JUKI IS软件说明书_.pdf - 第58页
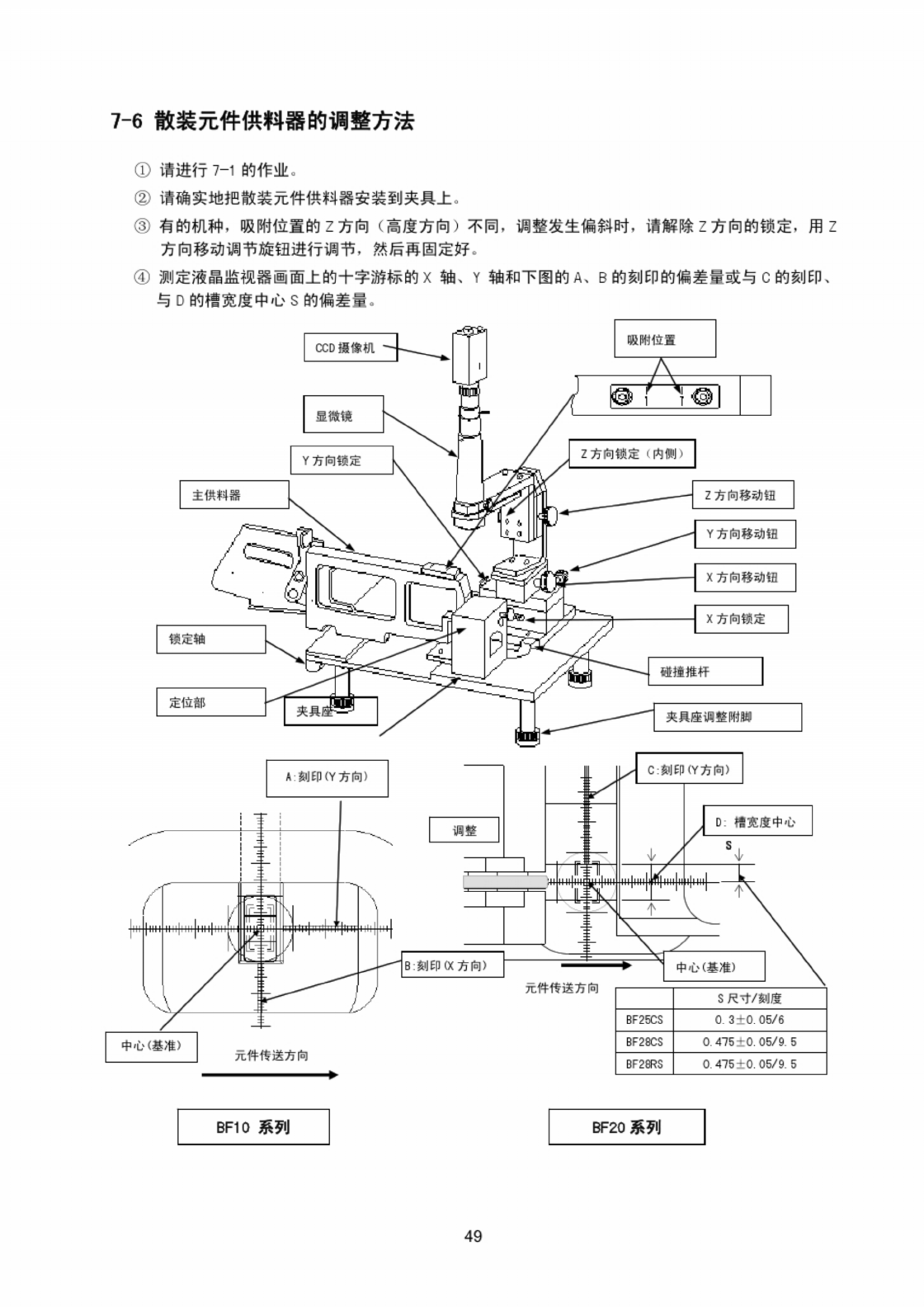
7 - 6 散装元件供料器的调整方法 ① 请进行 7 - 1 的作业 。 ② 请确实地把散装元件供料器安装到夹具上 。 ③ 有的机种 , 吸附位置的 Z 方向 ( 高度方向 ) 不同 , 调整发生偏斜时 , 请解除 Z 方向的锁定 , 用 Z 方向移动调节旋钮进行调节 , 然后再固定好 。 ④ 测定液晶监视器画面上的十字游标的 X 轴 、 Y 轴和下图的 A 、 B 的刻印的偏差星或与 C 的刻印 、 与 D 的槽宽度中心 S 的偏差屋…
(
4
)
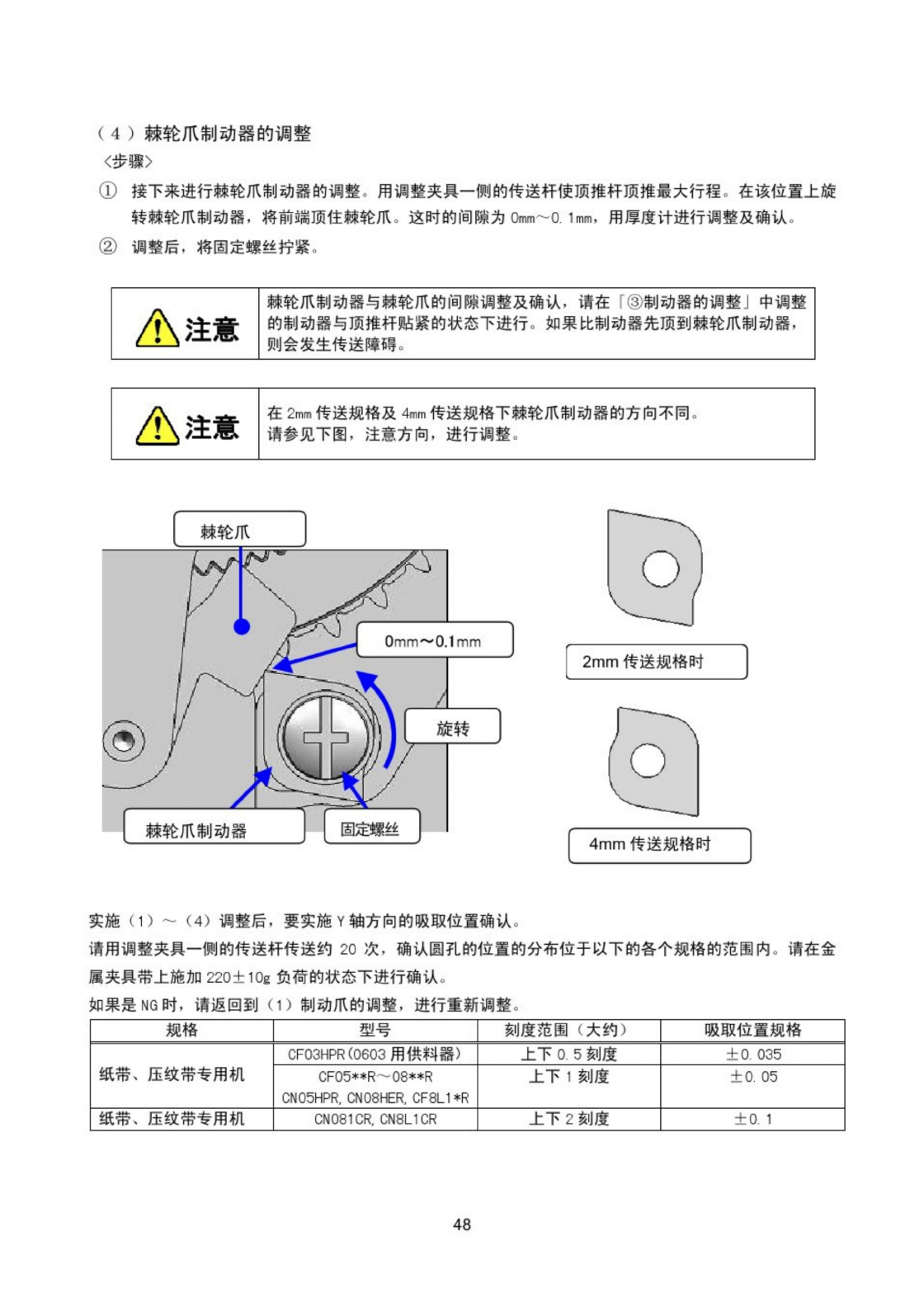
棘轮爪制动器的调整
〈
步嫌
〉
①
接下来进行棘轮爪制动器的调整
。
用调整夹具一侧的传送杆使顶推杆顶推最大行程
.
