JUKI IS软件说明书_.pdf - 第23页
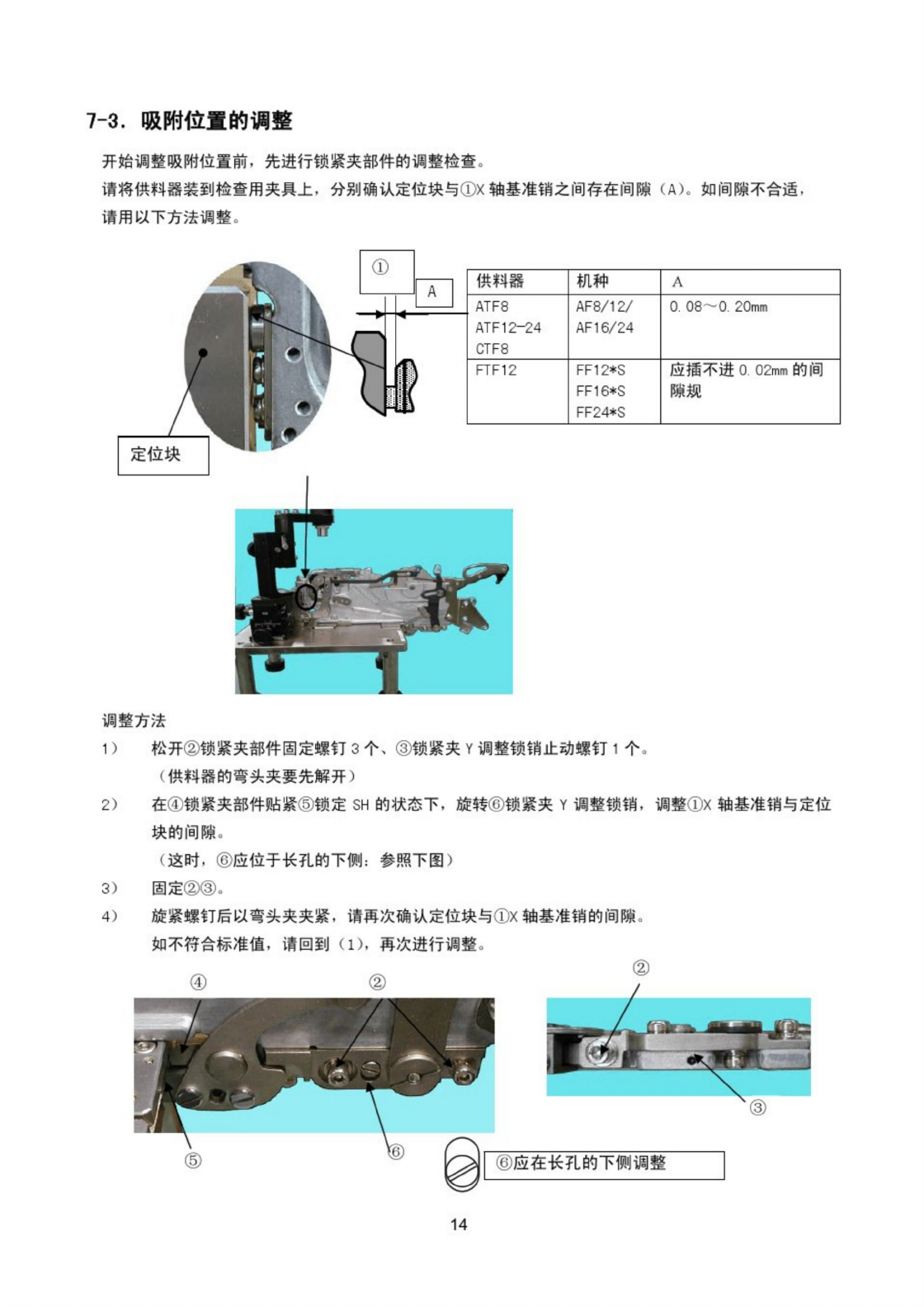
7 - 3 . 吸附位置的调整 开始调整吸附位置前 , 先进行锁紧夹部件的调整检查 , 请将供料器装到检查用夹具上 , 分别确认定位块与 ① X 轴基准销之间存在间隙 ( A ) 。 如间隙不合适 , 请用以下方法调整 i ① 供料器 机种 A A AF 8 / 12 / AF 16 / 24 ATF 8 0 . 08 0 . 20 mm ATF 12 - 24 CTF 8 I 应插不进 0 . 02 mm 的间 FTF 12 FF 1…
7
-
2
.
