凯格印刷机GKG-G5操作说明书.pdf - 第8页
刮 刀 后 退 English 1 / 0 检 测 运 动 控 制 网 扳 清 洗 刮 刀 前 进 2012 - 04 - 26 08 : 13 : 11 设定 PCB 的 脱模长度设定 : 0 - 2 mm , f 一页 长 、 宽 、 高 。 脱模速度设定 : 0 - 3 mm / s PCB 设 置 - 产 品 名 称 : 产 品 型 号 : 脱 模 误 置 脱 模 长 度 脱 模 速 度 停 顿 吋 间 刮 刀 慢 速 升 起 …
刮刀后退
English
1
/
0
捡测
运动控制
网扳清洗
刮刀前进
2
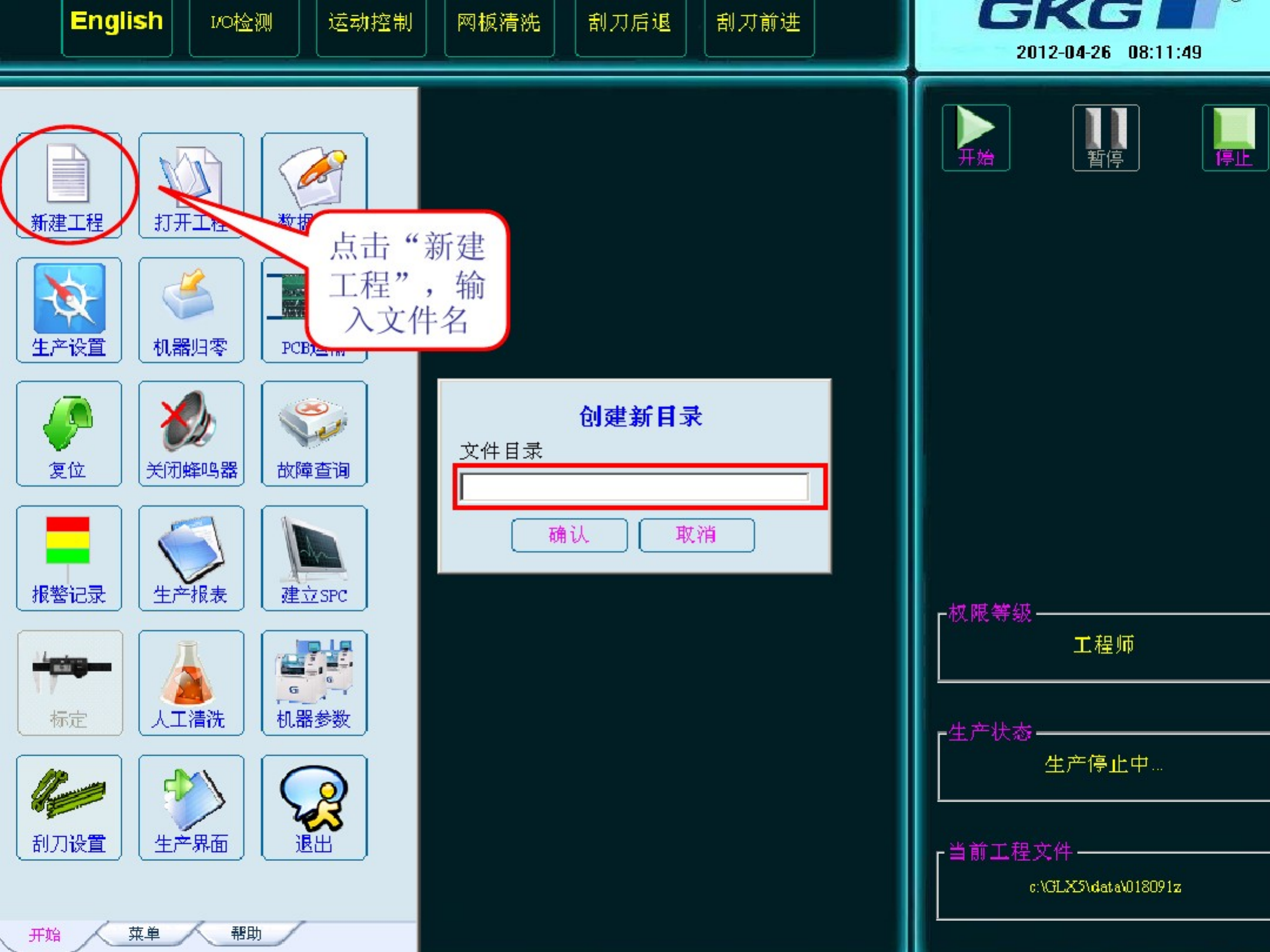
新建工程
点击
“
新建
丄程
”
,
输
入文件名
创建新目录
文件目录
]
[
确认
取消
报螌记录
生产报
*
達立
SFC
标定
人工湣洗
机
■
器
#
数
■
生产状态
■
生产停止中
..
