凯格印刷机GKG-G5操作说明书.pdf - 第20页
English i / o 检测 运 动 控 制 网 梳 清 洗 剖 刀 后 退 剖 刀 前 进 生 产 模 式 : 自 动 PCB 长 度 : PCB 宽 度 : PCB 厚 度 : 产 品 名 称 SO 工 作 文 件 c : VGLX 5 \ data \ D ! S 7 7 7 ^ J 0 1 g 7 7 7 . Pij 0 ■ 设 置 状 态 一 运 输 速 度 印 刷 速 度 脱 模 速 度 : 0 . 1 清 涨 速 度 …

OfCOV
纖测
运动控制
网板清洗
刮刀后退
刮刀前进
2012
-
0
小
2
G
08
:
47
:
20
新建工程
打开工程
銳据录入
01
生产设罝
j
手动清洗
机器归零
^
网
P
复位
J
1
关闭蜂
D
鸟器
j
[
M
章查询
^
[
CCD
回 位
]
[
刮 刀 回 位
]
[
[
]
[
停 止
][
2
轴回位
压扳装置回位
销网定位位置
:
36
SJ
260
X
:
Y
:
报蹩记录
生产拫表
[
锏 网 松 开
] [
锏 网 装 载
/
[
r
^
n
此两个功能
>
■
标 定
人工凊洗
机器
#
数
生产状司
生产停止中
...
^
|
J
>
Q
刮刀设直
生产界面
退出
I
"
当前工程文件
c
:
\
GLX
5
\
data
\
DlS
77
T
\
DlS
777
.
pq
\
开始

English
i
/
o
检测
运动控制
网梳清洗
剖刀后退 剖刀前进
生产模式
:
自动
PCB
长度
:
PCB
宽度
:
PCB
厚度
:
产品名称
SO
工作文件
c
:
VGLX
5
\
data
\
D
!
S
777
^
J
01
g
777
.
Pij
0
■
设置状态一
运输速度
印刷速度
脱模速度
:
0.1
清涨速度
:
3
D
印
a
长度
印刷起点
mm
/
s
脱模长
:
度
_
/
s
后刮刀压力
前刮刀压力
下轮清洗
:
温洗评洗
脱模方式
:
先起刮刀苒脱模
750
130
0.3
清洗间嗝
pcs
印刷方式
:
单印