在该位置上旋
转棘轮爪制动器
,
将前端顶住棘轮爪
。
这时的间隙为
Onmr
^
O
.
1
mm
,
用厚度计进行调整及确认
。
©
调整后
,
将固定螺丝拧紧
.
棘轮爪制动器与棘轮爪的间隙调整及确认
.
请在
f
③
制动器的调整
j
中调整
的制动器与顶推杆貼紧的状态下进行
。
如果比制动器先顶到棘轮爪制动器
.
则会发生传送陣碍
i
△
注意
在
2
mm
传送规格及
4
mm
传送规格下棘轮爪制动器的方向不同
。
请参见下图
,
注意方向
,
进行调整
^
么注意
棘轮爪
o
Omm
0.1
mm
2
mm
传送规格时
旋转
固定螺丝
棘轮爪制动器
4
mm
传送规格时
实施
(
1
)
(
4
)
调整后
.
要实施
Y
轴方向的吸取位置确认
。
请用调整夹具一侧的传送杆传送约
20
次
,
确认圆孔的位置的分布位于以下的各个规格的范围内
。
请在金
属夹具带上施加
220
±
10
g
负荷的状态下进行确认
。
如果是
NG
时
.
请返回到
(
1
)
制动爪的调整
.
进行重新调整
。
规格
型号
刻度范围
(
大约
)
吸取位置规格
CF
03
HPR
(
0603
用供料器
)
上下
0.5
刻度
±
0
.
035
纸带
、
压纹带专用机
上下
1
刻度
土
0
.
05
CF
05
*
*
R
~
08
*
*
R
CN
05
HPR
,
CN
08
HER
,
CF
8
L
1
*
R
纸带
、
压纹带专用机
上下
2
刻度
±
0.1
CN
081
CR
,
CN
8
L
1
CR
48
7
-
6
散装元件供料器的调整方法
①
请进行
7
-
1
的作业
。
②
请确实地把散装元件供料器安装到夹具上
。
③
有的机种
,
吸附位置的
Z
方向
(
高度方向
)
不同
,
调整发生偏斜时
,
请解除
Z
方向的锁定
,
用
Z
方向移动调节旋钮进行调节
,
然后再固定好
。
④
测定液晶监视器画面上的十字游标的
X
轴
、
Y
轴和下图的
A
、
B
的刻印的偏差星或与
C
的刻印
、
与
D
的槽宽度中心
S
的偏差屋
。
吸附位置
CCD
摄像机
匬
显微镜
Z
方向锁定
(
内侧
)
Y
方向锁定
Z
方向移动钮
Y
方向移动钮
X
方向移动钮
X
方向锒定
碰揸推杆
夹具座调整附脚
〆
C
:
刻印
(
Y
方向
)
A
:
刻印
<
Y
方向
>
1
X
1
D
:
榷宽度中心
调整
in
|
mi
I
fii
mi
II
ill
in
小
SI
■
liiil
M
|
HM
|
HM
|
I
B
刻印
(
X
方向
〉
中心
(
基准
)
元件传送方向
S
尺寸
/
刻度
0
.
