OM-1668-001w_FX-G200.pdf - 第39页
17 OM-1668 1010-001 (6) 按下 [ 转动旋转盘 ] 按钮,转动旋转盘,形成助焊剂膜。 Notice 请转动旋转盘一分钟以上。 此时,请确认刮板的助焊剂在滚动。 助焊剂的量保持在刮板高度的一半左右。 由于量少而停止转动时,请供给助焊剂。 (7) 确认稳定转动,教示助焊剂量。 ( 打开助焊剂涂敷单元后部传感器的灰尘盖,转动旋转盘的同时按下传 感器的 [SET] 按钮。此时,助焊剂量的传感器值为阈值。) 3.4 …
16
OM-1668
1010-001
3.4 助焊剂形成膜厚度调整步骤
Procedure
(1)将助焊剂涂敷单元安装到料盘拉钩推车 ( 或批量更换推车 )。
(2)确认旋转盘和刮板没有附着垃圾。
另外,确认剩余量检出传感器上没有附着助焊剂。
(3)用微型刻度表调整刮板高度,以便形成需要的膜厚度。
Reference
关于膜厚度和刮板的高度,请参照
“
10.3助焊剂形成膜厚度和刮板
设定值的关系
”
章节。
(4)将注入助焊剂的注射器安装到助焊剂涂敷单元后部,将供给管连接到
注射器。
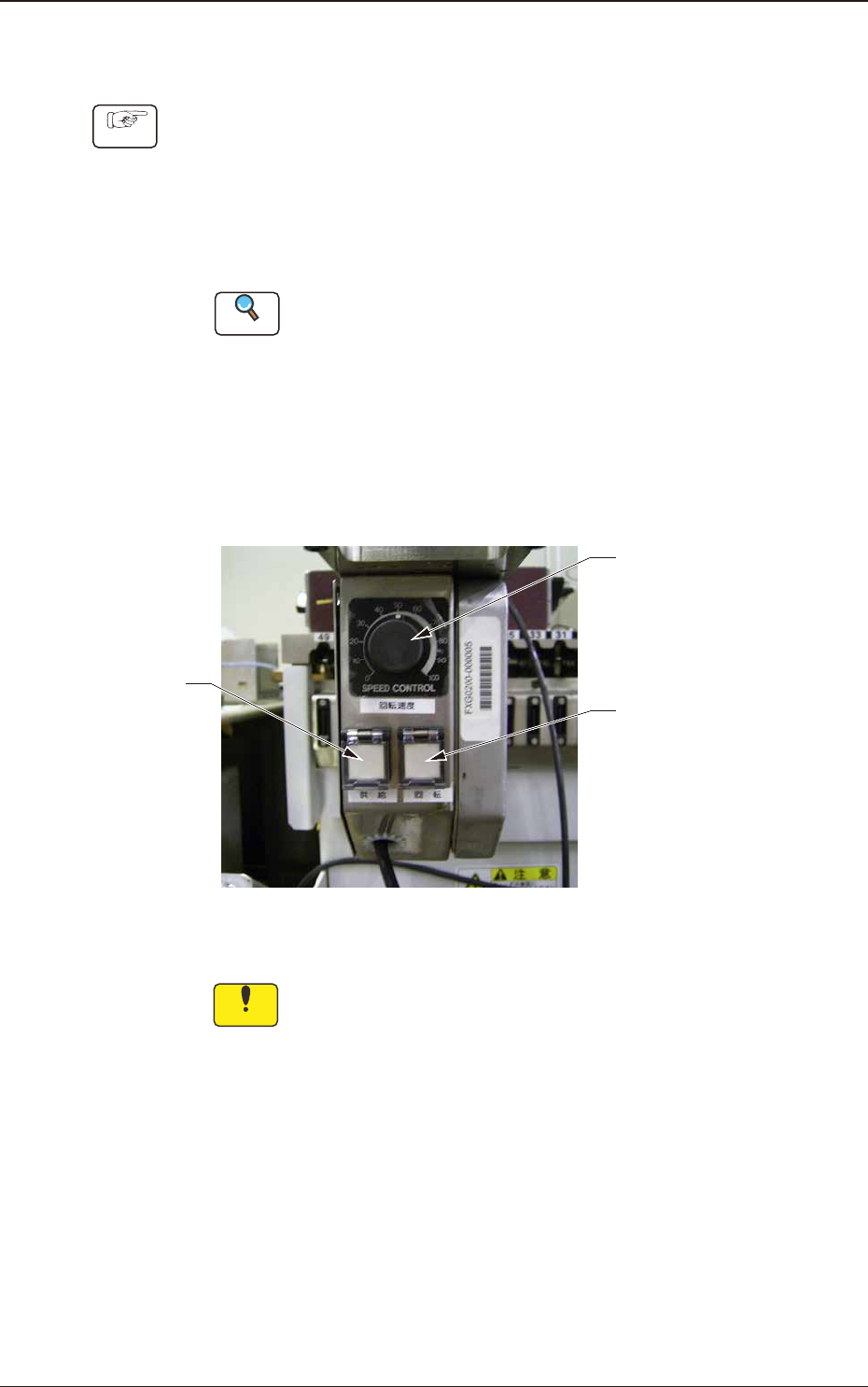
(5)确认助焊剂涂敷单元背面的旋转速度调整旋钮位于
“
50
”
后,按下 [ 助
焊剂供给 ] 按钮,向旋转盘供给助焊剂约 1 秒钟 ( ≒ 1g)。
助焊剂涂敷单元背面
旋转速度调整旋钮
(标准:50)
[转动旋转盘]按钮
[助焊剂供给]按钮
F16
Notice
请一边确认旋转盘,一边供给助焊剂,避免助焊剂溢出。
3.4 助焊剂形成膜厚度调整步骤

17
OM-1668
1010-001
(6)按下 [ 转动旋转盘 ] 按钮,转动旋转盘,形成助焊剂膜。
Notice
请转动旋转盘一分钟以上。
此时,请确认刮板的助焊剂在滚动。
助焊剂的量保持在刮板高度的一半左右。
由于量少而停止转动时,请供给助焊剂。
(7)确认稳定转动,教示助焊剂量。
( 打开助焊剂涂敷单元后部传感器的灰尘盖,转动旋转盘的同时按下传
感器的 [SET] 按钮。此时,助焊剂量的传感器值为阈值。)
3.4 助焊剂形成膜厚度调整步骤

18
OM-1668
1010-001
3.5 助焊剂更换步骤
Procedure
(1)清扫旋转盘、刮板部分。
(2)更换注射器。
(3)拆卸助焊剂供给管,用工业酒精清扫。
(4)使用空气取出内部的助焊剂、工业酒精,之后,将供给管安装到单元。
(5)在旋转盘供给助焊剂,再次教示助焊剂量。
3.5 助焊剂更换步骤