SMT回流焊焊接过程确认验收报告1.pdf - 第5页
第 4 页 共 13 页 过程能力 未进行验证 需要验 证 同 一 批 之 间 重 复 性 验证 存 档 回 流 焊 接 过 程 确 认 报告 工艺文件 维护 已 有 相 关 工 艺文件 相 关 工 艺 文件 存档相…
第 3 页 共 13 页
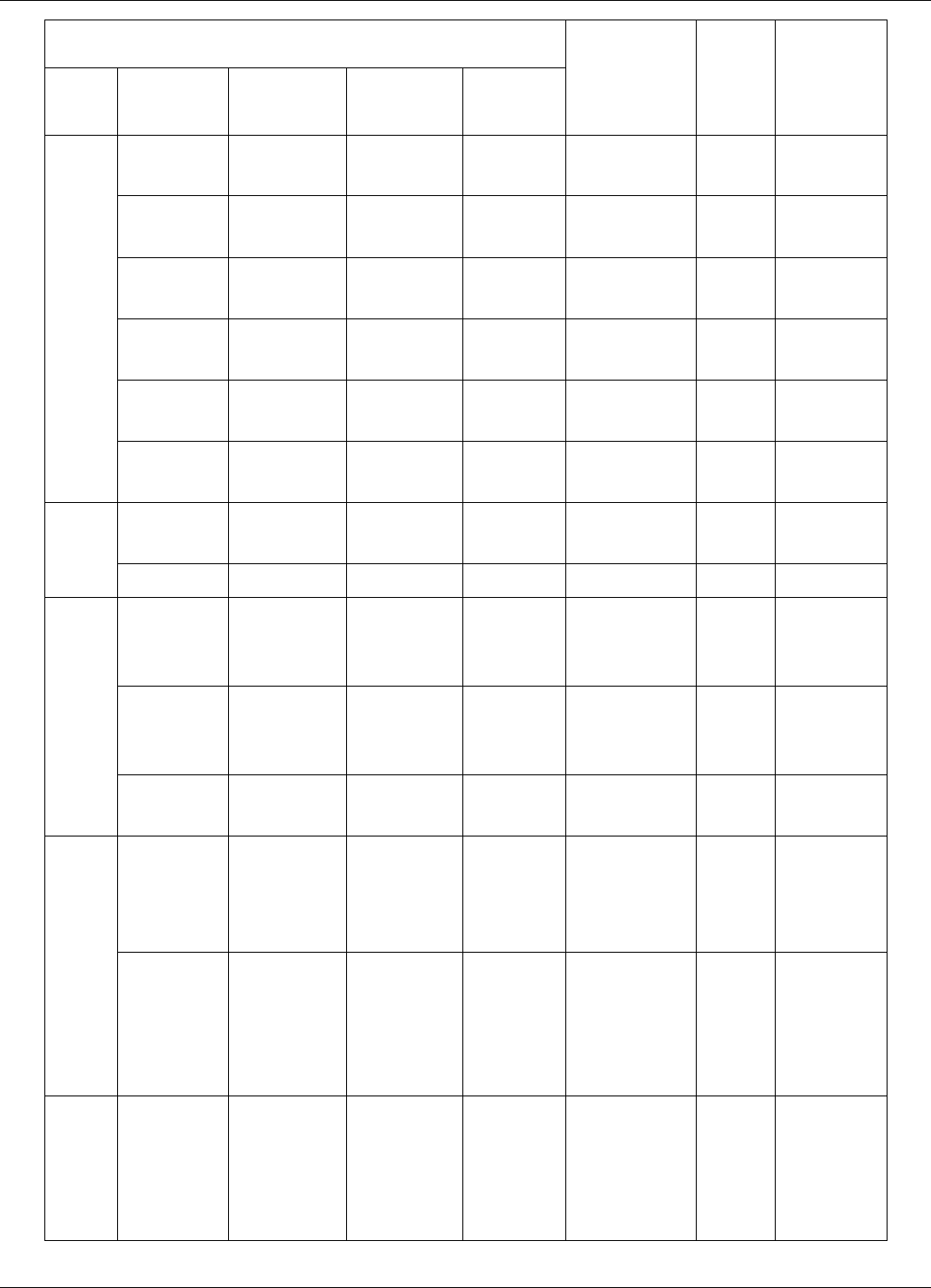
项目
验证方案 责任人 完成时间
名称
控制
参数
现况 验证要求 验证输出
回流
焊
设计特性
已满足回流
焊接要求
不需要验证
回 流 焊 操
作手册
存档回流焊操
作手册
安装条件
已满足回流
焊接要求
不需要验证
回 流 焊 操
作手册
存档回流焊操
作手册
安全特性
已满足回流
焊接要求
不需要验证
回 流 焊 操
作手册
存档回流焊操
作手册
测温特性
已满足回流
焊接要求
不需要验证
回 流 焊 操
作手册
随机校验
维护保养 有保养制度 不需要验证
《 设 备 保
养手册》
存档《设备保
养手册》
备件
有备件,无
备件清单
不需要验证
回 流 焊 操
作手册
存档回流焊操
作手册
推拉
力计
设计特性
满足推力要
求
不需要验证
推 拉 计 操
作手册
存档推拉力计
操作手册
校准 已校验 需要验证 校验证 进行计量校验
原材
料
PCB
满 足 回 流 焊
接要求
不需要验证
《通用 PCB
板 检 验 规
范》
存 档 《 通 用
PCB 板检验规
范》
SMD 器件
满 足 回 流 焊
接要求
