OM-1668-001w_FX-G200.pdf - 第71页
49 OM-1668 10.3 助焊剂形成膜厚度和刮板设定值的关系 形成膜厚度和刮板设定值的关系 0 5 0 10 0 15 0 20 0 25 0 30 0 35 0 0 2 5 0 0 8 0 1 1 0 4 1 1 7 0 0 0 2 0 3 2 2 6 0 0 9 2 0 2 3 3 5 0 0 8 3 0 1 4 4 4 0 0 7 4 0 0 5 刮板设定值 ( μ m ) 刮板设定值 刮板设定值 刮板设定值 刮板设定值 刮…
48
OM-1668
10.2 抽屉式连接器 I/O 检查表
抽屉式连接器 1(Low 地址侧 )
销 No. 助焊剂涂敷单元 参考 : 带式送料器
信号名 内容
1 +24V DC24V供给电源 ←
2 +24V DC24V供给电源 ←
3 GND DC24V供给电源的 GND ←
4 GND DC24V供给电源的 GND ←
5 IN: 旋转开始 / 停止 ON(L): 旋转 OFF(H): 停止
( 与 DC 马达驱动器连接 )
IN: 通道 1 传送指令
6 IN: 警报重设 ON(L): 安装
( 与 DC 马达驱动器连接 )
IN: 通道 2 传送指令
7 OUT:DC 马达驱动警报 ON(L): 正常 OFF(H): 异常
( 与 DC 马达驱动器连接 )
OUT: 传送准备完了
8 OUT: 通讯准备完了 RS232C通信可能 ←
9 OUT: 连接确认 确认连接到送料器安装台槽 ←
10 GND(RS232C) 信号 GND ←
11 TXD(RS232C) 送信线 ←
12 RXD(RS232C) 受信线 ←
13 NC 未使用 ←
14 FG( 机架地面 ) 筐体接地 ←
T11
抽屉式连接器 2 (High 地址侧 )
销 No. 助焊剂涂敷单元 参考 : 带式送料器
信号名 内容
1 +24V DC24V供给电源 ←
2 +24V DC24V供给电源 ←
3 GND DC24V供给电源的 GND ←
4 GND DC24V供给电源的 GND ←
5 IN: 供给开始 / 停止 ON(L): 供给 /OFF(H): 停止 IN: 通道 1 传送指令
6 IN: 预备 预备 IN: 通道 2 传送指令