3
士
0.05
/
6
0.475
士
0.05
/
9.5
中心
《
基准
〉
元件传送方向
0.475
土
0
_
05
/
9.5
BF
10
系列
BF
20
系列
49
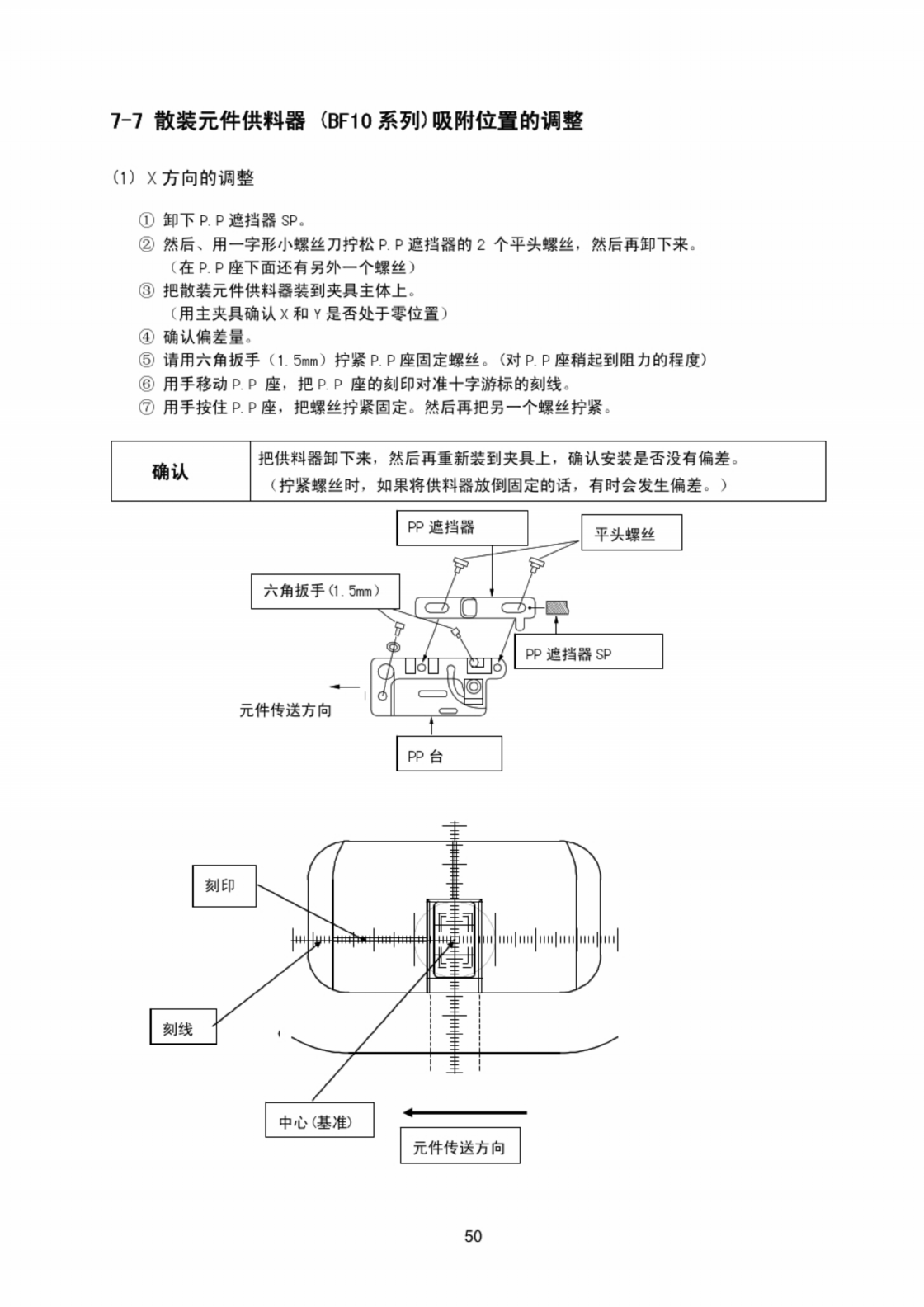
7
-
7
散装元件供料器
(
BF
10
系列
)
吸附位置的调整
(
1
)
X
方向的调整
①
卸下
P
.
P
遮挡鼉
SP
,
②
然后
、
用一宇形小嫘丝刀拧松
P
.
P
遮挡器的
2
个平头螺丝
,
然后再卸下来
。
(
在
P
.
P
座下面还有另外一个蠼丝
)
③
把散装元件供料器装到夹具主体上
。
(
用主夹具确认
X
和
Y
是否处于零位置
)
④
确认偏差屋
》
⑤
请用六角扳手
(
1.5
mm
)
拧紧
P
.
P
座固定螺丝
(
对
P
.
P
座稍起到阻力的程度
)
⑥
用手移动
P
.
P
座
.
把
P
P
座的刻印对准十字游标的刻线
。
⑦
用手按住
P
.
P
座
,
把螺丝拧紧固定
。
然后再把另一个螺丝拧紧
t
把供料器卸下来
,
然后再重新装到夹具上
,
确认安装是否没有偏差
。
(
拧紧螺丝时
,
如果将供料器放倒固定的话
.
有时会发生偏差
t
)
确认
PP
遮挡器
平头螺丝
JTr
六角扳手
(
1.5
mm
)
■
Z
3
,
pp
遮挡器
SP
元件传送方向
1
m
iiini
|
iiiiiii
M l l
|
觀
JL
i
JL
i
I
中心
(
基准
)
元件传送方向
50