TK32351.PSC偼傫偩巆検専抦偺婎斅僨乕僞愝掕.pdf - 第4页
ヤマハ発動機株式会社 ロボティクス事業部 SMT統括部 商品開発部 MDOC-SOFT50716 4/9 3 3 3 3 機能 詳細 機能 詳細 機能 詳細 機能 詳細 基板 データ の設定 によっ て、PSC機 能とは んだ残 量検知機 能の切 り替え が行え ます。また 、従 来通りマ シン設定( [マシン情報]-[工場設 定]-[はんだ 残量検知 ])での切り替え も可能で す。 3.1 3.1 …
ヤマハ発動機株式会社 ロボティクス事業部
SMT統括部 商品開発部
MDOC-SOFT50716
3/9
1
11
1 対
対対
対象機種、対応
象機種、対応象機種、対応
象機種、対応バージョン
バージョンバージョン
バージョン
本機能の対象機種、対応バージョンは以下のとおりです。
表 1.1 本機能の対象機種・ソフトウェアと対応バージョン
対象機種・ソフトウェア名 対応バージョン 備考
YSP,YSP20 V3.49STDR1.000 以降
Y.FacT V1.63STDR1.000 以降
2
22
2 機能概要
機能概要機能概要
機能概要
本機能は、従来マシン設定でのみ切り替え可能だったPSC機能とはんだ残量検知機能を基板
データにて切り替えられる機能です。
PSC機能とはんだ残量検知機能を生産品種によって切り替えたい場合にご使用ください。
※ PSC機能およびはんだ残量検知機能の詳細は、製品マニュアルを参照してください。
ヤマハ発動機株式会社 ロボティクス事業部
SMT統括部 商品開発部
MDOC-SOFT50716
4/9
3
33
3 機能詳細
機能詳細機能詳細
機能詳細
基板データの設定によって、PSC機能とはんだ残量検知機能の切り替えが行えます。また、従
来通りマシン設定([マシン情報]-[工場設定]-[はんだ残量検知])での切り替えも可能です。
