RX-6R_C(高速模块贴片机).pdf - 第3页
相机 元件 以往的识别 各元件一旦停止、识别 不间断图像识别 不间断地识别各元件 6 个吸嘴同时吸取 设置 2 台相机 相机 通过在贴片头部内安装超小型摄相机,可以实时取得吸取 / 贴片的图像,实现了吸取与贴片时的检查,还能暂 时保存追溯信息。 防止了不良基板的流出,通过拍摄的图像进行原因解析,缩短了采取对策前原因解析所需的时间。 < 原因解析功能(选购项)> 通过拍摄图像进行原因解析,在短时间内就能采取对策。 发生芯片立起…
多品种生产、从多品种小批量生产开始到大批量生产,
实现了产品种类灵活对应效率提高 24%,
具有通用能力超强的多功能机 RX-6R 登场。
高速度高质量高灵活性的生产线解决方案正在持续进化。。。
※RX-6R
高速模块贴片机

相机
元件
以往的识别
各元件一旦停止、识别
不间断图像识别
不间断地识别各元件
6 个吸嘴同时吸取
设置 2 台相机
相机
通过在贴片头部内安装超小型摄相机,可以实时取得吸取 / 贴片的图像,实现了吸取与贴片时的检查,还能暂
时保存追溯信息。
防止了不良基板的流出,通过拍摄的图像进行原因解析,缩短了采取对策前原因解析所需的时间。
< 原因解析功能(选购项)>
通过拍摄图像进行原因解析,在短时间内就能采取对策。
发生芯片立起错误
根据 信息
判定为毛刺造
成的错误
原因解析
< 检查有无元件 >
通过拍摄图像检测出漏贴片的状况时,
设备报警自动停止。
< 表面背面判定检查 >
元件翻转背面的状态下供料时,设备报警后自动停止。
正确贴片时
芯片反转背面贴
装后的场合
NG 时,自动报错
识别印刷偏移,补正贴片位置。( 识别焊锡印刷补偿贴片位置功能)
通过贴片机内的 OCC 相机,识别出焊锡印刷的位置偏移,参照焊锡位置补正贴片坐标位置 , 降低了因焊锡印刷
位置偏移造成的回流后不良率。(自动调整效果)
【发生印刷偏移】
焊锡
压焊点
参照焊锡位置进行贴片
参照焊盘位置进行贴片
使用时
未使用
在开始生产前测定贴片元件的「电阻值」、「电容器容量」、「极性」,可以事先防止元件误贴片。
新型的 CVS 装置,可以同时检查 6 个元件,缩短了检查时间,从而提高了生产效率。
【开始生产前执行以下检查】
电阻值
电容器容量
极性
防止元件、料盘的
误安装
防止误贴片
将元件的电极部对准 A,
检查元件的实际电极性
既为横宽 1.25m 的省空间设计,又实现了高速贴片。
1 个站台上设置了 2 个贴片头,各贴片头上安装了激光传感器。从供料器到贴片位置在移动
过程中可以进行激光识别。吸取后,沿直线移动至贴片位置,实现了高速高精度贴片。
用 2 台相机进行高速贴片
通过设置 2 台相机,实现了 IC 元件、
大型和异型元件的高速贴片。
