N7201A552C.pdf - 第44页
各部位 名称 主要单元 基板定位 升降机 控制基板的定位和 印刷位置的脱膜。 1-10-6 -1 1-10-6 基板传入和传出。 XY 工作台 传送带 搬入、搬出基板。 移动基板定位升降机。
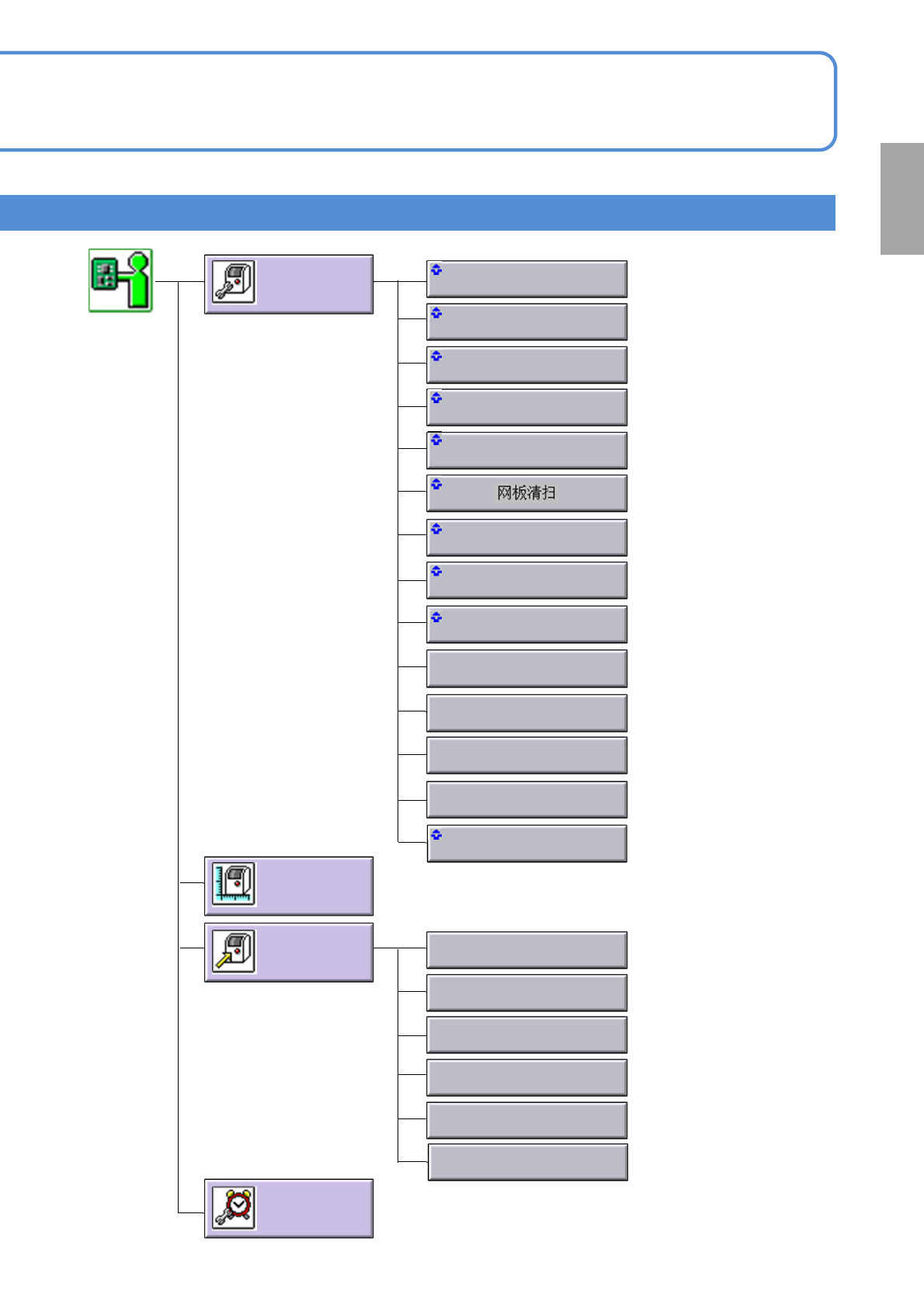
机器参数
机器调整
机器设定
维护
不依存生产数据的
设备状态的设定。
确认日常维修保养检查。
原点复归
宽度调整
搬送动作
基板识别
印刷动作
网板清
网板识别
焊料供给
印刷測试
输入确认
输出确认
轴信息
识别装置维护
进行设备各部的
动作确认和调整。
