FCMII操作員教育訓練手冊.pdf - 第20页
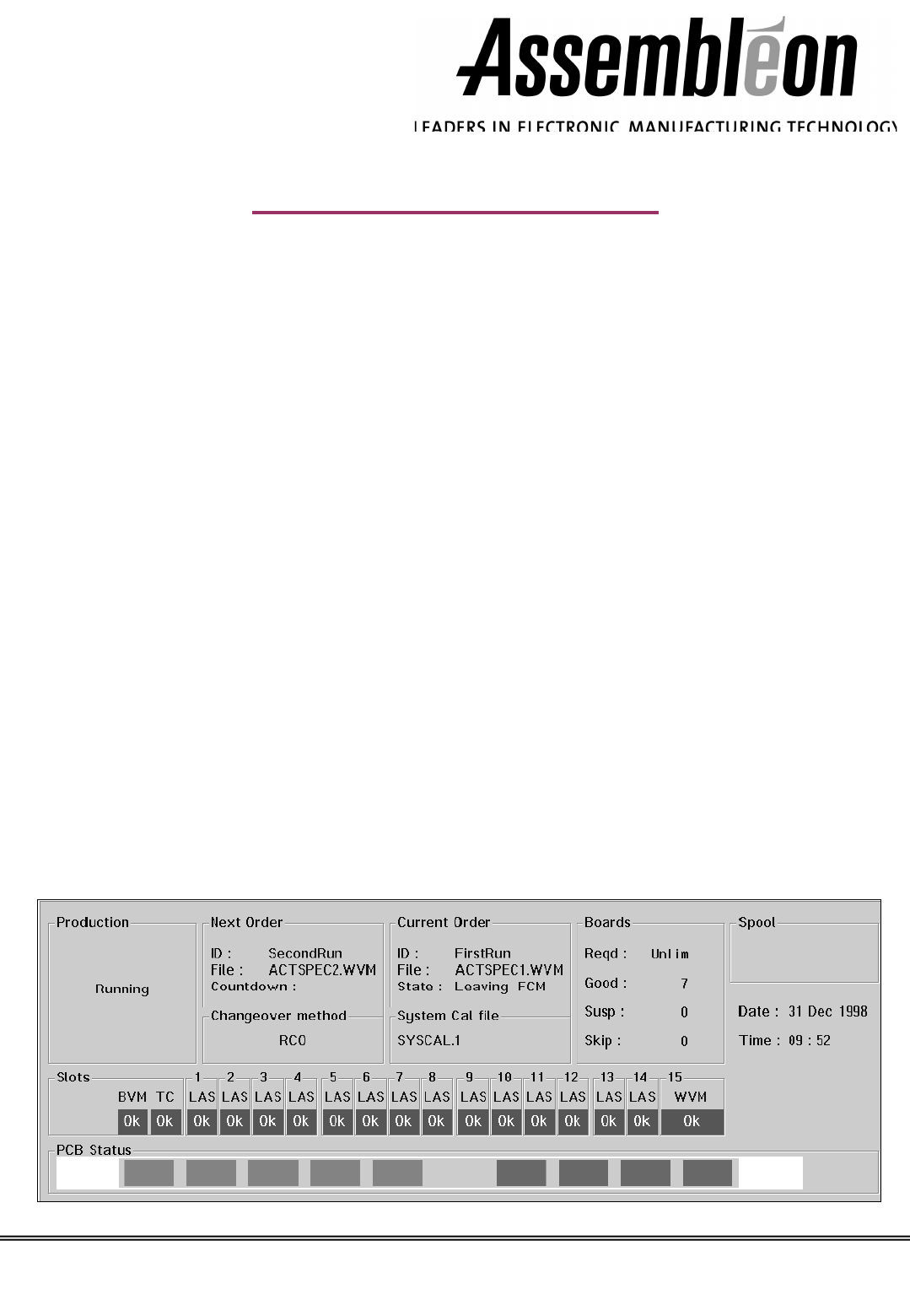
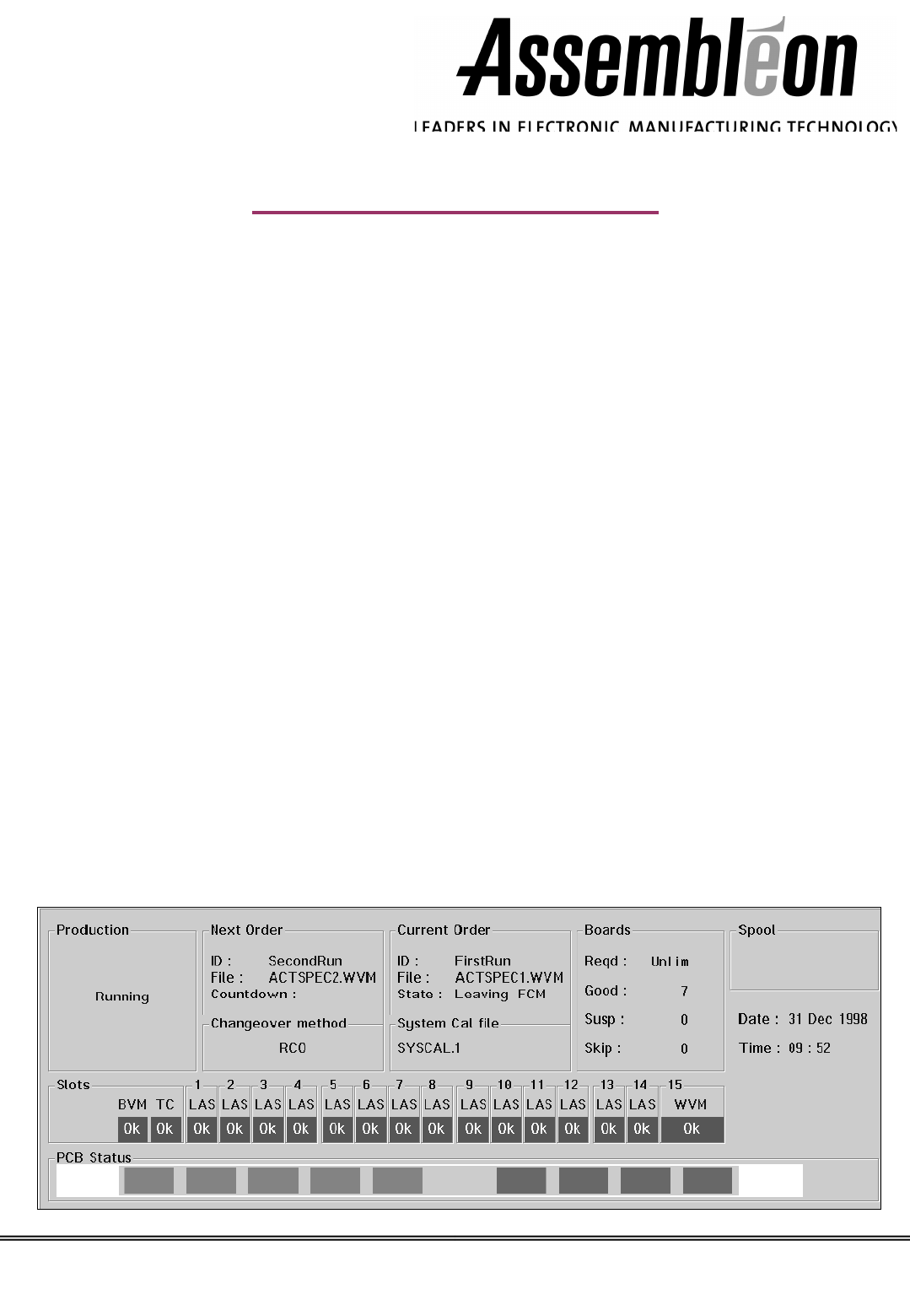
FCM 狀態列 • Next Order ( 下一個 等待中 的訂單 – ID: 下一個生產訂單的名稱 – File: 此訂單所使用的 Action Spec – Countdown: 最後所需生產的 – Changeover method: 更換生產批次 – No RCO: 使用一般的方法更換生產批次 • Boards: – Reqd: 所需的生產數量 – Good: 完整生產的 PC 板數量 – Susp: 可能有漏件的 PC – …
FCM
狀態列
• Product (
生產中的狀態
– Stopped:生產停止
– Running:生產進行中
– Waiting (board run-
in):
– Waiting (board run-
out):
– Change Setup:FCM
停止等待設定
– Error:錯誤發生
• Current Order (
正在生產中訂單的狀況
– ID:生產訂單的名稱
– File:此訂單所使用的
Action Spec
– Status:
• No Order:沒有任何正在生產的訂單
FCM
操作訓練手冊
\\Operator-FCM.PPT
• No Order:沒有任何正在生產的訂單
• Running:正常生產
• Running Out:
在生產的訂單將結束
– System Cal file:
所使用的系統校正名稱
狀態列
(1)
生產中的狀態
):
in):
等待進板
out):
等待PC板送出FCM
停止等待設定
正在生產中訂單的狀況
):