高速无停顿图像识别技术
用激光贴片头,实现了全部 6 个吸
嘴的图像识别。
并且,通过相机实现了高速无停顿
图像识别,对吸取的各个元件连续
拍摄,实现了高速图像识别。
拥有多样化的识别方法,能根据元
件选择识别方法。根据元件的形状
或大小、材质等,可以区分使用适
合芯片元件高速贴片的激光识别,
或者通用性较高的图像识别。
各种各样的识别方法
反射照明
透射照明 反射(侧面 ) 照明
※
※对应时间请联络我们
省空间设计的托盘供给装
置,使设备后侧带式供料
器的安装成为可能。除托
盘零件外,料带零件的供
给也成为可能。通过提了
设备后侧的零件应对能力
和生产性,从而实现了设
备整体的通用性和生产性
的向上。
带式供料器的安装数为:
按 8mm 料带换算 14 支,也
可安装宽幅带式供料器。
TR8S 安装时
※
为了防止不良基板流出提供短时间内不良原因解析对策构筑的支援。
横幅 1.25m 的省空间设计 1 个站台 2 个贴片头 2 个激光装置 到贴片位置沿直线移动
通过将基板传送等待时间缩短到最小限度,提高了实
际工效,实现了高速生产。此外,通过与检查机 RV-1,
高速芯片贴片机 RX-7 的组合,可以构筑双轨生产产线。
准备
排出
基板 A(贴装完成的基板)
准备
基板 A(搭载中)
贴片头的动作
基板 B(搭载中)
贴片前图像
贴片后图像 贴片后图像
防止因元件用错造成的误贴片 ( 元件验证 (CVS))
优质的构造和省空间的设计实现高速贴片机能
实现高速贴片的图像识别技术
省空间设计的
托盘供给装置 TR8S
可对应双轨道生产
芯片元件 贴片速度
52,000
CPH
(最佳条件)
※RX-6R
IC 元件 贴片工效
14,000
CPH
(最佳条件)
选件
只对应 RX-6B
6 个吸嘴的贴装头
选件
选件
只对应 RX-6B
选件
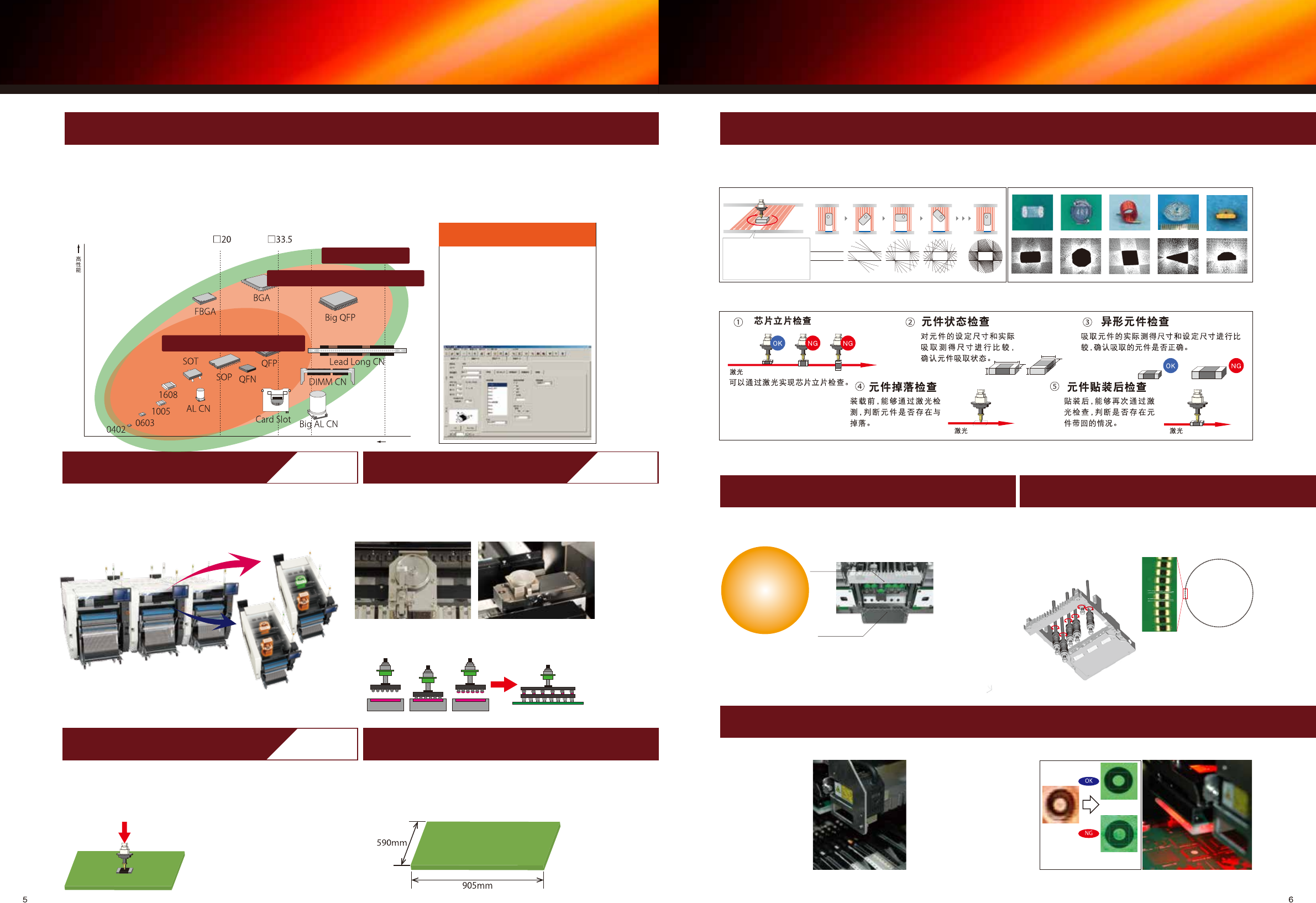
RX-6R 能够识别从 0402 到 100mm 正方尺寸以及 50x180mm 元件,可搭载极小元件到大型元件的广泛元件种类。
RX-6B 的 6 个吸嘴贴片头,可以对应从 0402 到 50mm 正方形,3 个吸嘴贴片头,可以对应 0402 到 100mm 正方形,
50×180mm 的元件。而且,还能对元件高度 33mm 的高大铝电解电容器进行贴片。
从智能手机上用的极小贴片元件到大型 IC 或连接器的高通用性广泛的生产品种都可对应。
简单制作程序
部品数据仅需输入外形尺寸 + 元
件种类 + 包装形式。通过元件测
量功能,可以将测量尺寸、引脚
数、间距等数据读入到部品数据
中。通过通用图像的示教,轻松
完成异型元件数据的制作。
后侧贴片头可以更换 . 为对应生产品种的多样化,