取像方式
:
单照
生产状志
■
运动状态
H
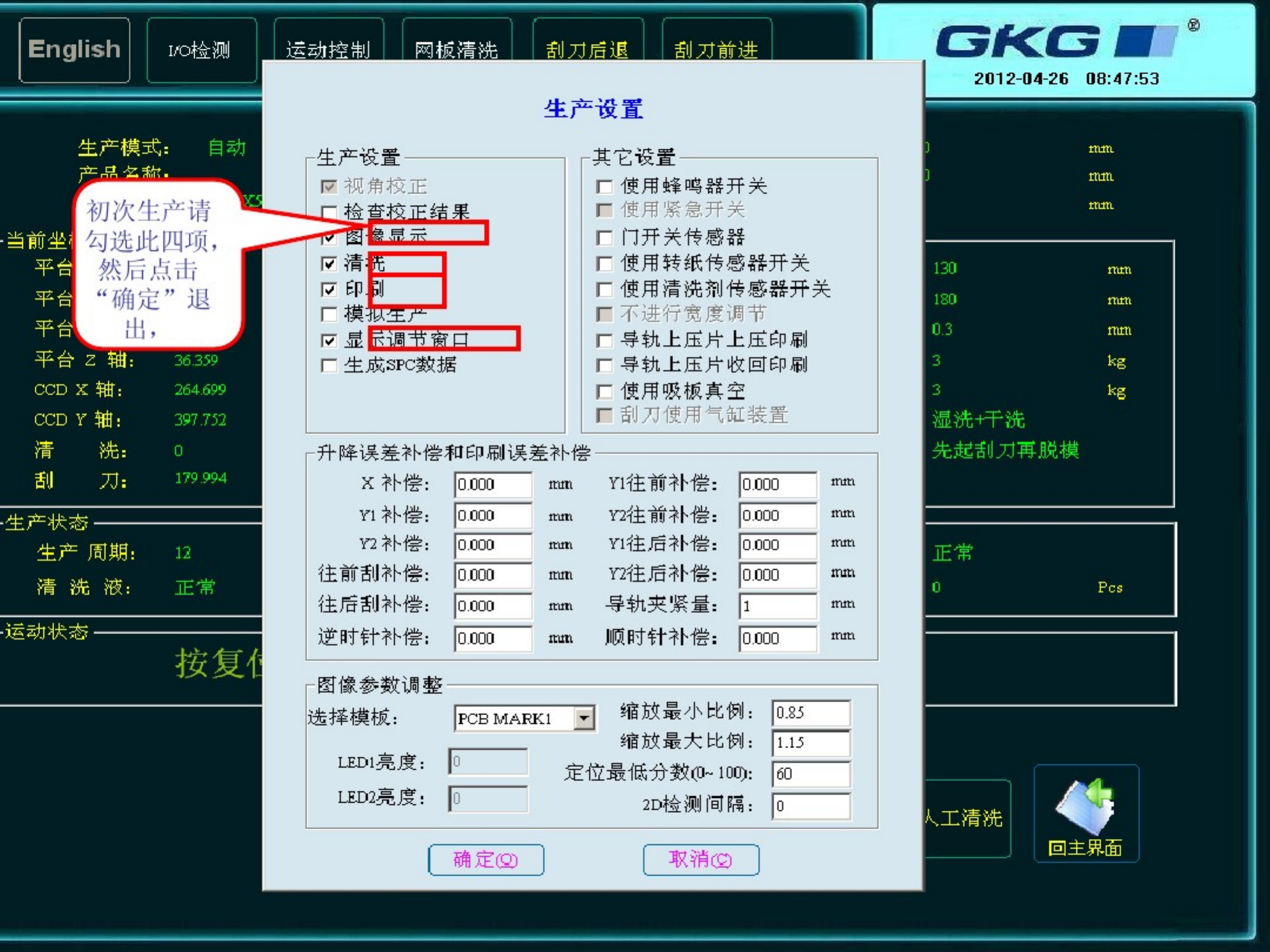
初次生产请
按复位
/
开始按钮继续生产
点击
“
生产
设置
”
停止
©
生 产 设 置 數 据 录 入 产 童 清 零 人 工 清 洗
开 始
回 主 界
E
C
?
fCG
厦
£
012
-
04
-
26
08
:
47
:
53
English
i
/
o
检测
运动控制
网板清洗
剖刀卮退
刮刀前进
生产设置
生产模式
:
自动
生产设萱
F
视角校正
_
f
7
检杳校
TH
结果
其它设置
厂使用蜂鸣器开关
r
使用紧急开关
厂门幵关传感器
厂使用转纸传感器开关
厂使用清洗剂传感器开关
厂不进行宽度调节
厂导轨上压片上压印廟
r
导轨上压片收回印劂
厂使用吸板真空
厂刮
7
J
使用气缸装置
tnm
初次生产请
勾选此四项
,
然后点击
“
确定
”
退
-
当前坐彳
r
?
■
清
p
■
印
r
模
f
7
扃
F
谝书裔口
r
生成
SFC
敷据
E
EP
平台
130
平台
出
,
平台
1
0.3
rrn
平台
Z
轴
:
CCD
X
:
轴
'
㈣
CCD
Y
ffl
M
洗
#
洗
397.752
m
冼
:
先起剖刀苒脱模
升降误差补偿和印刷误差补偿
X
补偿
:
VI
补偿
Y
2
补偿
往前刮补偿
往后刮补偿
逆
3
t
针补偿
刮
刀
^
往前补偿
n
往前补偿
W
往卮补偿
^
往卮补偿
导轨夹紧皇
顺时针补偿
o
.
ooa
0.000
o
.
ooa
o
.
ooo
-
生产状态
^
生产周期
0.000 0.000
正
f
12
o
.
ooa
0.000
清洗液
正常
0.000
U
运动状态
o
.
ooa
0.000
按复七
圈像参数谓整
选择模槭
:
缩放最小比例
:
fo
!
sj
缩放最大比例
:
+
定位最低分数
[
ST
2
D
检测问隅
:
[
T
"
3
PCB
MARK
1
LED
1
亮度
:
|
L
£
D
2
亮度
¥
、
工清洗
回主風
E
(
确定
COD
]
[
取 梢 说
1