XIA-MI2000操作手册2010.pdf - 第9页
2.5 基本原理 JUTZE AOI 光源设计通过“红色、 绿色、蓝色”不同高度和不同角度的光源照射, 反映 被造物体的曲面的变化情况。 从而达到检测元件焊接弧度的目的。 在一个平面的物体上, “红 光” 、 ”绿光“、 “蓝光”要求达到平衡,等同于白光的照 射,这样可以真实地反映物体本 身地颜色特性。 而在不同的曲面弧度上, 这种平衡被打破, 颜色反映了弧度的变化特性。 “红 光” 、 ”绿光“、 “蓝光”的亮度强弱比例,是保证这一检…
第二章 基础知识
2.1 什么是 AOI
AOI 的全称是 Automatic Optic Inspection(自动光学检测),是基于光学原理来对生产中
遇到的常见外观缺陷进行检测的设备。
2.2 为什么要用 AOI
科技日新月异,人们对产品要求也越来越高,同时由于生产工艺的不断改良,零件尺寸
也越来越小,传统的人工目视已经无法满足日常需求和品质要求。为了进行质量控制,在
SMT 生产线上要进行有效的检测。就必须要用到 AOI。
2.3 AOI 常用名词
FOV、Resolution、Working Distance、DOF、PMAG 等
2.4 组成结构
JUTZE AOI 系统从功能可大致分为:
主检测设备、维修站、离线编辑器、SPC、BarCode、全制程分析系统等。
其他
离线编程
SPC
条码系统
维修站
主设备
制程反馈
分析系统
2.5 基本原理
JUTZE AOI 光源设计通过“红色、绿色、蓝色”不同高度和不同角度的光源照射,反映
被造物体的曲面的变化情况。从而达到检测元件焊接弧度的目的。在一个平面的物体上,“红
光” 、”绿光“、“蓝光”要求达到平衡,等同于白光的照射,这样可以真实地反映物体本
身地颜色特性。而在不同的曲面弧度上,这种平衡被打破,颜色反映了弧度的变化特性。 “红
光” 、”绿光“、“蓝光”的亮度强弱比例,是保证这一检测原理的关键。