.
刮刀设罝
生产界
ffi
退出
当前工程文件
c
:
\
GLX
5
\
dataVDlS
091
s
开始
/
:
mm
y
\
m
,
/
•
'
刮刀后退
English
1
/
0
检测
运动控制
网扳清洗
刮刀前进
2012
-
04
-
26
08
:
13
:
11
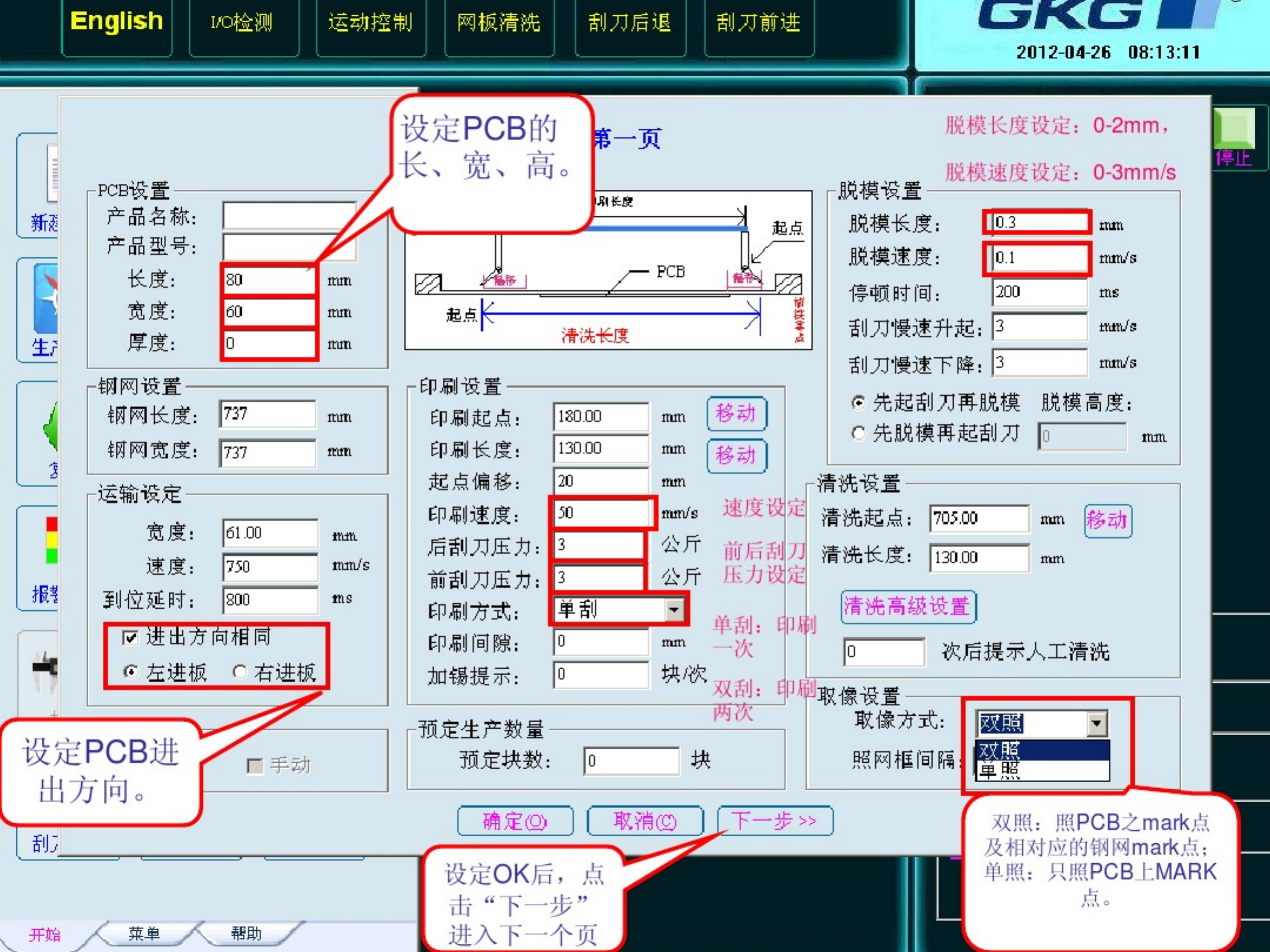
设定
PCB
的
脱模长度设定
:
0
-
2
mm
,
f
一页
长
、
宽
、
高
。
脱模速度设定
:
0
-
3
mm
/
s
PCB
设置
-
产品名称
:
产品型号
:
脱模误置
脱模长度
脱模速度
停顿吋间
刮刀慢速升起
.
