20200509 PC solder manual日东波峰焊.pdf - 第34页
电 脑 波峰 焊 用 户 手册 33 / 7 3 5 : 复位 1> 报 警 复 位 当 机器 出 现 故 障 或 非 法 操作时 报 警 , 待 排除 故 障 , 解除 报 警 状态 。 2> 计数 清 零 清 除 计数 器 当 前 值 。 3> 机器 复 位 使 运 行 的 机器 为 待 机 状态 。 6 : 帮助 1> 设备 故 障 分 析及 处 理 ( 可 选 ) 提 供 参 考 常规 故 障 现象 及排…
电脑波峰焊用户手册
32 / 73
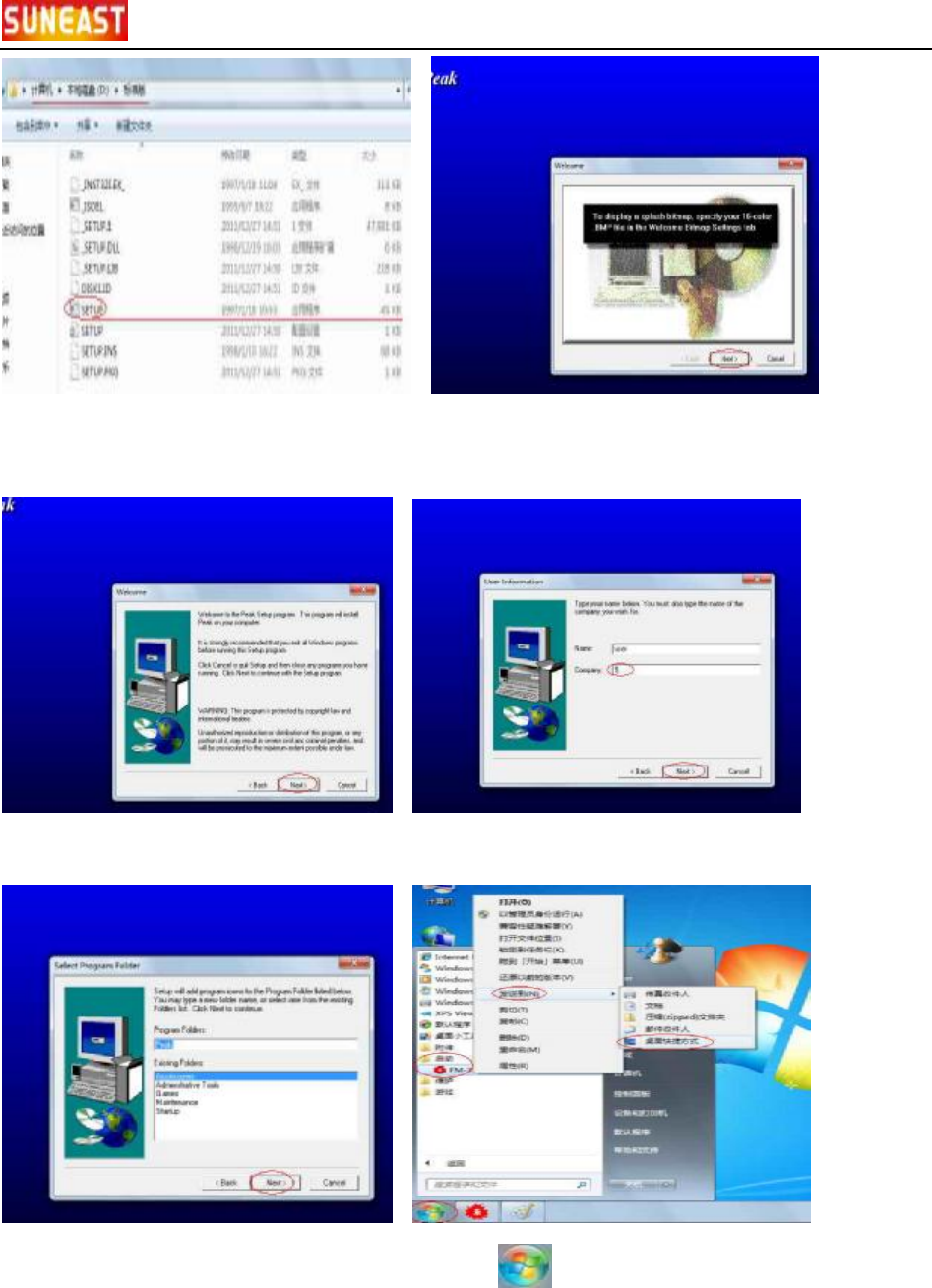
1) 找到安装软件,双击“SETUP”应用程序 2)单击“Next”键
文件
3)单击“Next”键 4)输入公司名,如“1”;单击“Next”键
5)单击“Next”键,软件安装完成。 6)单击“ ”按钮,在启动栏中找到日东
标志,单击鼠标右键;然后单击“发送到” 中
“桌面快捷方式” 。
suneast production

电脑波峰焊用户手册
33 / 73
5:复位
1>报警复位
当机器出现故障或非法操作时报警,待排除故障,解除报警状态。
2>计数清零
清除计数器当前值。
3>机器复位
使运行的机器为待机状态。
6:帮助
1>设备故障分析及处理(可选)
提供参考常规故障现象及排除方法,非专业人士勿操作维修保养,有可能发生危险,请致电公司帮
助。
2>常见焊接缺陷及预防(可选)
提供参考 PCB 焊接缺陷,以及产生原因、解决方法。
3>多媒体视频显示(可选)
可视设备现场状态及故障,通过网络传输。
4>关于………
提供制造商相关信息。
4.2.5 :参数调入
系统运行时需要各种运行参数,如运输速度,加热温度等。有两种方式可以设定系统参数。
1>从以前保存的参数直接调入的方法:
选择”文件”菜单,点击”打开”选项
选择所需要的参数记录文件(文件名为*.ln),单击”打开”按钮,所有参数自动加载到当前运行参
数。
2>重新设置所有参数:
参考相应的”参数设置”章节。
4.3 :使用前调整
4.3.1 :导轨角度调整(参见 3.3.1 章节)
4.3.2 :运输链调整(参见 3.3.2 章节)
4.3.3 :助焊剂喷涂效果调整(参见 3.3.5 章节)
suneast production

电脑波峰焊用户手册
34 / 73
4.3.4 :锡炉调整(参见 3.3.3 章节)
4.3.5 :冷却调整(参见 3.3.4 章节)
4.3.6 :输入/输出指示
1:数字输入开关指示
依次序逐个用人为方式检查外部开关,从窗口观察信号是否正确。当信号有接通时,显示“V”状
态,当信号断开时为“X”状态。
2:温度检测测试
从参数监视系统界面观察当前温度,如果当前温度显示为负或 1000 以上则必须检查外部线路。
3:数字输出测试
依次序逐个用人为方式检查外部器件,从观察各部件是否正常。当相应的代号框信号有接通时,
显示“ON”状态,当信号断开时为 “OFF ”状态。
4.3.7 :工艺曲线测试
系统标准配备了温度曲线测试,可以满足 PCB 板任意点温度的同时测试,用户可以按照温度曲线
测试要求连接测温线到 PCB 板表面,并用高温焊锡焊接焊点,注意全部包住测温头,然后调整机器到
正常工作状态,再把准备好的 PCB 从入口接驳放入,点击”开始测试”按钮,系统开始测试焊接过程的
温度变化情况,并以曲线形式显示到界面上。
点击”停止测试”按钮,系统停止测试。
点击”曲线参数设置”按钮,可设置相应的参数。
点击《保存》测试后的曲线可以进行保存,以方便以后查看相应信息。
点击《打开》按钮,可打开以前保存下来的曲线文件。
点击《分析线复位》按钮,可复位当前曲线。
suneast production