3OM-1348-002_w.pdf - 第92页
3 - 11 0606 - 001 1.2 操作数据 线路板下面[mm] 已通过前工序在线路板下面 ( 背面 ) 贴装完元件的线路板被搬入 时 , 设定其中最高元件的厚度。 Fig.3C13 • 数据的设定范围 0 ~ 30.000 Note (a) 将线路板送入线路板定位部时 , 决定最初支撑台上升位置中使 用。 (b) 如果不考虑已贴装元件 , 把该数据设定为零 ( 无已贴装元件 ) 的 状态下运行时 , 向线路板定位部搬入线路板 …
3-100606-001
1.2 操作数据
(A01_08)
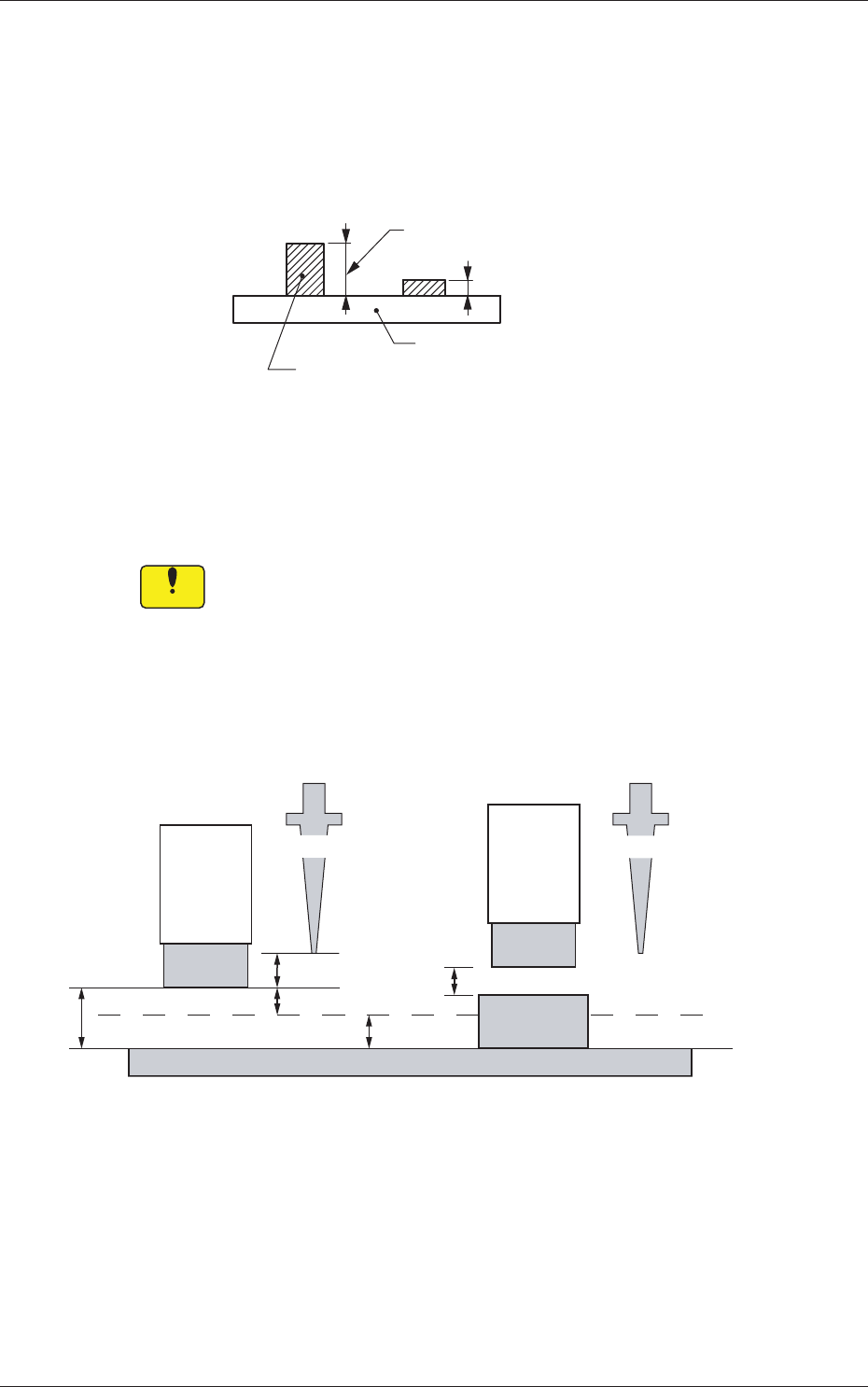
已贴装元件厚度
线路板上面 [mm]
已通过前工序在线路板上面贴装完元件的线路板被搬入时 , 设定
其中最高元件的厚度。
Fig.3C12
•
数据的设定范围
0 ~ 12.700
Notice
(a) 如果不考虑已贴装元件 , 将该数据设定为零的状态下运行时 , 有
时前工序贴装的元件和这次贴装的元件之间会发生冲突。
(b) 建议编写的贴装数据能够从低元件开始贴装。
(c) 已贴元件厚度的设定与实际线路板的已贴元件厚度不同时 , 线传
感器投光器和已贴元件有可能发生冲突。
Fig.3C12-1
线路板
设定此元件厚度
最高已贴装元件
投光器
投光器
线路板
贴装高度
3.0 mm
5.0 mm
NL
原点位置
2.0 mm
3.0 mm
已贴元件
2.0 mm
没有已贴元件的情况
有已贴元件的情况
NL
原点位置
3-110606-001
1.2 操作数据
