KE-3010_20V_使用说明书.pdf - 第510页
第 1 部 基本编 第 4 章 制作生产程序 6 )周边行数 设置周边型 B GA 、交叉的周 边型 BGA( 外围多 ) 、交 叉的周边 BGA( 外围少 ) 球面图案时, 要从周边 开始计算球所在 行的行数,并进 行设置。 除此以外设置了其他图案时, “ 外围行数 ” 会显示为 “0” ,为无效状态。 例) 周边 行数为 “4” 时 7 )直径检查、 变形检查 识别方式为 “ 所有球面 - 基板 ”“ 所有球面 - 陶瓷 ” 时,可…
第 1 部 基本编 第 4 章 制作生产程序
<
新建球面图案的方法
>
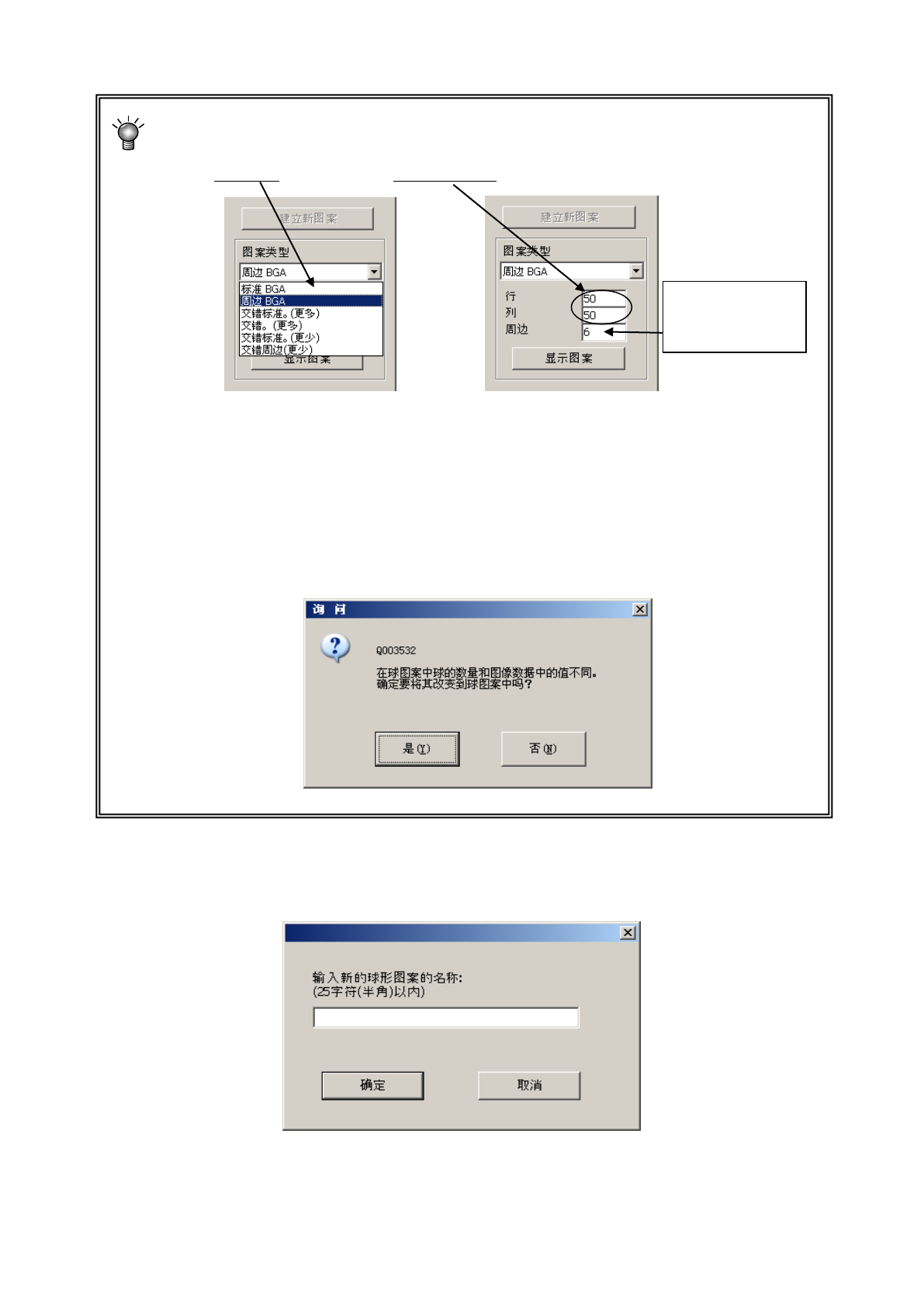
①按下“建立新图案”按钮。
②选择图案类型,输入新图案的“行”数与“列”数。
③ 按下“显示图案”按钮,则在“球面图案制作区域”中显示已选择的球面图案。
请追加、删除球面,编辑图案。
如果制作球面图案时设置的球数与该画面中设置的球数不一致时,则显示下述确认信息。
选择“是”,则该画面中设置的球数生效。
制作、编辑后,请单击“保存”,再单击“确定”。
保存新建的球面图案时,会显示球面图案名的设置画面。
请输入球面图案名,单击“确定”。
选择外围型时,请