7 OUT: 旋转检出 ON(L)/OFF(H) 的功率比 1:1 OUT: 传送准备完了
8 OUT: 剩余量检出 ON(L)/OFF(H) 的功率比 1:1 OUT: 通讯准备完了
9 OUT: 刮板安装检出 ON(L)/OFF(H) 的功率比 1:1 ←
10 NC 未使用 ←
11 NC 未使用 ←
12 NC 未使用 ←
13 NC 未使用 ←
14 FG( 机架地面 ) 筐体接地 ←
T12
1010-001
10.2 抽屉式连接器 I/O 检查表
49
OM-1668
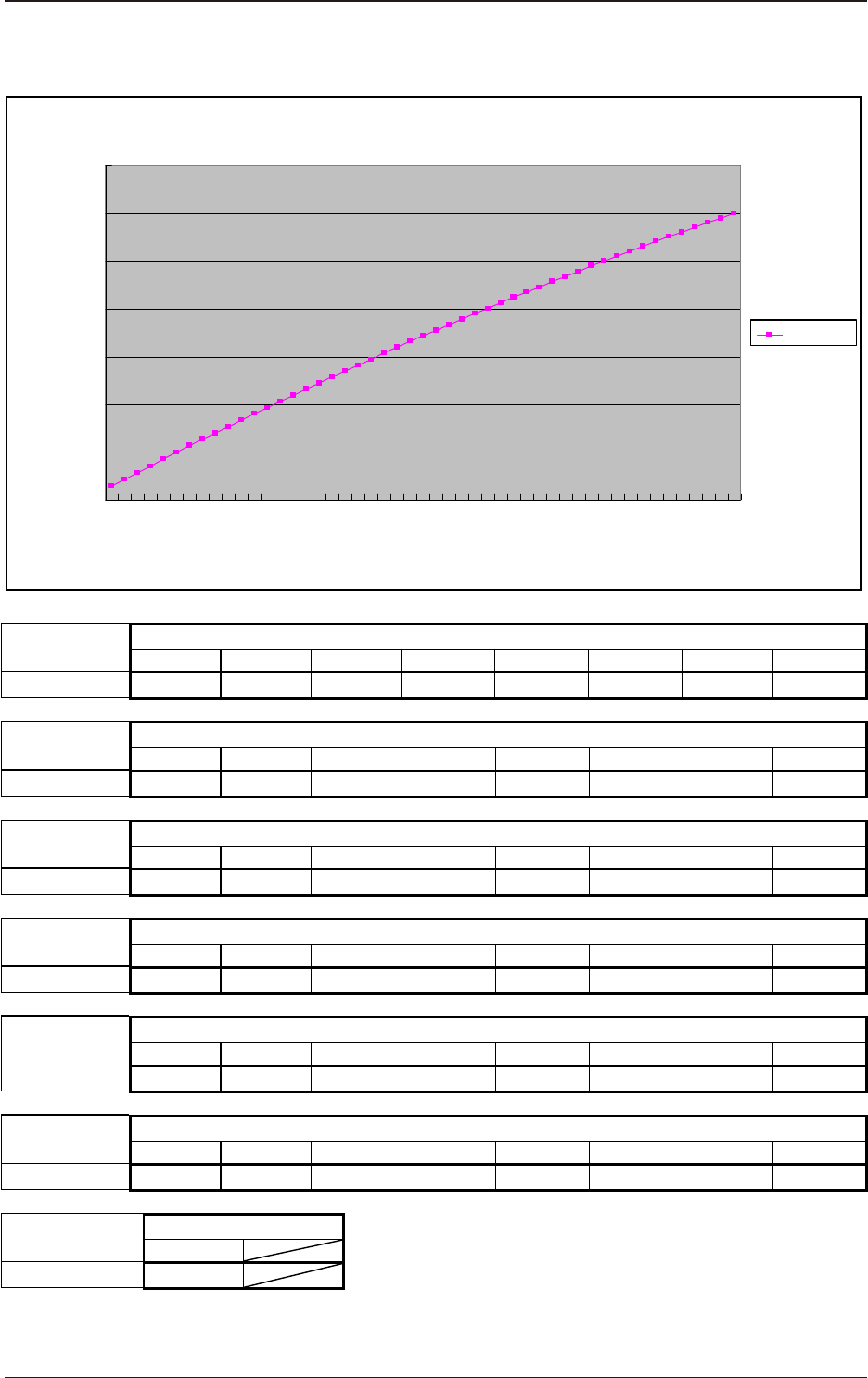
10.3 助焊剂形成膜厚度和刮板设定值的关系
形成膜厚度和刮板设定值的关系
0
50
100
150
200
250
300
350
02
5
0
08
011
041
1
7
0
002
032
2
6
0
092
023
3
5
0
083
014
4
4
0
074
005
刮板设定值(μm)
刮板设定值
刮板设定值
刮板设定值
刮板设定值
刮板设定值
刮板设定值
刮板设定值
膜厚度(μm)成形
平均值
单位:
µ
m
助焊剂
粘度(9~20Pa・s)
20 30 40 50 60 70 80 90
形成膜厚度
助焊剂
形成膜厚度
助焊剂
形成膜厚度
助焊剂
形成膜厚度
助焊剂
形成膜厚度
助焊剂
形成膜厚度
助焊剂
形成膜厚度
15~20 20~25 25~30 35~40 40~45 50~55 55~60 60~65
粘度(9~20Pa・s)
100 110 120 130 140 150 160 170
70~75 75~80 85~90 90~95 95~100 100~105 110~115 115~120
粘度(9~20Pa・s)
180 190 200 210 220 230 240 250
120~125 125~130 135~140 140~145 145~150 150~155 155~160 165~170
粘度(9~20Pa・s)
260 270 280 290 300 310 320 330
170~175 175~180 180~185 185~190 190~200 195~205 200~210 205~215
粘度(9~20Pa・s)