不需要验证
《通用电子
元 器 件 检
验规范》
存档《来料检
验标准》
锡膏
满 足 回 流 焊
接要求
不需要验证
锡 膏 物 料
承认书
归档锡膏物料
承认书
回流
焊接
过程
参数
验证
最优
炉温
曲线
未进行验证 需要验证
应 用 炉 温
曲 线 验 证
和 炉 温 曲
线
存 档 回 流 焊
接 过 程 确 认
报告
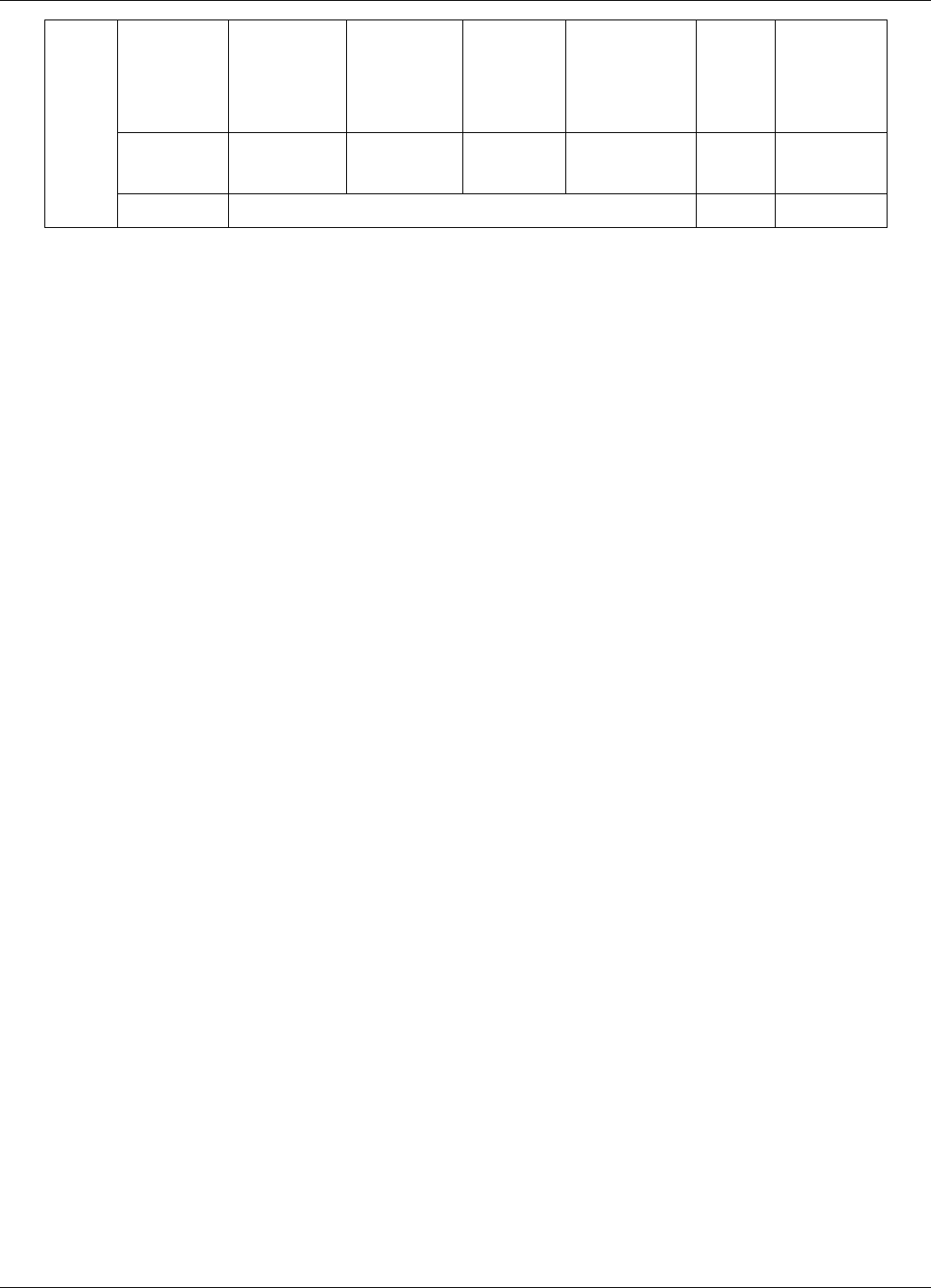
上下限炉温
曲线
未进行验证 需要验证
上 下 限 炉
温 曲 线 验
证 及 上 下
限 炉 温 曲
线
存 档 回 流 焊
接 过 程 确 认
报告
回流
焊接
过程
确认
过程监控 有过程监控 不需要验证 炉温曲线
是否按照《回
流 焊 炉 温 测
试及校准》规
定 对 炉 温 进
行测量。
文 每日监控
第 4 页 共 13 页
过程能力 未进行验证 需要验证
同 一 批 之
间 重 复 性
验证
存 档 回 流 焊
接 过 程 确 认
报告
工艺文件
维护
已有相关工
艺文件
相 关 工 艺
文件
存档相关工艺
文件
报告归档 归档整个过程确认的文件
1.4 回流过程人员人力资源要求
正式生产时指定经培训合格的工艺技术员进行维护。
1.5 回流焊过程再确认条件
当回流焊过程的设备、操作程序等因素发生变更时,应由 PCBA 产线对这些变更的影响程度进
行评估,确定是否对回流焊过程是否进行再确认。
回流焊过程应每两年进行一次例行再确认工作,主要针对回流焊过程设备的有效性、回流焊过