由于维修保养和零部件的更换,变更和设定设备的基准值。
调整用开关
时刻设定
识别结果収集
用戸化操作模式设定
设定背光
全轴原点复位。
调整传送带宽度。
在传送带上传送基板。
补正基板的识别坐标。
确认印刷动作。
确认网板的清洁动作。
补正网板的识别坐标。
确认自动焊料供给单元的动
作。
进行生产动作的确认和焊料
调和。
设备、传感器的状态地址显
示・变更。
真空管、传感器的状态以地
址显示和变更。
显示全轴的信息。
识别装置的维修保养
和动作确认。
设定调整用的动作条件。
设定时间。
显示过去100次的识别结果。
设定操作模式的使用许可范
围。
设定背照灯。
工程师
模式
1-10-5-3
验证印压方法。
显示测量印刷精度后的结果。
印刷精度計测
印刷精度
确
认
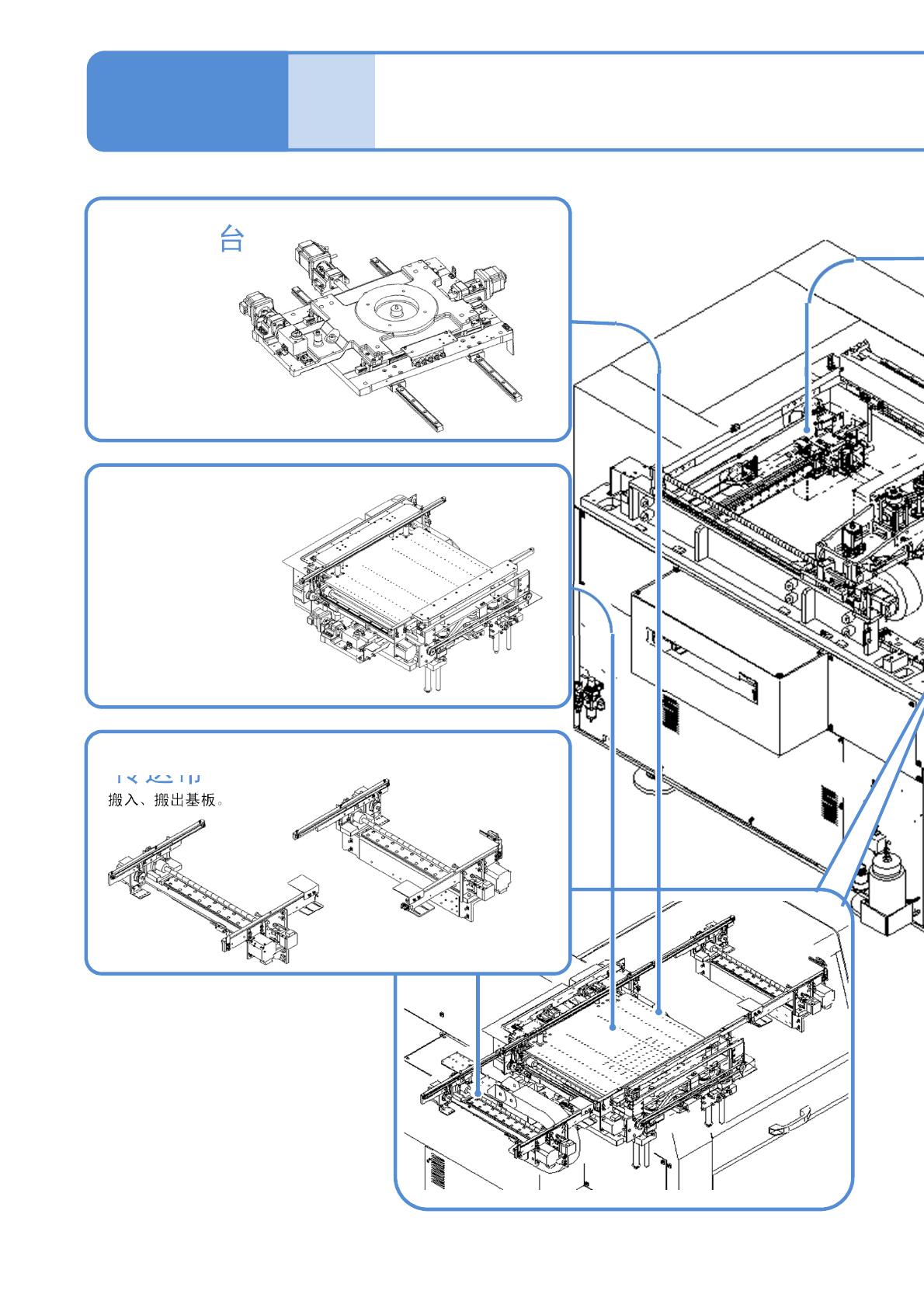
各部位
名称
主要单元
基板定位
升降机
控制基板的定位和
印刷位置的脱膜。
1-10-6-1
1-10-6
基板传入和传出。
XY工作台
传送带
搬入、搬出基板。
移动基板定位升降机。
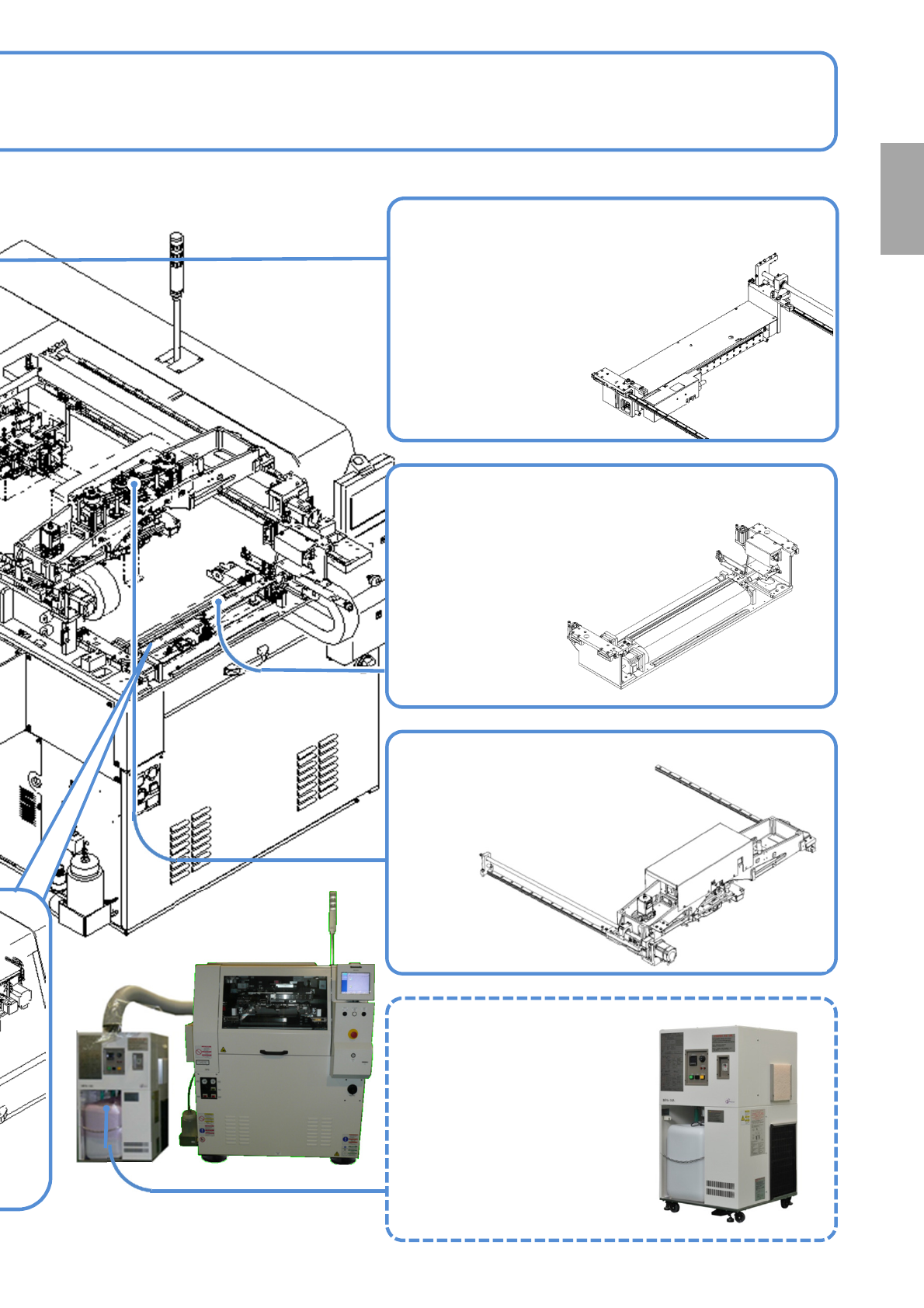
温调单元
为了维持印刷品质,
调节网板上的焊料温度。
1-10-6-2
清洁单元
清洁网板反面。
确
认
网板更换后的识别和
基板位置的补正。
识别单元
在基板进行焊料印刷。
刮刀印刷头