340 350 360 370 380 390 400 410
215~225 220~230 225~235 230~240 235~245 240~250 245~255 250~260
粘度(9~20Pa・s)
420 430 440 450 460 470 480 490
255~265 260~270 265~275 270~280 275~285 280~290 285~295 290~300
粘度(9~20Pa・s)
500
295~305
F42
1010-001
10.3 助焊剂形成膜厚度和刮板设定值的关系
50
OM-1668
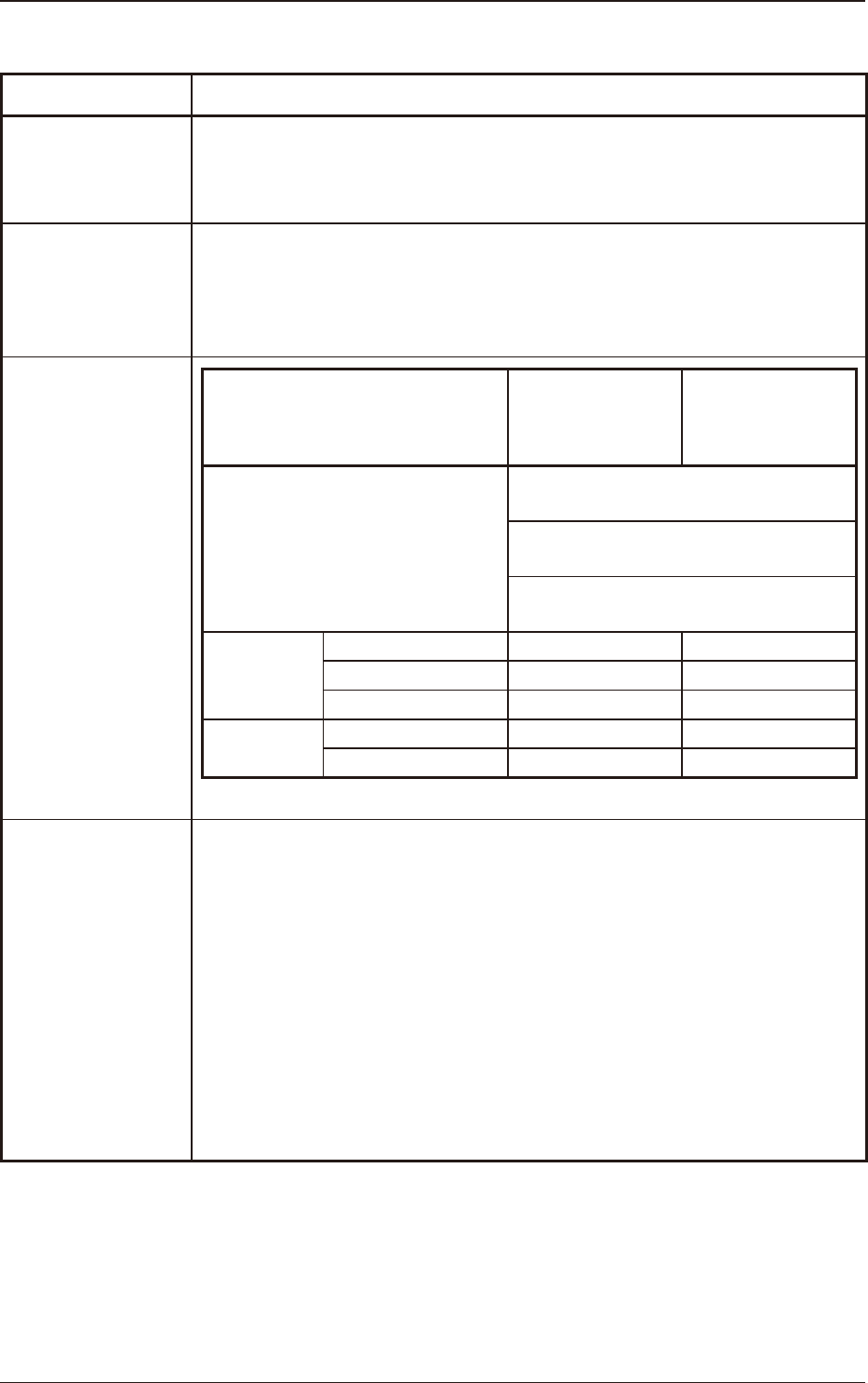
11. 规 格
项 目 内 容
1. 功能
•对于搭载助焊剂的旋转盘,通过设定为所定高度的刮板均匀膜厚度。
• 涂敷助焊剂前停止旋转盘,涂敷助焊剂。
多功能安装头 (GS-HM100)
2. 适用安装头 多功能安装头 (GS-HM100)
高速安装头 (GS-HH100/150)
注 :(a)使用本单元时需要弹簧吸嘴。
(b)在使用外形检出 ( 透过识别 ) 时,使用中异形吸嘴、多功能吸嘴。
3. 适用元件
元件识别照相机 标准分辨率
高分辨率
(选项)
外形识别模式 ( 透过 ) 的
最大外形尺寸
高速吸嘴
使用不可
中异形吸嘴
1.5
×
1.5mm~8.5
×
8.5mm
多功能吸嘴
1.5
×
1.5mm~17.5
×
17.5mm
定位 最小凸块径 0.13mm 0.07mm
最小凸块间距 0.25mm 0.13mm
最小凸块间隔 0.12mm 0.06mm
涂敷确认 最小凸块径 0.23mm 0.12mm
最小凸块间隔 0.45mm 0.30mm
4. 助焊剂 膜厚度调整范围:0.02~0.3mm
调整最小单位:0.01mm
膜厚度调整方法: 手动动作
( 用垫块或测微计调整 )
供给: 自动补给
( 检出助焊剂的剩余量,从装置外部的注射器推动供给 )
剩余量检出:
旋转盘上的助焊剂剩余量检出
( 检出旋转盘上的助焊剂积存部的剩余量,进行自动供给 )
注射器侧的助焊剂剩余量检出
( 用补给次数检出助焊剂消费量,指示更换 )( 补给指示 )
粘性范围:10~20Pa ・ s( 使用环境温度 25±5℃ )
1010-001
11. 规 格