新
g
起点
JLI
0.1
FCB
长度
80
1
^
-
200
起点
_
宽度
60
3
清洗长度
厚度
生
?
刮刀慢速下降
:
F
先起刮刀再脱模脱模高度
r
先脱模再起刮刀
_
綱网设置
网长度
:
f
737
W
网宽度
:
[
737
印
S
银置
印
a
起点
:
印
a
长 度
:
「
起点偏移
:
J
3
D
印刷速度
:
卮刮刀压力
:
前刮刀压力
:
印刷方式
:
PIT
印刷间隙
:
加锡提示
:
F
-
[
移动
j
1
S
0.00
¥
[
移动
j
130.00
清洗误置
运输设定
速度设
前后刮
公 斤 压 力 设
定
50
清洗起点
:
po
;
.
oo
清洗长度
宽度
:
速度
:
|
?
50
到位延
Pf
:
61.00
KdXi
rnm
/
s
公 斤
刀
:
j
130.00
3
[
清洗高级设董
j
sao
单刮
:
印刷
进出方向相同
$
左 进 扳
「
右 进 扳
次
F
次卮提示人工清洗
块欣
方
I
照网框间隔
p
厂手动
预定生产数童
预定块数
:
^
设定
PCB
进
出方向
。
通
块
掉照
[
确定
(
g
>
1
[
取稍
(
D
下 一 步
)
双照
:
照
PCB
之
mark
点
及相对应的钢网
ma
巾点
;
单照
:
只照
PCB
上
MARK
[
lyj
设定
OK
后
,
点
击
“
下一步
”
点
。
开始
/
:
mm
y
\
m
,
/
•
'
.
进入卜一个页
GfCC
3
屋
English
i
/
o
检测
运动控制
网板清洗
刮刀苊退 刮刀前进
2012
-
04
-
26
08
:
15
:
04
第一页
■
PCB
梭置
产品名称
:
产品型号
:
长度
:
宽度
:
_
脱模设置
脱模长度
:
脱橫速度
:
f
^
T
停顿时间
刮刀慢速升起
:
F
刮刀慢速下降
:
P
口先起剖刀苒脱模脱橫高虔
:
r
先脱模再起刮刀
m
\
长度
I
imn
/
s
PCS
SO
200
起点
_
60
imn
/
s
清冼长度
厚度
0
imn
/
s
铜网设置
钢网长度
:
[
737
锏网宽度
:
印刷设置
印
a
起点
印扁长虔
起点偏移
印
a
速度
|
ir
:
i
:
①
:
:
:
dfl
否
⑧
|
后刮刀压
.
乂
■
:
|
一
前刮刀压力
:
[
3
~
"
印刷方式
:
印 刷 间 隙
:
[
a
-
"
加锡提示
:
J
3
r
^
~
2
LJ
|
匾示
1
°
]
737
V
是否要进行宽度调节
?