另外值得一提的是:JUTZE AOI 增加真实白光光源设计,颠覆了传统 RGB 光源设备的瓶
颈,针对要求极高的金手指、漏铜等一些特殊缺陷,检查能力尤为突出。
JUTZE AOI 的运算方式采用世界最先进的逻辑运算法则,其分析焊点方式完全和人的思
维一致。智能区域搜索算法可以快速定位图像联通区域,精确计算元件的偏移量、角度等详
细数据。
相对于传统的图像建模的方式相比,其稳定的检查能力和元件库的通用性更强。在减少
工程人员的重复劳动的同时也对 AOI 未来的可扩展性和适应性打下坚实的基础。
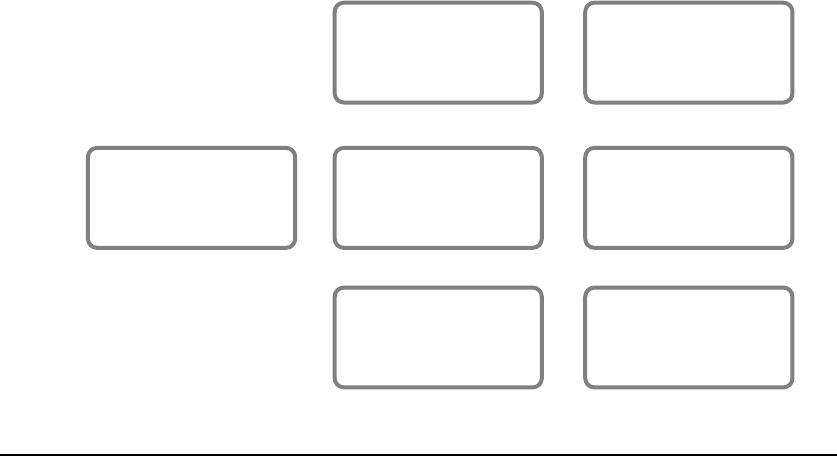
2.5.1 系统构成
右图所示的白色、红色、绿色、蓝色4
段环形照明处于不同的高度和角度对电路
板进行照射。在环形照明的中心线上,垂直
方向设置彩色摄像机,摄取电路板的图像。
彩色摄像机
环形照明
白
红
绿
蓝
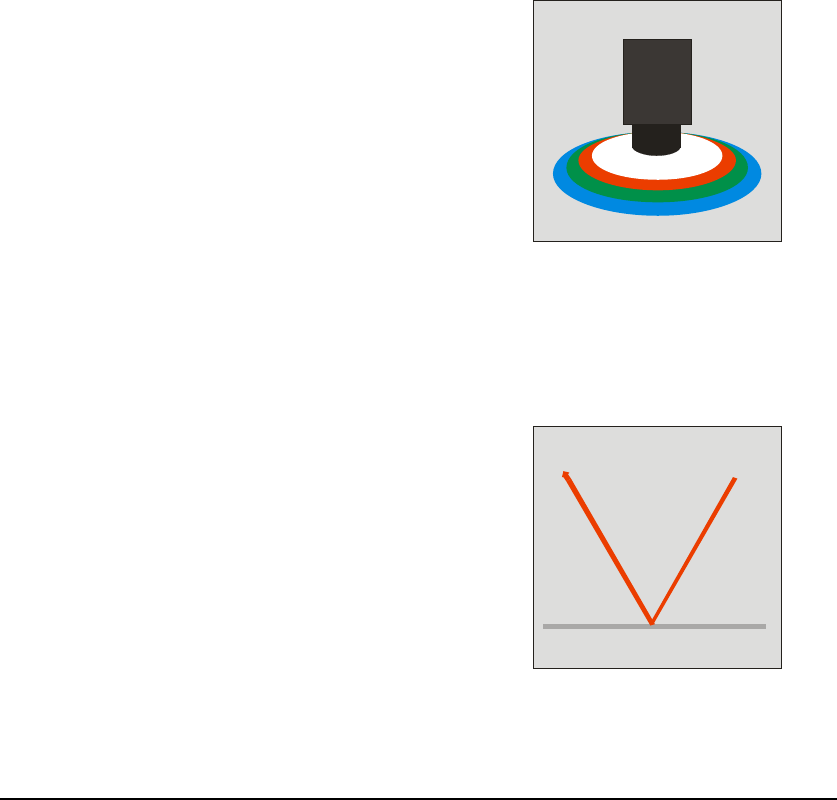
2.5.2 锡点特性
焊锡表面具有光的平面镜反射性质。因
此照射在焊锡表面的光,遵循入射角=反射
角方向进行反射。
焊锡表面
入射光反射光
入射角反射角
2.5.3 红、绿、蓝三色照射
彩色高亮度方式,红色、绿色、蓝色三
色照明光从不同的角度照射在焊锡的表面。
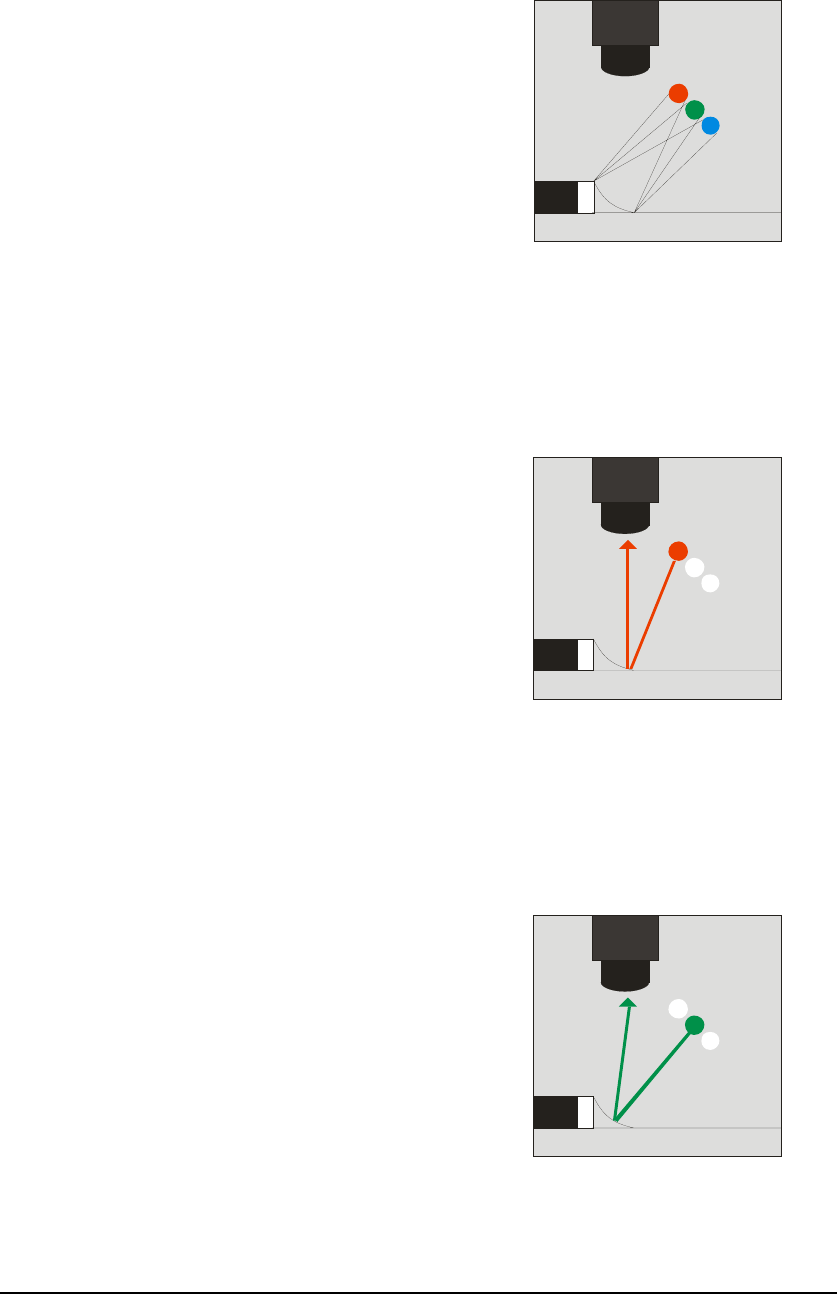
2.5.4 红色照明
红色光的反射,由于红色照明处于比其
他两色的位置,对电路板的入射角较大,所
以照射在如图所示的平坦焊锡表面的光,反
射到正上方的摄像机上,其他照射在急倾斜
和缓倾斜的焊锡表面的光,不会反射到摄像
机上。因此摄像机对平坦的焊锡表面摄取到
红色的画像。
2.5.5 绿色照明
同样原理,如图所示,只有照射在缓倾
斜的焊锡表面的绿色光才能反射到摄像机,
摄像机对缓倾斜焊锡表面部分摄取到绿色
画像。