输入球存在的行
数。
4-104
第 1 部 基本编 第 4 章 制作生产程序
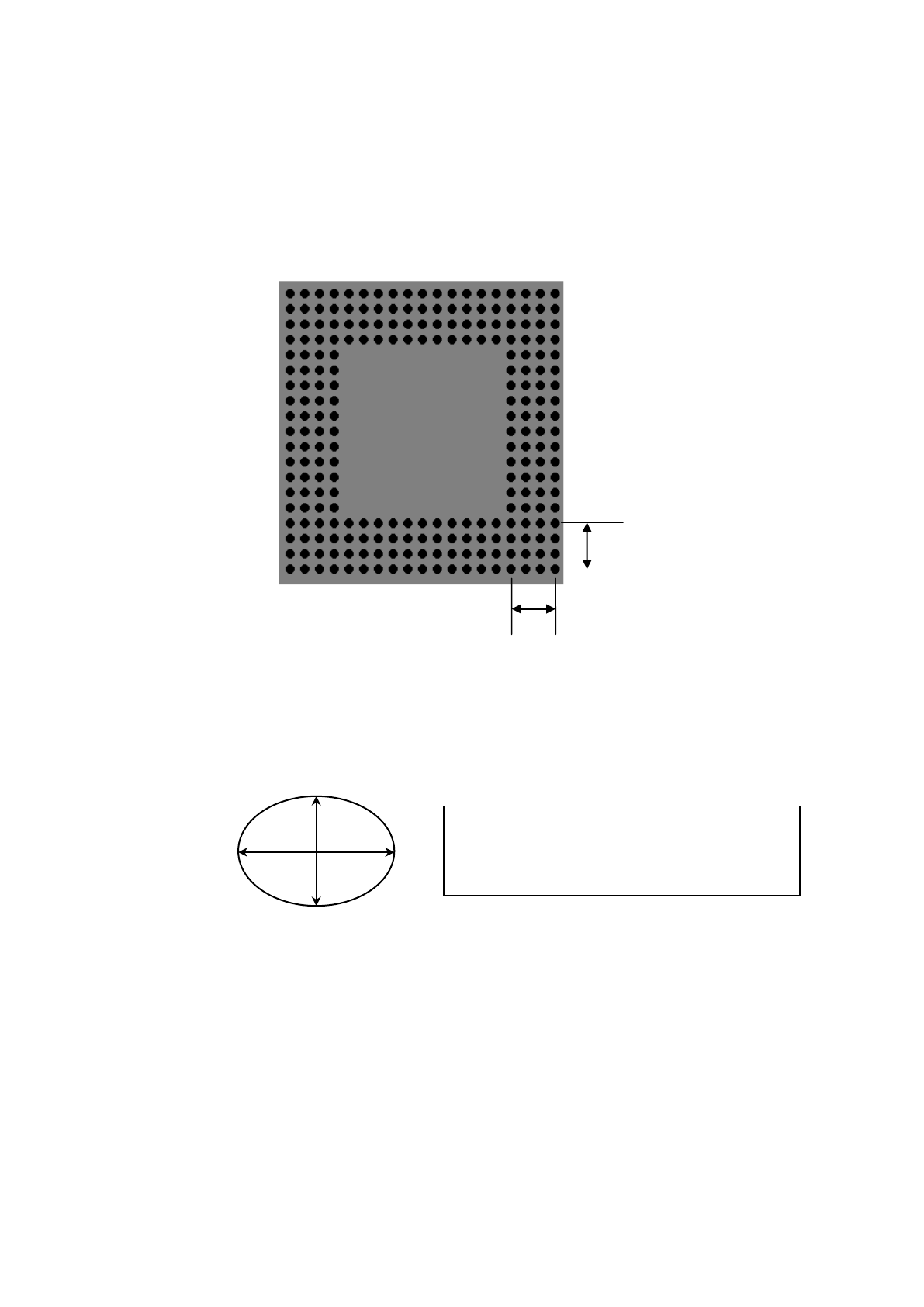
6)周边行数
设置周边型 BGA、交叉的周边型 BGA(外围多)、交叉的周边 BGA(外围少)球面图案时,要从周边
开始计算球所在行的行数,并进行设置。
除此以外设置了其他图案时,“外围行数”会显示为“0”,为无效状态。
例) 周边行数为“4”时
7)直径检查、变形检查
识别方式为“所有球面-基板”“所有球面-陶瓷”时,可设置是否进行球面检查和判定值。
●直径检查:测量各球的纵向与横向长度,无论哪一个长度超过(不足)设置值,都将被作为识别错
误。建议将检查水平值(输入值)指定在 40%以上。
●变形检查:检查球的面积。
与输入的球直径换算的球面积比较,算出来的像素值低于设置值或大于设定值时,即作为识别
错误。
建议将检查水平值(输入值)指定在 45%以上。
检查的初始值为“50”。
如果检查严格(将数字设置小些),则错误发生率就高。
4
4
H
V
将球直径的输入值设为 R 时,1-(H/R)、1-(V/R)
中的任何一个值超过(大于)或低于(小于)输入值
(%)时即为错误。
4-105
第 1 部 基本编 第 4 章 制作生产程序