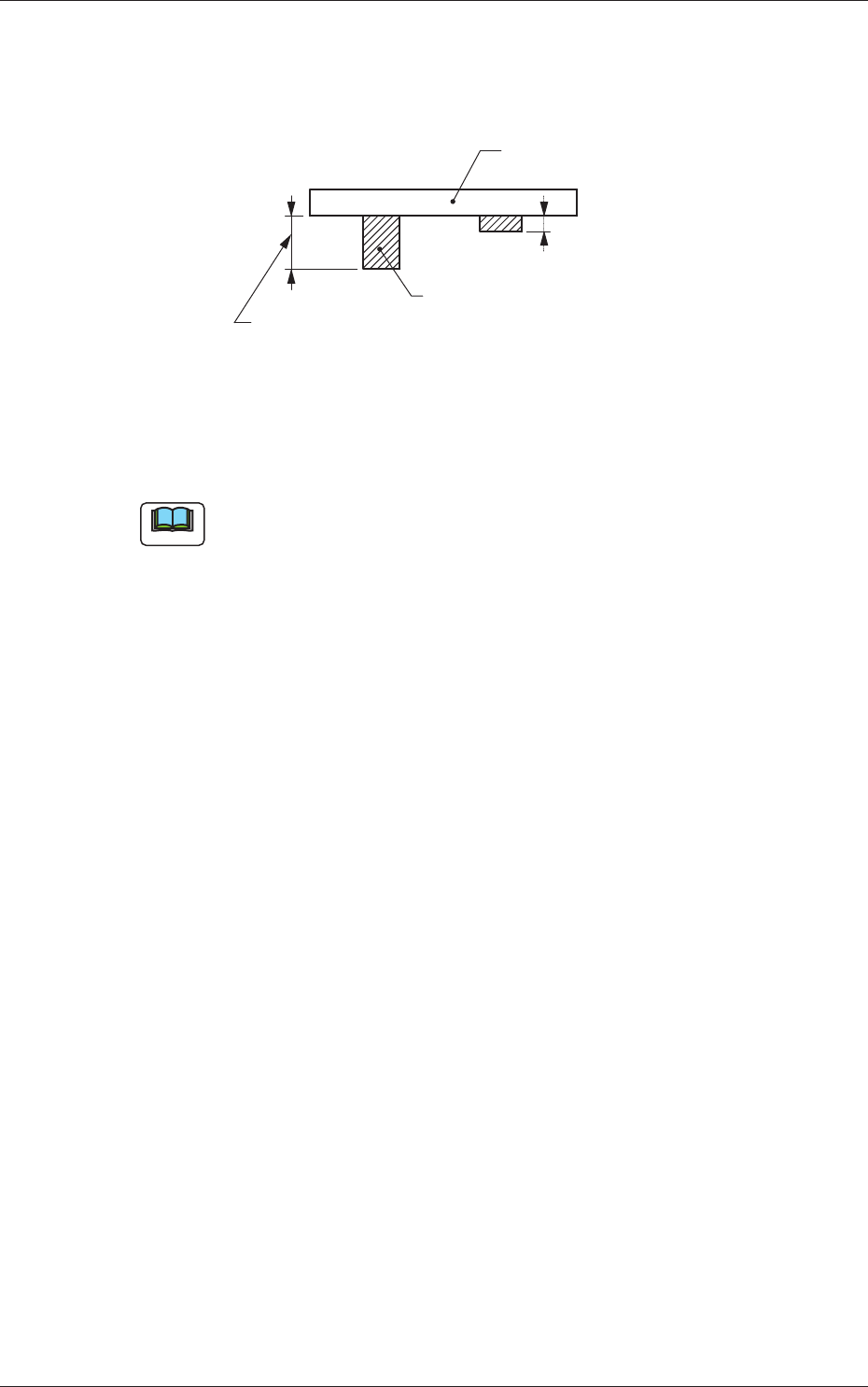
线路板下面[mm]
已通过前工序在线路板下面 ( 背面 ) 贴装完元件的线路板被搬入
时 , 设定其中最高元件的厚度。
Fig.3C13
•
数据的设定范围
0 ~ 30.000
Note
(a) 将线路板送入线路板定位部时 , 决定最初支撑台上升位置中使
用。
(b) 如果不考虑已贴装元件 , 把该数据设定为零 ( 无已贴装元件 ) 的
状态下运行时 , 向线路板定位部搬入线路板 , 有可能发生支撑销
和线路板下面已贴装元件之间的冲突。
(A01_09)
搬送速度
供给、排出
从以下选择搬送线路板的速度。
标准 : 标准速度。
低速 1 : 比标准低 1 阶段速度。
低速 2 : 比低速 1 低 1 阶段速度。
低速 3 : 比低速 2 低 1 阶段速度。
指定值 : 可设定任意速度。
线路板
设定此元件厚度
最高已贴装元件
3-120606-001
1.2 操作数据
(A01_10)
搬送速度指定
在“(A01_09) 搬送速度”中设定了指定值时,有必要设定以下项目。
元件偏离对应
供给、排出
关于供给、排出,设定以下项目。
速度 1[mm/ 秒]
以指定速度搬送线路板。
速度 2[mm/ 秒]
减速传感器检测出速度 1 搬送中的线路板 , 减速到在此指
定的速度。
加速度[G]
指定直至达到速度 1 中指定速度为止的加速度。
停止位置控制
供给、定位 1、排出
关于供给、定位 1、排出,设定以下项目。
定时[msec]
指定减速传感器检出的线路板减速到速度 2 为止的时间。
•
初期值 :350[msec]
位置[mm]
指定停止传感器检测出线路板到停止为止的距离。