安装带状供料器
(
CTF
,
ATF
,
FTF
,
FTFR
*
1
)
①
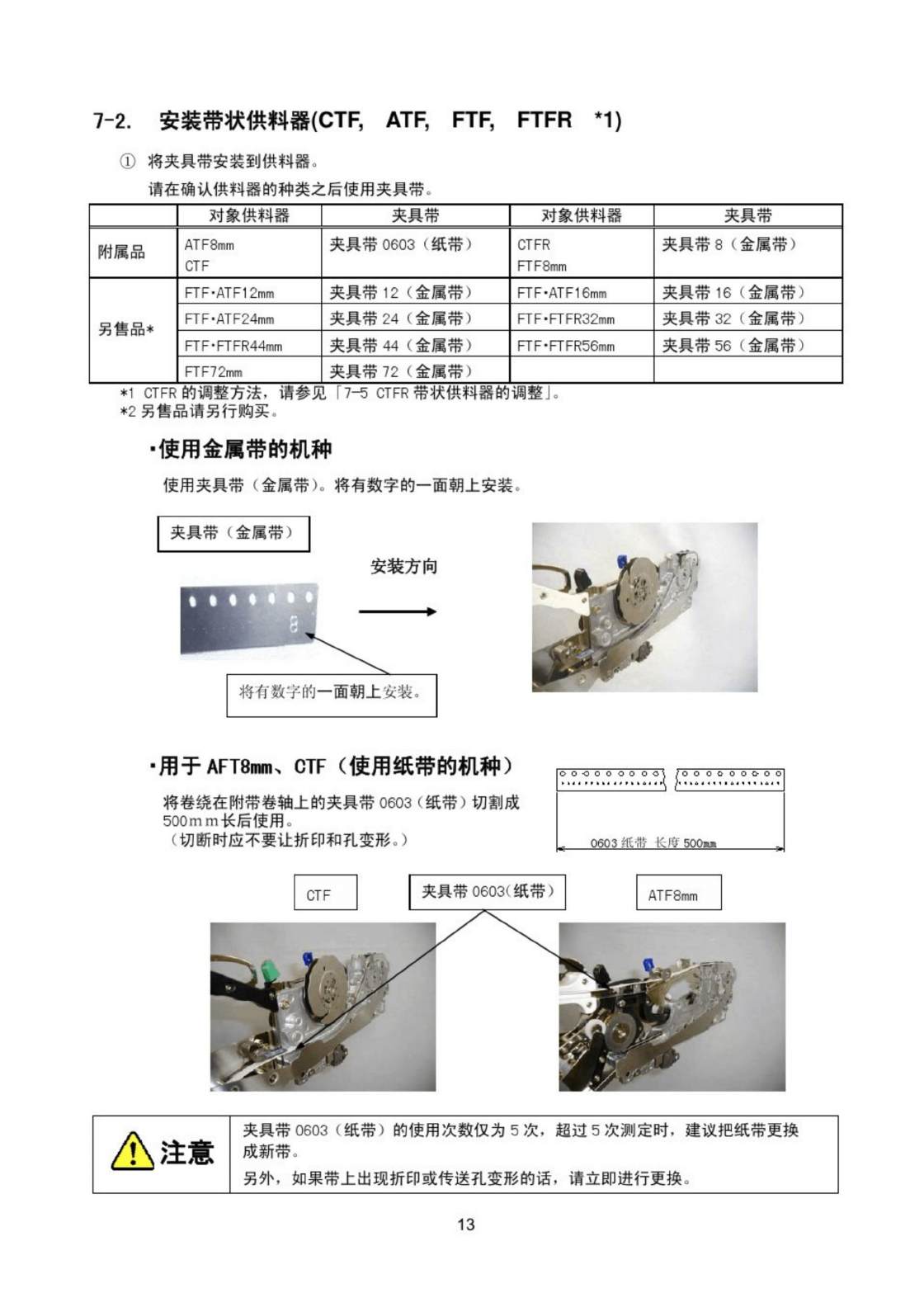
将夹具带安装到供料器
。
请在确认供料器的种类之后使用夹具带
t
对象供料器
夹具带
对象供料器
夹具带
夹具带
8
(
金属带
〉
夹具带
0603
(
纸带
)
ATF
8
mm
CTFR
附属品
CTF
FTF
8
mm
夹具带
12
(
金属带
)
夹具带
16
(
金属带
)
FTF
-
ATF
12
mm
RF
-
ATF
16
mm
夹具带
24
(
金属带
)
夹具带
32
(
金属带
)
FTF
-
ATF
24
mm
RF
-
FTFR
32
mm
另售品
*
夹具带
44
(
金属带
)
夹具带
56
(
金属带
)
FTF
-
FTFR
44
mm
RF
-
FTFR
56
mm
夹具带
72
(
金属带
)
RF
72
nmi
*
1
CTFR
的调整方法
,
请参见
CTFR
带状供料器的调整
h
*
2
另售品请另行购买
:
使用金属带的机种
使用夹具带
(
金属带
K
将有数字的一面朝上安装
。
夹具带
(
金属带
)
安装方向
将有数字的一面朝上安装
。
■
用于
AFT
8
mm
、
CTF
(
使用纸带的机种
)
将卷绕在附带卷轴上的夹具带
0603
(
纸带
)
切割成
500
mm
长后使用
。
(
切断时应不要让折印和孔变形
。
〉
c
:
o
-
o o
o
o
o o
0603
纸带
K
:
J
0
T
500
M
夹具带
0603
(
纸带
)
CTF
ATF
8
mm
1
/
夹具带
0603
(
纸带
)
的使用次数仅为
5
次
,
超过
5
次测定时
,
建议把纸带更换
成新带
。
另外
,
如果带上出现折印或传送孔变形的话
,
请立即进行更换
。
△
注意
13
7
-
3
.
吸附位置的调整
开始调整吸附位置前
,
先进行锁紧夹部件的调整检查
,
请将供料器装到检查用夹具上
,
分别确认定位块与
①
X
轴基准销之间存在间隙
(
A
)
。
如间隙不合适
,
请用以下方法调整
i
①
供料器
机种
A
A
AF