8)
控制
对于进行图像识别时使用的摄像机、照明等进行设置。通常设置为初始值,因此无需变更。
设置的详细情况,请参见“4-3-5-2-10 控制”。
※BGA、FBGA的各输入设置范围
元件类型
设置范围
引脚间距mm
(
球间距
)
引脚长度mm
(
球直径
)
引脚数(个)
(
球数
)
BGA
0.35-3.0
0.4-1.0
4-51
FBGA
0.25-3.0
0.1-0.63
4-51
(注 1) 引脚 (球)间距:54mm 视角的标准 VCS 可使用于“引脚 0.4~2.54mm”,“球 1.0~3.0mm”,
27mm 视角的高分辨率 VCS 可用于“引脚 0.2~2.54mm”, “球 0.25~2.0mm”。
(注 2) 引脚长度 (球直径):54mm 视角的标准 VCS 可用于引脚长 0.4~1.0mm,27mm 视角的高分
辨率 VCS 可用于引脚长度为 0.1~0.63mm。
(注 3) 交错配置型 BGA 的最大值限定为 25。
(注 4) 陶瓷检查精度不在保证范围内。
(注 5) 焊锡球与焊锡球安装基板部分的对比度不明显时,与焊锡球直径相同的图案被连线,导致球独
立而无法识别时,在焊锡球安装基板部分上存在与焊锡球直径类似的穿孔时,不在该范围内。
4-106