3.1
3.13.1
3.1 基板データ設定
基板データ設定基板データ設定
基板データ設定
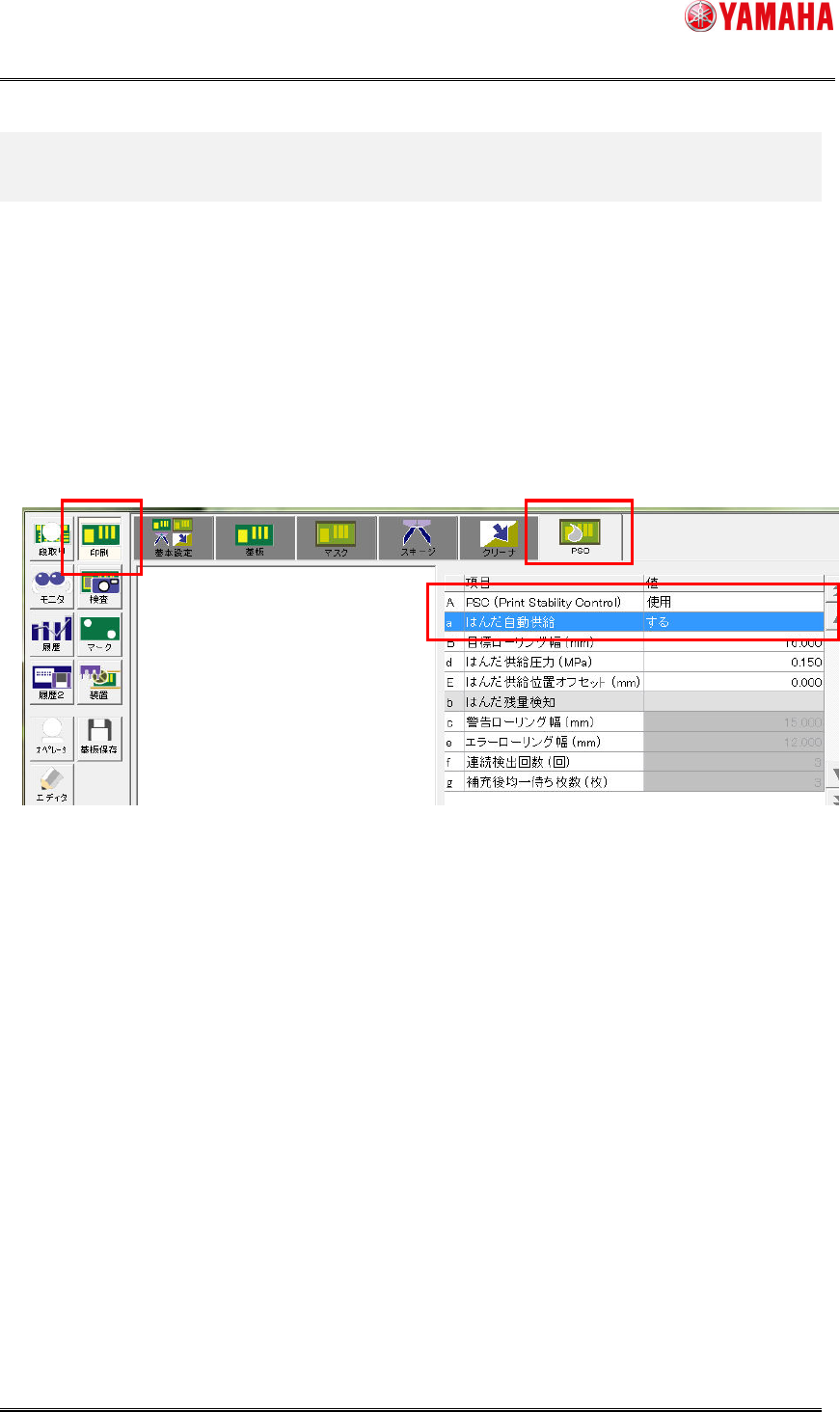
[印刷]-[PSC]画面の「PSC(PrintStabilityControl)」および「はんだ自動供給」の設定によって、
PSC機能とはんだ残量検知機能の切り替えを行います。「PSC」を「未使用」に設定した際は、どち
らの動作も行いません。
ヤマハ発動機株式会社 ロボティクス事業部
SMT統括部 商品開発部
MDOC-SOFT50716
5/9
3.2
3.23.2
3.2 基板データ追加項目
基板データ追加項目基板データ追加項目
基板データ追加項目
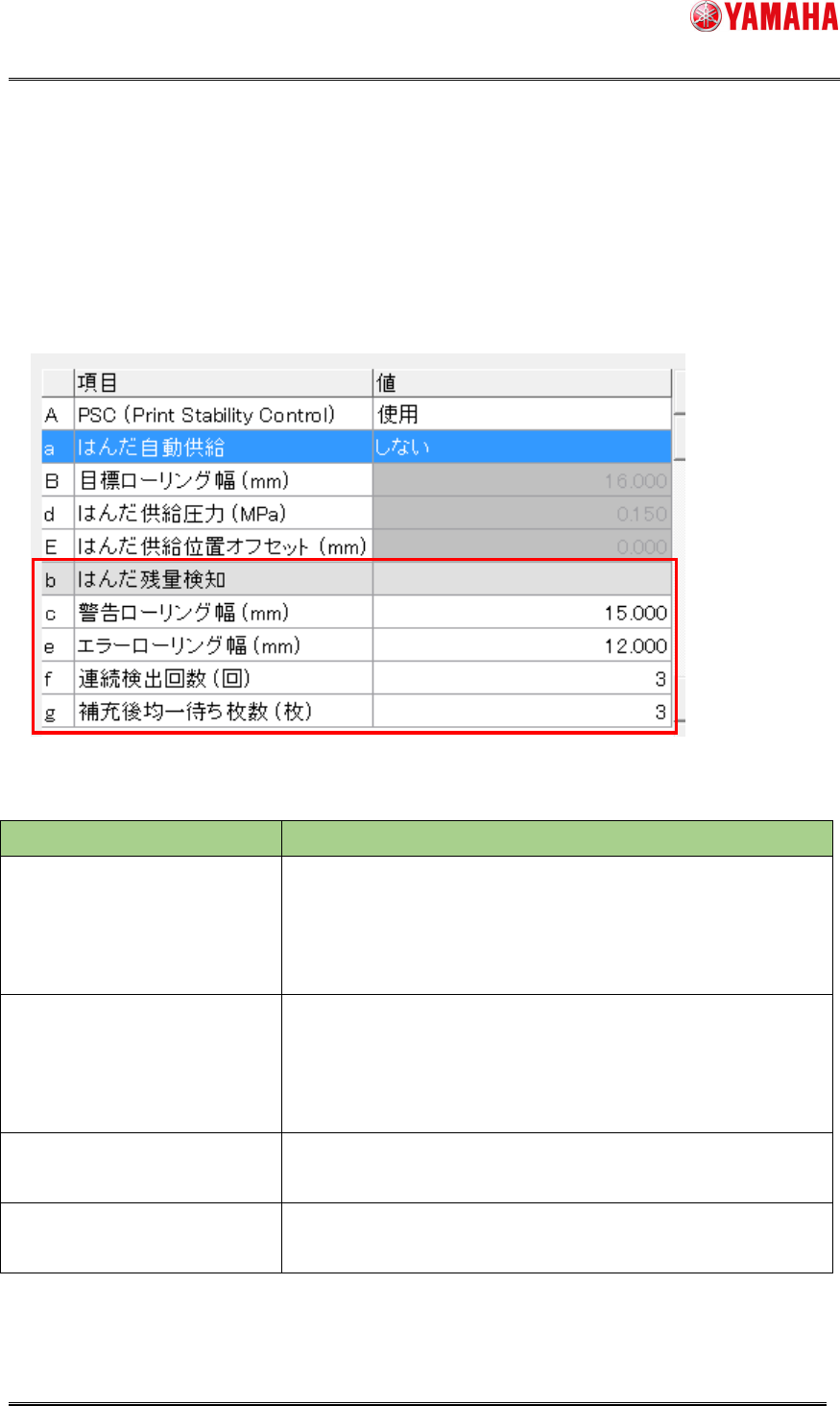
[はんだ自動供給]を「しない」に設定した場合、はんだ残量検知関連の項目が有効になります。
PSC関連の項目はグレイアウトされます。
各項目と内容は以下のとおりです。
項目 内容
警告ローリング幅(mm) 「Ea8986: はんだ切れ警告」が表示されるローリング幅を設定し
ます。「連続検出回数」で設定した回数分連続して測定値が下
回った場合、メッセージを表示します。メッセージ表示中も自動
運転は継続します。
エラーローリング幅(mm) 「Ea8987: はんだ切れエラー」が表示されるローリング幅を設定
します。「連続検出回数」で設定した回数分連続して測定値を下
回った場合、メッセージを表示します。メッセージが表示される
と、自動運転は停止します。
連続検出回数(回) 「Ea8986: はんだ切れ警告」や「Ea8987: はんだ切れエラー」が
表示されるまでに必要な連続測定回数を設定します。
補充後均一待ち枚数(枚) はんだ補充直後、ローリング幅測定結果を無視する生産基板
枚数を設定します。