8
/
12
/
AF
16
/
24
ATF
8
0
.
08
0
.
20
mm
ATF
12
-
24
CTF
8
I
应插不进
0
.
02
mm
的间
FTF
12
FF
12
*
S
FF
16
*
S
FF
24
*
S
隙规
定位块
调整方法
1
)
松开
②
锁紧夹部件固定螺钉
3
个
、
③
锁紧夹
Y
调整锁销止动螺钉
1
个
。
(
供料器的弯头夹要先解开
)
2
)
在
④
锁紧夹部件貼紧
⑤
锁定
SH
的状态下
,
旋转
⑥
锁紧夹
Y
调整锁销
,
调整
①
X
轴基准销与定位
块的间隙
。
(
这时
,
⑥
应位于长孔的下侧
:
参照下图
)
3
)
固定
②③
。
4
)
旋紧螺钉后以弯头夹夹紧
.
请再次确认定位块与
①
X
轴基准销的间隙
。
如不符合标准值
,
请回到
(
1
)
,
再次进行调整
u
②
④
②
0
⑥
应在长孔的下侧调整
14

am
(
CTF
)
、
ann
~
24
mi
(
FTF
)
、
&
mi
(
ATF
)
、
12
24
m
>
(
ATF
)
的调整
么注意
安装在供料器调整夹具上之前
,
请确认供料器和夹具的安装面上没有划伤
、
撞痕
。
(
1
)
X
方向
(
左右位置
)
吸附位置的调整
在
7
-
1
.
调整前的准备工作的基准位置调整好的状态下实施
。
1
)
X
轴调整轴的调整
①
使用六角扳手
(
1.5
mm
)
拧松
X
轴基准销
B
固定螺丝
,
拔出
X
轴基准销
B
。
仅适用于
8
_
供料器中的
FF
、
CF
、
AF
型供料器
(
2
根顶端销的类型
)
。
(
12
_
以上的供料器中是没有的
)
轴基准销
B
固定螺丝
供料器座
X
轴基准销
B
②
将带供料器安装到调整夹具主体上
。
r
③
使用推杆空送安装好的带供料器
u
根据各种供料器的棘轮齿数空送的次数有所变化
。
.
*
F
03
**
、
*
F
05
*
*
等
60
齿时为
10
次
.
*
F
08
**
等
30
齿时为
5
次
从棘轮齿的形状可以简单地区分
,
间
SI
间距小的为
60
齿
。
(
照片为
30
齿
)
碰撞式推杆
15