FX-1R_OperationManual_C_Rev03a.pdf - 第176页
第 4 章 生产程序编辑 Rev03 4)激光高度 设定激光定心时的测量高度。输入从吸嘴端点到激光照射的测量位置距离。 根据元件高度与元件种类, 自动决定初始值, 但不同的元件 (激光测量位置是圆筒形或透 明色等等)有时需要变更初始值。请设定可以稳定识别的高度。 レーザ光 ノ +Z ノ 0 ズル 吸嘴 部品 レーザ高さ ズル高さ 吸嘴高度 元件 激光高度 激光 -Z ◆默认值 激光高度,有的是根据元件种类与元件高度设定默认值。现将一些有…
第 4 章 生产程序编辑 Rev03
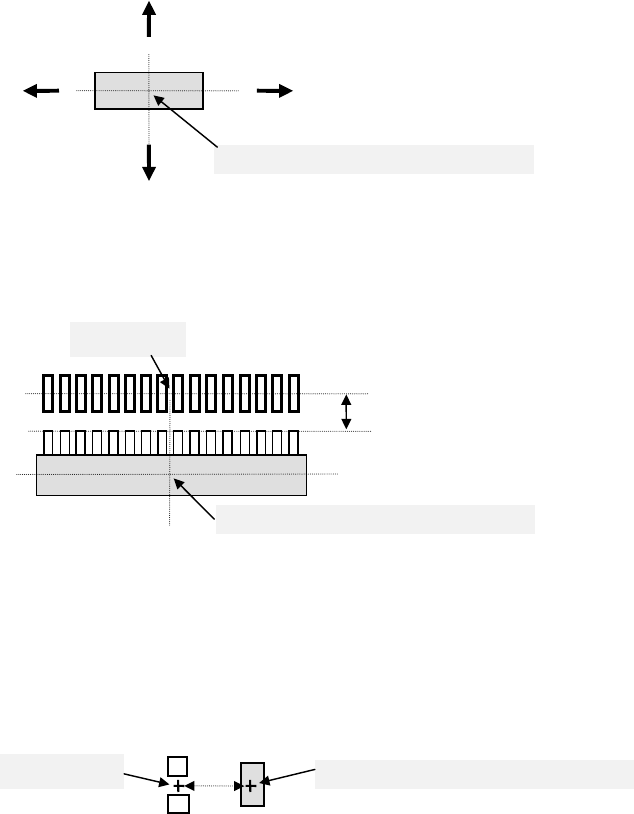
注1)“贴片偏移量”值,请输入激光定心的中心位置到贴片坐标点的距离。值的符号如下(箭
头是到贴片坐标点的距离)。
+Y
-X +X
激光定心的中心位置
-Y
例)按下列情况进行贴片时,贴片偏移量应输入“X=0,Y=
+3”。
贴片坐标点
3
激光定心中心位置
注2)偏移值以贴片角度“0”为基准输入。
例)当元件的贴片角度是“90”时,贴片角度假设为“0”输入“贴片偏移量”。
在下列情况(贴片角度“90”)下输入“X=0,Y=2”。
贴片坐标点 2 激光定心中心位置
注3)偏移的输入方法有两种:如本书上所述,一种方法是在「元件数据」的“贴片偏移量”输
入偏移值,另一种方法是在「贴片数据」上的“X,Y 坐标”上加减偏移值。
但是,贴片数据需要按贴片点逐一输入偏移值。因此,如果元件的贴片点多、或不想变更
贴片数据时,可用「元件数据」的“贴片偏移量”法输入偏移值。
