00198518-03_UM_LDU_2_X_CHS-ZH.pdf - 第44页
3 功能描述和结构 3.3 基本工艺 44 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 3.3.6 浸渍过程和停留时间 贴片机中的浸渍工序大致包括以下步骤: 1. 从相关供料器模块中拾取元件 2. 将元件浸入到焊剂中 3. 使用 Vision 系统检查并对中元件 4. 将元件放到基板上 详细的浸渍工序(步骤 2)包括以下步骤: 1. 贴片头与元件一起在 LDU 上方移动到浸渍区域未使用的部分…
3 功能描述和结构
3.3 基本工艺
用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 43
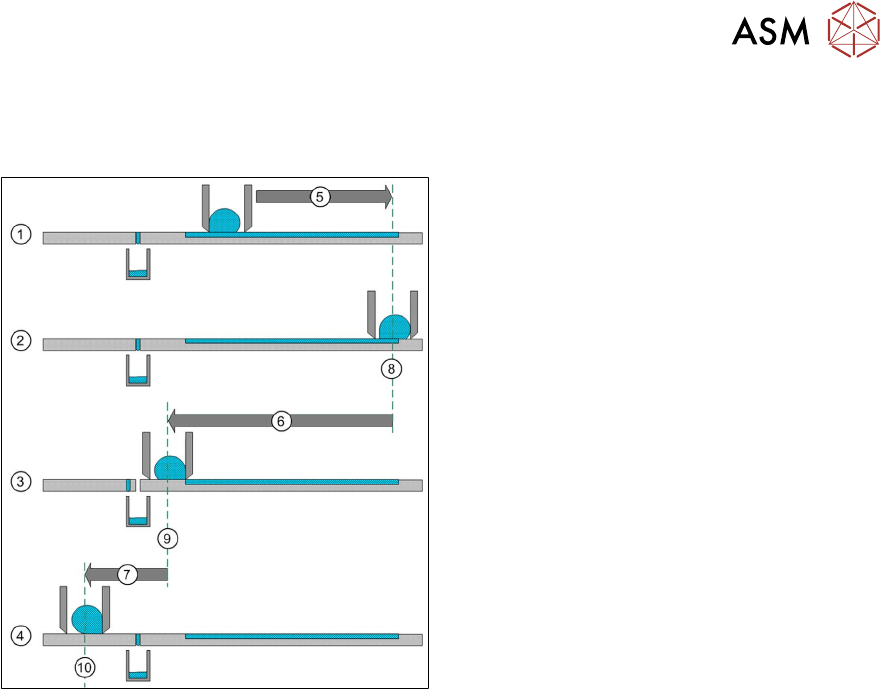
3.3.5 刮刀速度
对于某些类型的焊剂而言,刮刀速度会对涂敷后的焊剂表面产生影响。
1. 刮刀轴以最大速度向前移动到相反位置
(5)
。
2. 刮刀轴现在处于相反位置
(8)
。
3. 刮刀轴以可调刮刀速度从空腔
(6)
上方移回
到加速位置
(9)
。
4. 刮刀以最大速度
(7)
移回到挡板
(10)
上的停
驻位置。
刮刀时间可以在贴片生产线软件中设置:4.1.12 "设置预热循环和刮刀速度" [}61]。
对于所用焊剂的最佳刮刀速度必须通过测试来确定。因此,开始时应以最大速度运行:
●
焊剂 = 200mm/s
●
焊膏 = 200mm/s
3 功能描述和结构
3.3 基本工艺
44 用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020
3.3.6 浸渍过程和停留时间
贴片机中的浸渍工序大致包括以下步骤:
1. 从相关供料器模块中拾取元件
2. 将元件浸入到焊剂中
3. 使用 Vision 系统检查并对中元件
4. 将元件放到基板上
详细的浸渍工序(步骤 2)包括以下步骤:
1. 贴片头与元件一起在 LDU 上方移动到浸渍区域未使用的部分。贴片头向下移动,直到元件到达