清洗设置
_
清洗起点
:
清洗长度
:
运输设定
705.00
宽度
:
j e i a a
達度
:
|
min
irniJs
]
'
l
30.00
■
公斤
mn
(
ioo
到位延时
清洗高级设置
P
进出方向相同
7
左进扳
r
右进板
次苊提示人工清洗
取像设置
取像方式
:
\
WW
照网框间隔
:
[
5
控制方式
F
自动
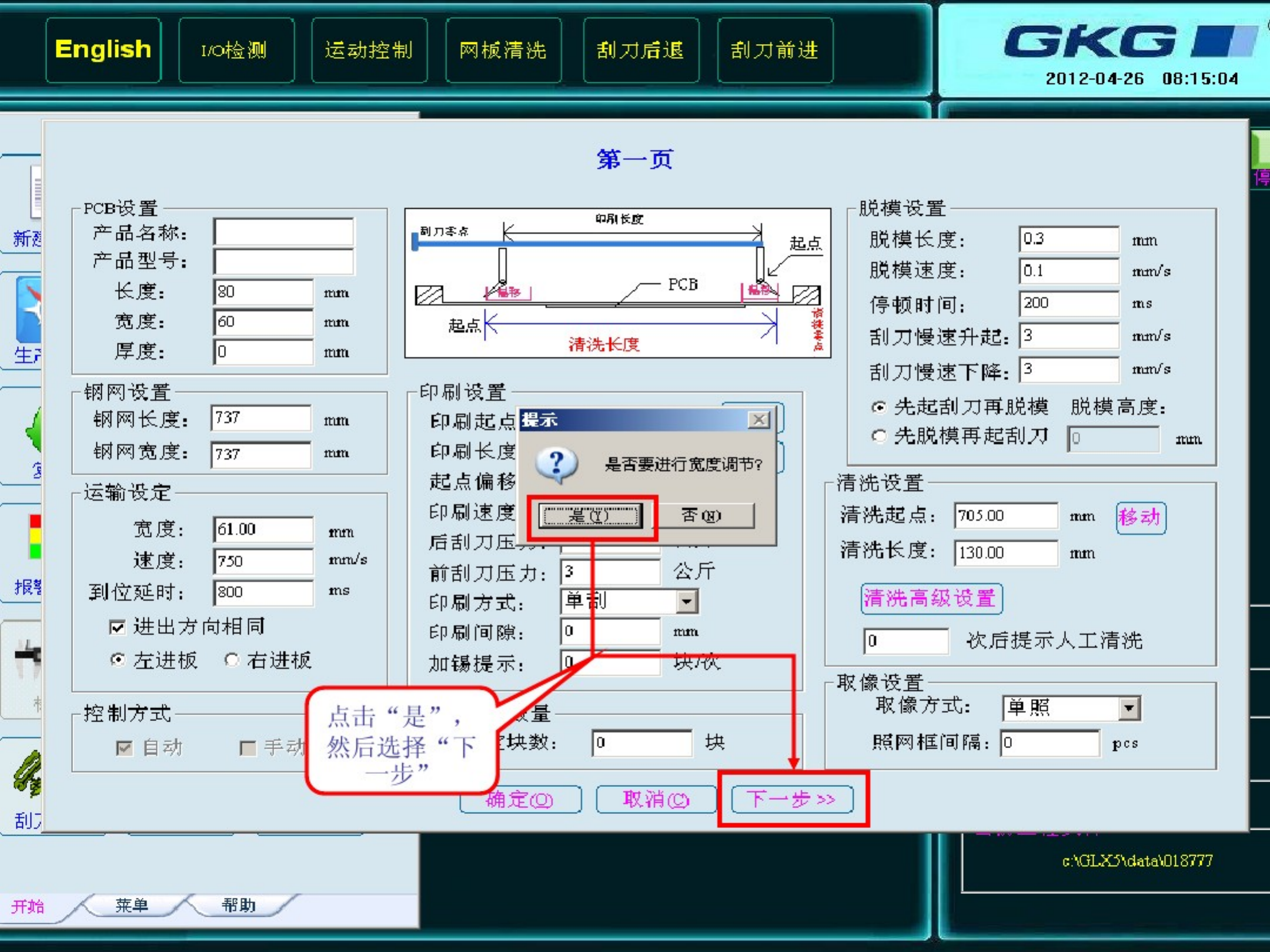
点击
“
是
”
,
厂 手 动 然 后 选 择
“
卜
_
f
块 数
:
I
一步
”
I
块
4
定
⑪
1
[
取 稍
'
[
下 一 步
》
]
刮
:
c
:
\
GIX
5
\
dataV
01
S
777
.
菜 单 人 獅
/
开 始