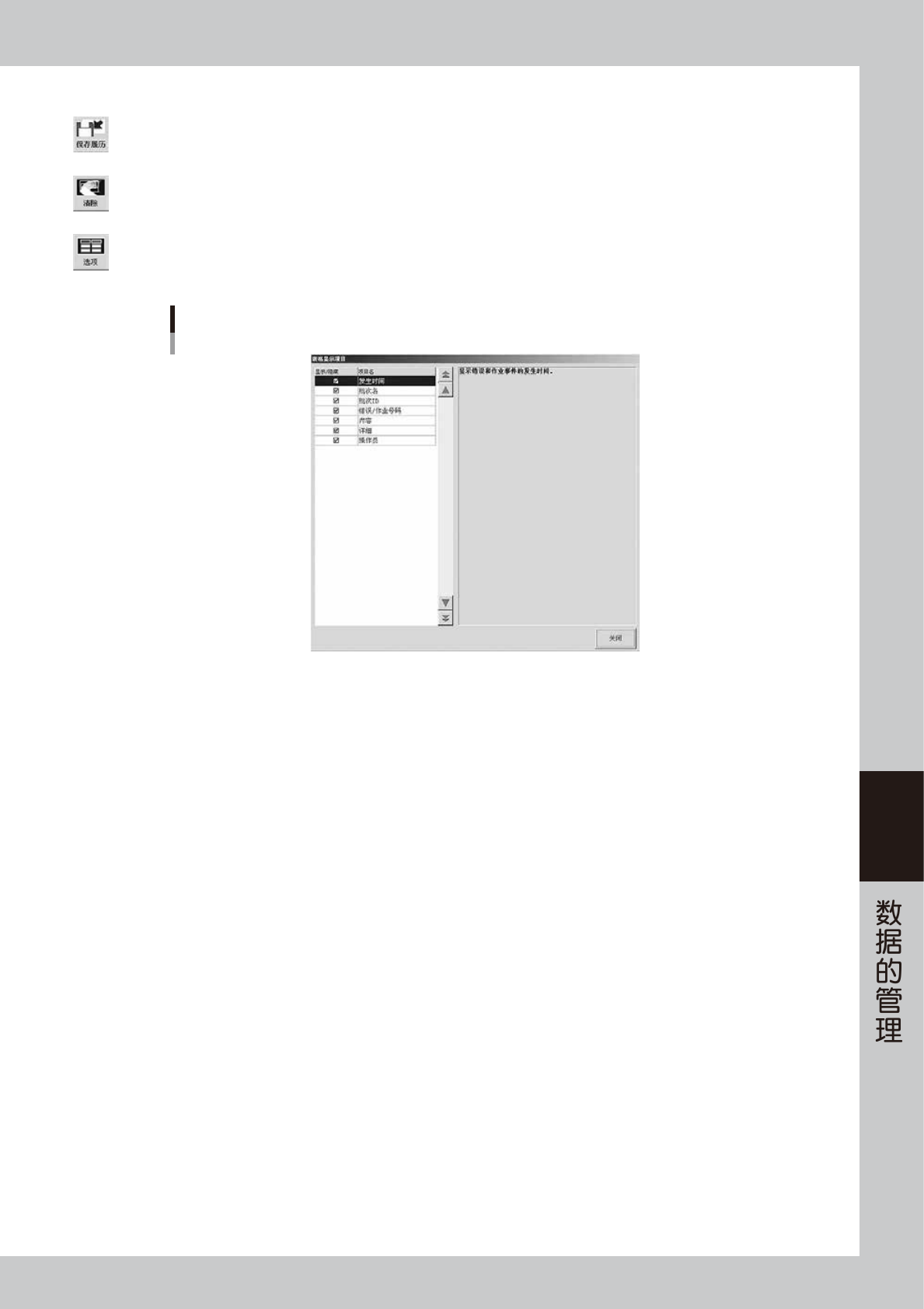
画面右下角各按钮的功能如下所示。
[ 保存履历 ] 按钮
保存打开的选项卡中的履历数据时使用。
[清除]按钮
删除打开的选项卡中的所有履历数据时使用。
[选项]按钮
按此按钮,显示“表格显示设置”对话框,通过选择复选框指定想要在画面中显示的项目。
“表格显示设置”对话框
66614-N3-00
6-16
6
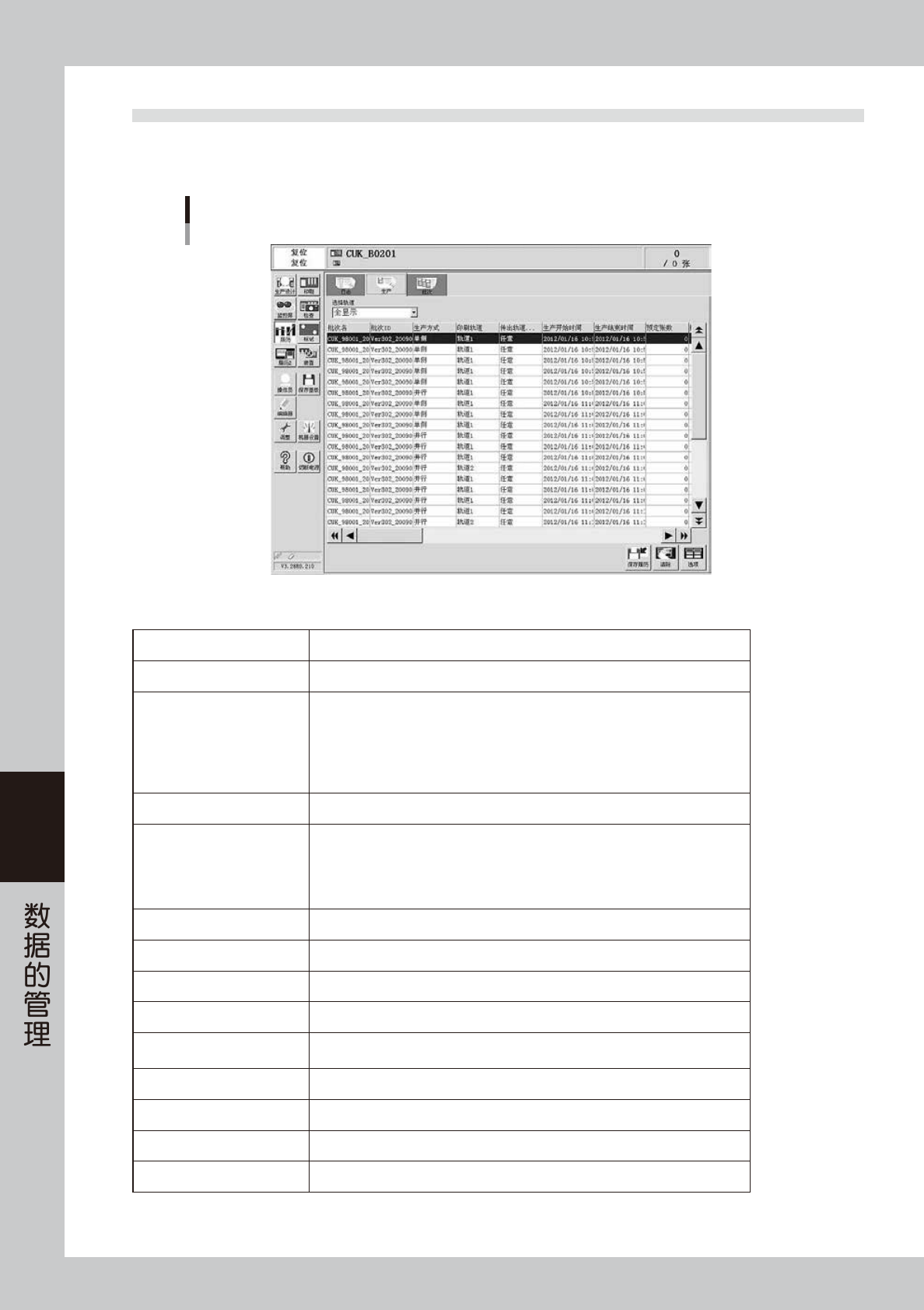
3.2 履历 :生产
显示本印刷机生产的每张基板的生产结果。1 张基板的数据占据 1 行。最多可保存 1000 行。画面右下方的按钮与
“日志”画面相同。
[履历] -“生产”画面
66615-N3-00
各项目内容如下表所示。
批次名 已完成生产的该批基板的程序名 ( 批次名 )
批次 ID 已完成生产的该批基板程序的备注 ( 批次 ID)
生产方式
该生产所采用的生产方式。
未设置 :没有设置
单侧 :由单侧轨道印刷进行了生产
并行 :由两条轨道并行印刷进行了生产
交替 :由两条轨道交替印刷进行了生产
依次 :由两张网板依次印刷进行了生产
印刷轨道 输出该生产日志的轨道号码。
传出轨道的设置
该生产所使用的传出轨道的设置。
任意 :已传出到读入基板程序的轨道
轨道 1 :已传出到轨道 1
轨道 2 :已传出到轨道 2
按下游要求:已传出到下游要求的轨道
生产开始时间 开始基板生产的时间
生产结束时间 完成基板生产的时间
预定张数 生产该基板时所指定的预定生产张数
批内序号 1 批基板中该基板的序列号
结束标志
0 :基板生产已完成
1 :因中途复位等原因,没有完成基板生产
印刷时间 ( 秒 ) 印刷该基板所用的时间
传送 CT ( 秒 ) 传送该基板所用的时间
因上游待机的 CT ( 秒 ) 生产该基板的过程中因上游机而待机的时间
因下游待机的 CT ( 秒 ) 生产该基板的过程中因下游机而待机的时间