注4)根据不同的元件,变更「元件数据」-「扩展」的“激光高度”值后,有时定心中心位置
会出现变化。因此,可以采用不输入“贴片偏移”值、只调整“激光高度”的方法,改变
贴装位置。但是,这种情况需要设定能取得稳定的定心位置的“激光高度”。
4-49
第 4 章 生产程序编辑 Rev03
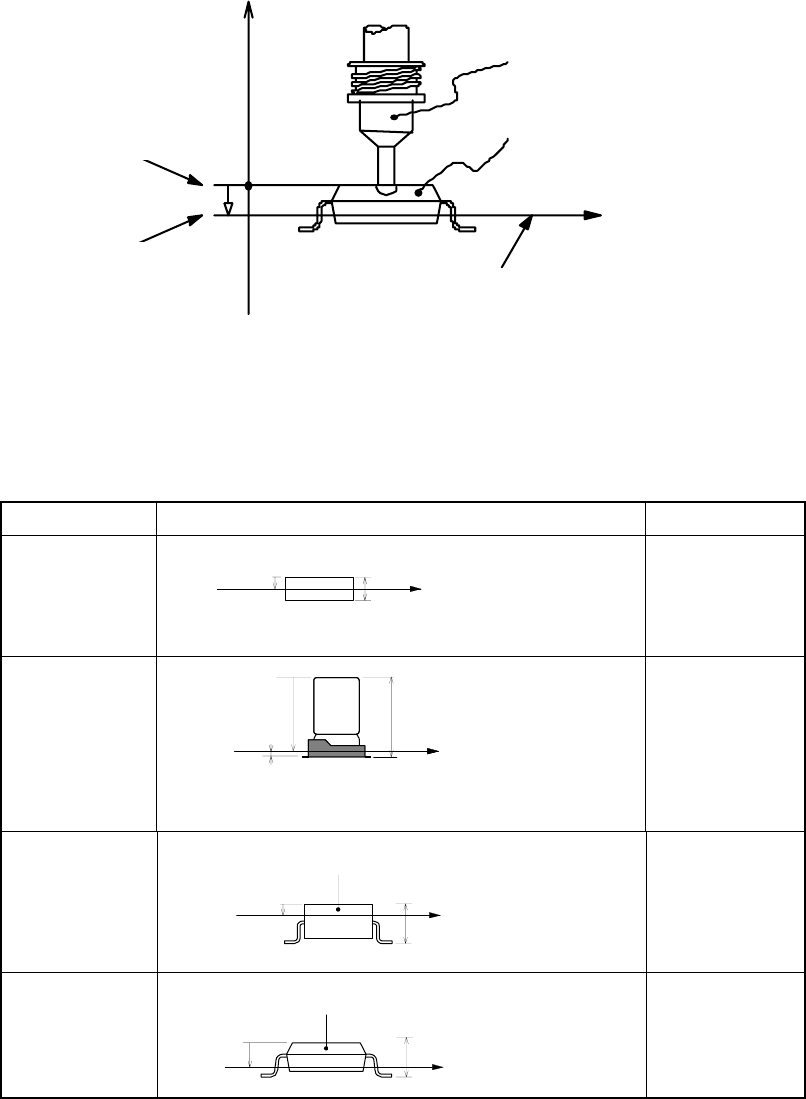
4)激光高度
设定激光定心时的测量高度。输入从吸嘴端点到激光照射的测量位置距离。
根据元件高度与元件种类,自动决定初始值,但不同的元件(激光测量位置是圆筒形或透
明色等等)有时需要变更初始值。请设定可以稳定识别的高度。
レーザ光
ノ
+Z
ノ
0
ズル
吸嘴
部品
レーザ高さ
ズル高さ
吸嘴高度
元件
激光高度
激光
-Z
◆默认值
激光高度,有的是根据元件种类与元件高度设定默认值。现将一些有代表性的元件种类、元
件高度与激光高度默认值的关系列表如下。
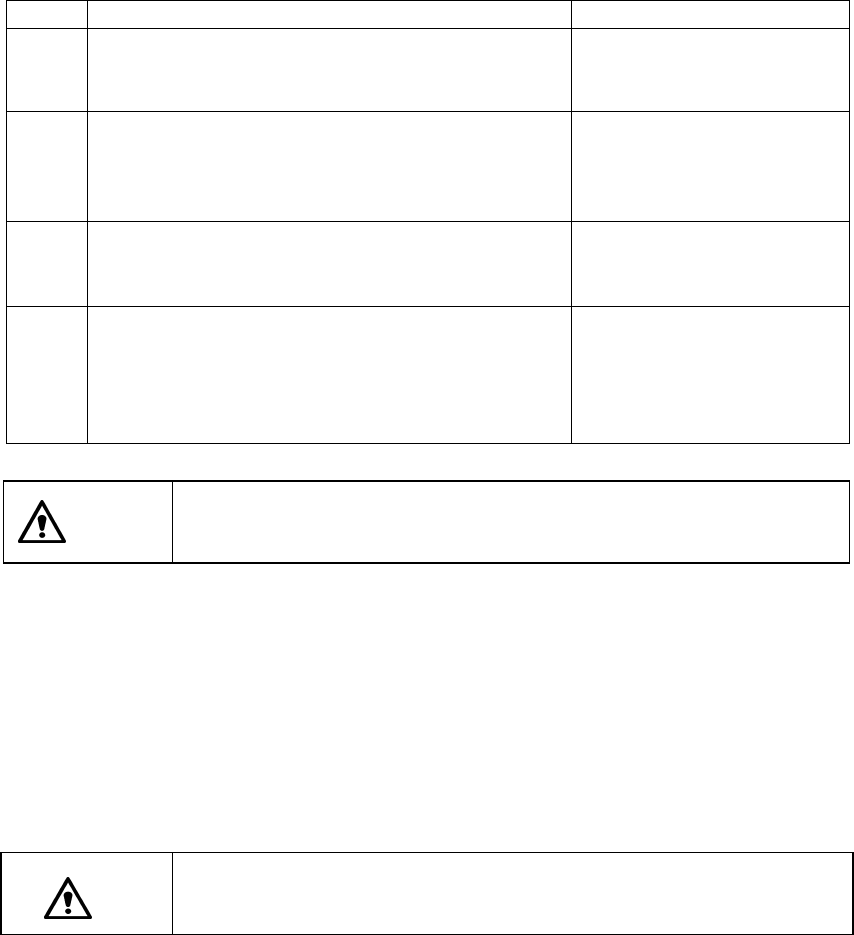
元件种类 测量位置 测量高度(mm)
レーザ測定位置
部品高さ
t
t
--
2
方形芯片
2
t
-
-
元件高度
激光测量位置
铝电解电容器
レーザ測定位置
部品高さ
t
β
-(t-β)
-(t - β)
β = 0.35
元件高度
激光测量位置
SOT
レーザ測定位置
モールド部
部品高さ
t
-γ
-γ
γ=0.25
模块部
元件高度
激光测量位置
SOP
HSOP
レーザ測定位置
モールド部
部品高さ
t
-0.7t
-0.7 × t
元件高
模块部
元件高度