Action Spec
名稱
沒有任何正在生產的訂單
操作訓練手冊
19
沒有任何正在生產的訂單
在生產的訂單將結束
所使用的系統校正名稱
FCM
狀態列
• Next Order (
下一個等待中的訂單
– ID:
下一個生產訂單的名稱
– File:此訂單所使用的
Action Spec
– Countdown:
最後所需生產的
– Changeover method:
更換生產批次
– No RCO:
使用一般的方法更換生產批次
• Boards:
– Reqd:
所需的生產數量
– Good:完整生產的PC
板數量
– Susp:可能有漏件的
PC
– Skip:略過不完整的PC
板數量
• Spool: 電腦連線的狀態顯示
FCM
操作訓練手冊
\\Operator-FCM.PPT
• Spool: 電腦連線的狀態顯示
• Slots:
– E:錯誤
– W: 警告
– OK: 正常狀態
– D: 不可使用
狀態列
(2)
下一個等待中的訂單
):
下一個生產訂單的名稱
Action Spec
名稱
最後所需生產的
PC板數量
更換生產批次
(換線)的方式
使用一般的方法更換生產批次
(換線)
所需的生產數量
板數量
PC
板數量
板數量
電腦連線的狀態顯示
操作訓練手冊
20
電腦連線的狀態顯示
• 將供料器放置於
Loading Unit
•
檢查供料器上的顯示燈
•
設定正確的料帶間距
• 放入料帶
• 組裝好廢料帶
•
將零件送至吸料位置
•
將供料器連同料帶放置於台車上
供料器的裝卸
FCM
操作訓練手冊
\\Operator-FCM.PPT
Loading Unit
檢查供料器上的顯示燈
設定正確的料帶間距
將零件送至吸料位置
將供料器連同料帶放置於台車上
供料器的裝卸
(1)
操作訓練手冊
21