程的稳定性进行确认。
以下变更发生时,必须进行再确认:
1、生产场所变化,设备经过重新安装后;
2、锡膏的技术指标或生产商有重大变化时;
3、回流焊过程输出引起质量事故时。
第 5 页 共 13 页
1.6 回流焊过程确认输出
1.6.1 炉温曲线图
1)实验回流焊接机炉温曲线图
2)过程验证回流焊接机炉温曲线图
3)验证回流焊接机炉温曲线图
1.6.2 相关设备/工艺文件
1)《回流焊保养、检修指导书》
2)《SMT 焊接检查作业指导书》
3)《回流焊炉温测试及校准》
4)《锡膏产品说明书》
1.6.3 人员培训记录表
1)《推拉力计操作培训记录表》
2)《回流焊设备操作和注意事项、维护保养、温度曲线设定测量的讲解与实操培训记录》
1.6.4 回流焊过程确认报告
1.7 回流焊过程确认小组人员及职责
回流焊接过程确认小组人员名单见下表:
岗位
工程部经理 审定验证方案、组织实施
SMT 主管 编制验证方案、负责现场实施
品管工程师 实施现场监控、复核
工程部工程师 参与按本方案实施操作
工程部技术员 参与按本方案实施操作
A负责过程确认工作相关技术文件的审核,过程确认有效性审核。
B负责对相关设备进行安装鉴定,制定设备维护保养制度。
C负责回流焊工艺、工艺文件维护的工作,对相关人员进行岗前培训;负责回流焊过程测试与
监控,提供回流焊过程记录的参数和报告归档。
D负责计划制定,回流焊过程测试与监控,提供回流焊过程记录的参数和报告归档。
E负责回流焊过程确认参数的确定、过程确认与验证、过程能力验证和评价工作。