激光测量位置
4-50
第 4 章 生产程序编辑 Rev03
5)激光识别算法
激光识别的算法,及其主要用途如下。
并请参见下页“激光定心的流程”。
算法 操作 用 途
1
芯片元件
测出阴影宽度最小的边(第1最小阴影边 A),把
该边旋转+90°后,再测出次边(第2最小阴影宽度
B),把位置偏移、角度偏移校正后,进行贴片。
2
SOP 等带引脚的元件
测出阴影宽度最小的边(第1最小阴影边 A),从
该边向 + 方向边照射激光、边旋转调整,再测出小
边(次小阴影边宽度 B),对位置偏移,把角度偏
移校正后,进行贴片。
3
用于没有角的圆筒形元件。
圆筒形元件,可忽略角度(忽
略极性),仅求出元件中心。
保持吸取姿势,照出阴影,测出第1最小阴影宽度
A,再把该边选转 +90°,测出次小阴 B,把位置偏
移进行校正后进行贴片。
4 不进行激光定心(只检查是否有元件),把其吸取
姿势,旋转到贴片角度,进行贴片。
用于激光定心不稳定的元件
(超出规格的极端薄小的元
件)。不定心的贴片。因此,
贴片位置会受吸取位置的影
响。
算法因元件类型不同,初始值不尽相同。通常情况下,变更后错误率势
必增加。因此,除特殊情况外,请勿变更。
注意
6)预旋转
对已吸取的激光识别元件在定心之前需要旋转多少度进行设置。
初始输入外形尺寸时,自动设置预旋转初始值。变更外形尺寸时,不自动设置预旋转初始值。
初始值设定为 30°(只有短边不足 0.45mm 的元件为 40°)。变更后,定心的稳定性会有变
化(多数情况下,定心变得不稳定)。
注意
预旋转的设置会影响贴片精度,如无 JUKI 的指示,切勿变更。
4-51