空腔底部。
2. 贴片头的下降传感器启动停留时间。
3. 停留时间结束后,贴片头再次向上移动。
在停留时间内,焊剂会涂敷于已浸入焊剂的部件上的元件上。停留时间可以在贴片生产线软件中设
置:4.1.7
"设置浸渍顺序和停留时间" [}57]。正确的停留时间必须通过测试来确定。
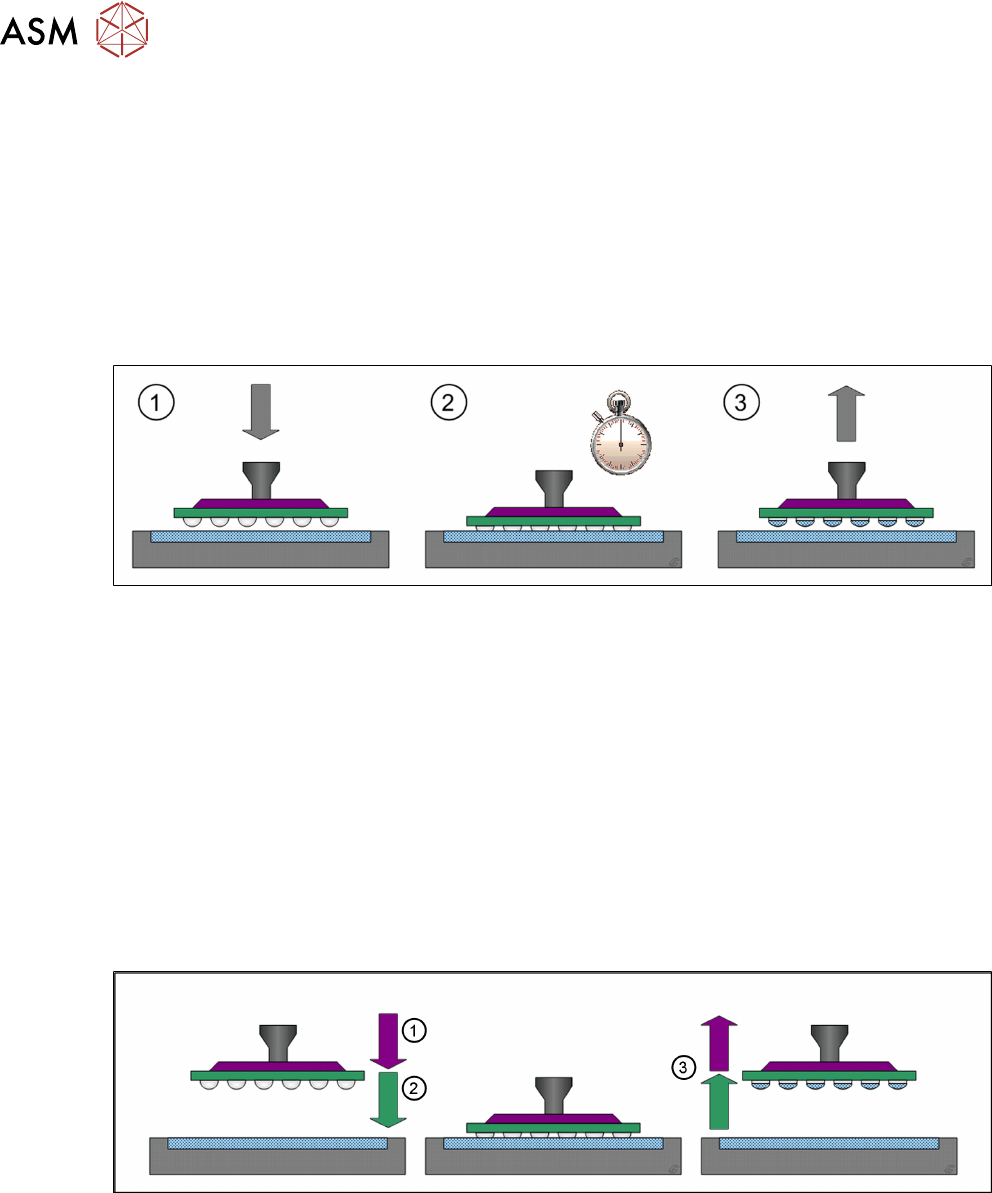
3.3.7 缓行距离
根据所用焊剂的粘度,可能需要调整浸入到空腔时的减速和加速。如果元件在吸嘴向上移动时卡入
到空腔的焊剂中,则表明加速太高。减速太高会导致元件球体/凸块润湿不均匀。
空腔深度表面与缓行点之间的距离即为缓行距离。
(1) 贴片头以正常速度向下移动,直至到达可调缓行点,在该点,贴片头速度会缓慢降至可调减速
值。
(2) 贴片头以减速向下移动,直到到达空腔深度表面。
(3) 贴片头以可调加速向上移动,直至到达缓行点,在该点,贴片头会加速至正常速度。
各元件及焊剂相应的缓行点、减速和加速可以在贴片生产线软件中设置:4.1.9 "设置缓行距
离" [}59]。

4 操作
4.1 SIPLACE Pro 的设置
用户手册 SIPLACE Linear Dipping Unit 2 X 05/2020 45
4 操作
4.1 SIPLACE Pro 的设置
提示
目标组:设置操作员
所述操作是一项不定期执行的任务,仅可由经过培训且具有特定专业知识的操作员(设置操
作员)执行。
要按照贴片顺序使用 LDU,启动前必须在 SIPLACE Pro 中定义以下设置:
●
设置 LDU
●
定义浸渍板
●
为 LDU 分配浸渍板
●
定义焊剂材料
●
为 LDU 分配焊剂材料
●
设置焊剂厚度传感器的参数
●
所用元件的浸渍参数:
– 所使用的焊剂材料
– 空腔深度
– 浸渍顺序
– 浸渍时的压紧力
– 浸渍时的停留时间
– 浸渍时的运行曲线
– 贴片时的等待时间
●
所用焊剂的工艺参数:
– 愈合时间
– 固化时间
– 焊剂厚度传感器数值
– 浸渍边缘
– 刮刀速度
– 预热期间的刮刀循环次数