通过变更贴片头规格,实现了灵活的生产线构建。
3 个吸嘴的贴片头
6 个吸嘴的贴片头
通过安装 PoP 涂印装置,使 PoP 及三维高密度贴
装成为可能。可以在助焊剂、焊锡 2 种涂印装置
中进行选择。
旋转型涂印装置 直动型涂印装置
【PoP 的贴片方法】
正确获得各吸嘴的负荷,通过简单地控制吸取 / 贴片时发生
的负荷,避免对元件造成损伤。还可以根据元件设定负荷,
能实现高达 50N
※
的高压力控制。
能进行压力调整最大 50N
※
.
可以对应最大达 905mm×590mm
※
的基板尺寸。
对应 LED 照明或液晶背光等多样化的需求。
激光传感器采用了新开发的「LNC120」。
投光部
受光部
采用新开发
的 LNC120
各吸嘴的上下运动 (Z 轴 )、旋转 (θ轴),均由
各自独立的 AC 伺服马达控制。可以实现各吸嘴
的精密高度和角度的控制。
对贴圆弧形及高精密角度
的要求,也能实现高速高
精度贴装。
从 0402 极小元件到 50mm 正方的
※
PLCC、SOP、QFP 等各种形状的元件,均能识别。激光识别不受电极形状或光
泽等元件不同因素的影响,实现了稳定的识别和贴片。
通过元件检查功能提高了贴片品质。通过激光识别,从吸取到贴片进行检查。降低了不良率。
< 高度测定功能 >
非接触且高精度自
动测定元件吸取面
的高度。避免了对
元件或基板造成损
伤,使吸取与贴片
的位置调整成为可
能。
测定高度的 HMS
< 通过 OCC 照明实现正确贴片 >
采用识别能力高的 OCC
照明。即使是较难读取
的柔性基板(FPC) 标记,
或对比度低的基板标记,
都能正确识别标记进行
贴片。通过 OCC,读取各
电路所设的坏板标记,
防止对该电路实施元件
贴片。
通过 OCC 照明读取对比
度低的基板标记
通过 OCC 相机读取坏板标记
高密度
《JUKI OCC 摄像
头的情况下》
《普通照明的
情况下》
●识别算法
通过激光器发射出的光获取得
的元件影像,计算以下数据。
◎元件外形◎中心
◎角度
0402芯片
□50
※单轨搬送规格
※6 吸嘴贴片头
3
.High Flexibility
3
.High Flexibility
4
.JUKI Basic Technology
广泛的元件对应能力
能对应 PoP 实装
简易负荷控制
标准对应大型基板
新型激光传感器 XYθZ 轴独立控制
通过 JUKI 引以为豪的激光识别技术,实现了多样化形状的元件识别
实现了稳定的高精度识别
机动灵活地对应贴装头的交换
只对应 RX-6B
选件
※只对应 RX-6B 3 个吸嘴的贴装头
选件
RX-6B 3 个吸嘴贴片头的贴装范围
RX-6B 6 吸嘴贴片头的贴装范围
RX-6R 的贴装范围